
己二酸生产尾气防超压保护系统的设计与优化
2022-08-18 06:32高先明
河南化工 2022年8期
高先明
(河南神马尼龙化工有限责任公司 , 河南 平顶山 467013)
己二酸是环己醇在铜及矾催化剂的作用下,与硝酸进行氧化反应,反应完成后的溶液经结晶、溶解脱色、增稠、离心分离等工序得到。在此氧化反应中产生了大量氮氧化物尾气(也称亚硝气),其中含有N2O、NO、NO2、N2、O2等气体。常规处理尾气的方法是将氮氧化物尾气排入亚硝气回收系统,经水进行喷淋吸收,从而将氮氧化物气体吸收为硝酸进行循环使用,剩余尾气中极少量的氮氧化物气体与大量空气混合后排入大气。
通过对己二酸生产装置尾气系统的使用现状进行系统分析,设计优化了己二酸生产尾气防超压保护系统,新系统的实施补充了现有系统的不足,保证了DCS联锁系统异常情况时己二酸生产系统的安全。
1 己二酸装置尾气系统现状
己二酸反应工段产生的氮氧化物尾气进入亚硝气压缩机,被压缩至0.2 MPa左右,后进入3台串联的亚硝气吸收塔对氮氧化物进行吸收,吸收后剩余少量NOx,用风机鼓入空气稀释后排放,控制指标为150×10-6。
目前压缩机设置有入口防正压联锁,己二酸制备过程中会产生大量亚硝气,亚硝气回收工段的目的是将亚硝气净化回收生成硝酸循环利用。为保证亚硝气回收工段的稳定运行,出现异常后能及时迅速地切断反应工序、亚硝气回收工序运转,同时将反应工序、回收工序气相切至除害塔,防止亚硝气外泄,引起安全环保事故,特设置压缩机联锁。
2 存在问题及解决思路
目前压缩机联锁系统保证了在亚硝气体回收工序发生故障的情况下(包括压缩机停止、压缩机入口正压等),生产系统内残存的大量氮氧化物气体能够进入己二酸生产尾气的应急处理系统,且得到处理,达标排放。但无法保证超负压情况下系统的安全,如果系统出现超负压情况,则可能出现反应器内物料被吸入压缩机及亚硝气回收系统内,导致压缩机跳车、吸收塔异常,进而导致系统整体停车的异常现象。
通常情况下,防超压的DCS联锁系统能满足生产的需要,但当防超压的DCS联锁系统出现故障时,若此时己二酸尾气系统出现超正压或超负压的情况,仍存在生产系统异常、设备损坏等生产事故发生的可能性。因此,为了保证DCS联锁系统异常情况时己二酸生产系统的安全,需设计一种新的己二酸生产尾气防超压保护系统。
3 实施优化过程
3.1 系统现状
现有尾气系统设置有爆破片(爆破压力为0.03 MPa)和1#、2#气动开关阀,在出现异常情况时,系统联锁,1#阀关闭,2#阀打开,将尾气排往己二酸生产尾气应急处理系统。尾气应急处理系统使用氢氧化钠溶液做吸收剂,对进入应急处理系统的尾气进行吸收中和。现己二酸尾气应急处理系统如图1所示。

图1 现己二酸尾气应急处理系统
3.2 增设防超压罐保护系统
防超压罐保护系统如图2所示。在应急处理系统和亚硝气回收系统之间增设防超压罐,来自应急系统方向的管道内插至罐内液面以下800 mm至E点,罐顶防超压1#线与亚硝气回收系统相连。
使用前,打开工业水补水至防超压罐的溢流管末端流出水,关闭工业水阀门停止补水。根据连通器的虹吸原理,罐内液位降低至与溢流管线末端高
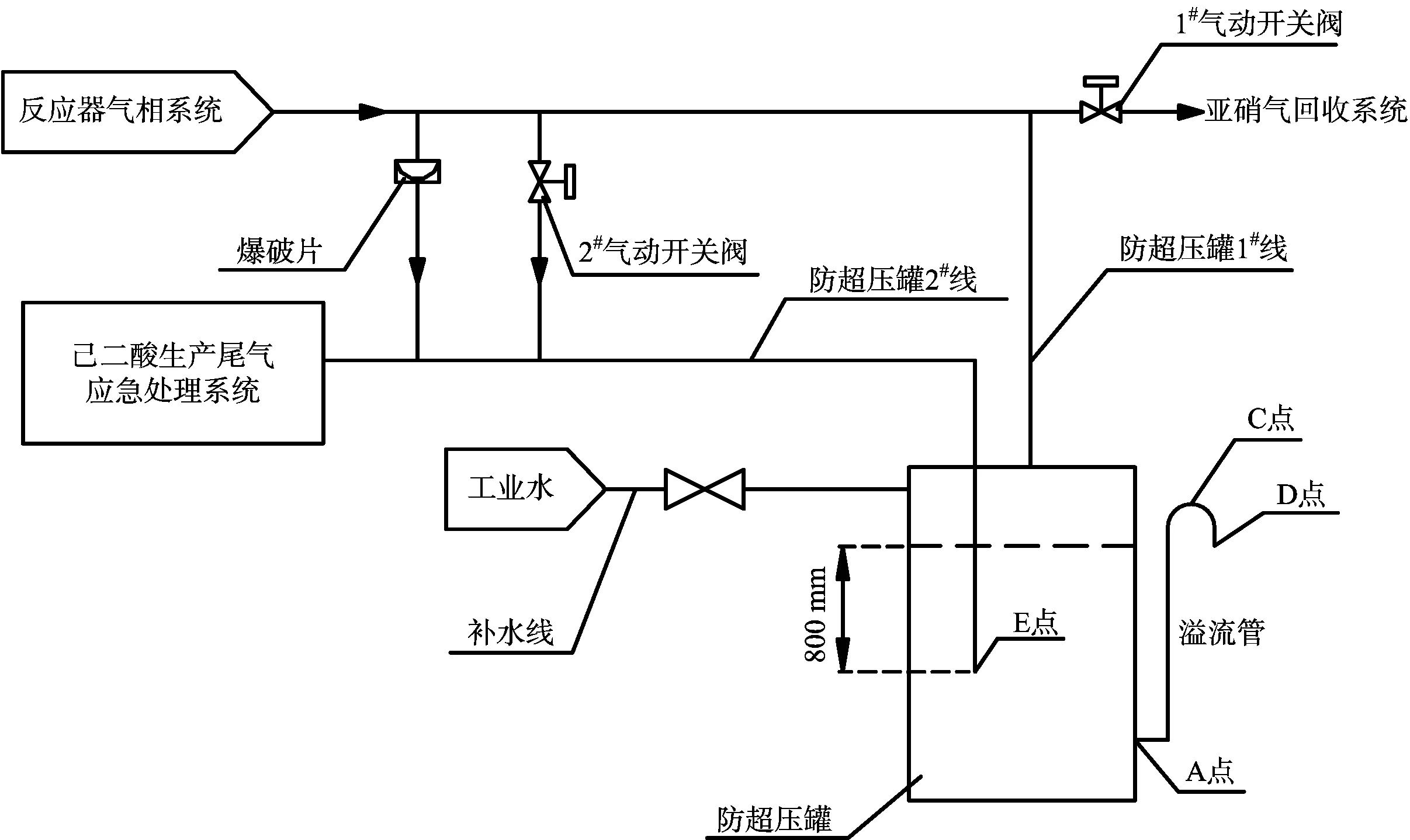
图2 防超压罐保护系统
度一致时不再下降,此处即防超压罐的液位面(液位高度即D点高度)。当己二酸反应器启动后,在正常运转中,由于亚硝气回收系统对生产尾气的吸收,尾气回收管线中的压力为微负压,真空度一般为1 333.22~6 666.1 Pa。故设计内插液面800 mm,若尾气排出过缓或亚硝气吸收过快导致尾气回收管线中出现超负压(真空度超过7 840 Pa),气体可以从己二酸生产尾气应急处理系统经防超压罐2#管线的底部突破水封进入防超压罐,进而经1#管线进入亚硝气回收系统,保证亚硝气回收系统及生产设备的安全。若亚硝气吸收不畅导致尾气回收管线出现超正压的情况,过量气体经1#管线进入防超压罐,当压力升高至7 840 Pa时,罐内的液位高度将降低至2#管线底部以下,此时超压气体从2#管线进入己二酸生产尾气应急处理系统释放。若气压值继续升至超过A点与D点的液位压时(即A点与D点的高度差),此时气体会突破溢流管,从溢流管处冒出,当气压再升高达到爆破装置的爆破压力,则气体冲破爆破装置释放,以保证己二酸生产设备和管线安全。此防超压保护罐系统已具备在超负压及正压情况下安全释放压力的作用,但在防止正压情况下, 正压气体会从溢流管溢出,污染环境,产生环保事故,故需进一步进行优化。
3.3 防超压罐保护系统溢流管优化
现有尾气系统爆破片爆破压力0.03 MPa,溢流管B点与D点之间的液位压应大于爆破装置的爆破压力,保证进入防超压罐的亚硝气不会先于爆破装置溢出,防止亚硝气进入大气污染环境。故溢流管B点与D点之间的液位差应大于3 000 mm,将其距离设置为3 200 mm。溢流管从A点先向下延伸至B点,之后向上弯折并竖直向上延伸至防超压罐的液位面以上的C点位置,然后向下并向外侧弯折至D点位置,D点与防超压罐的液位面处于同一水平面。为了避免C点和D点之间形成虹吸作用,C点和D点之间的距离应尽可能短。
溢流管B点与D点之间的液位压大于爆破膜的爆破压力,保证进入防超压罐的亚硝气在达到爆破压力后也不会溢出,既保证了己二酸生产设备和管线的安全,又保证了进入防超压罐的亚硝气不会进入周围空气污染环境。防超压罐保护系统溢流管优化如图3所示。
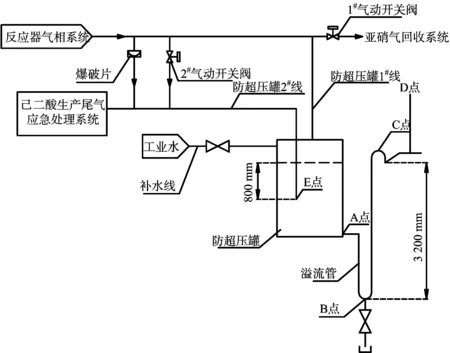
图3 防超压罐保护系统溢流管优化
4 效果分析
己二酸生产尾气防超压保护系统投入后,目前已稳定运转近两年时间。该保护系统通过仅增加一个罐及相应管道就实现了在异常情况下(包括自动化控制的DCS联锁系统不起作用)对生产系统的保护,保证了己二酸生产管线的安全,避免事故发生。且该系统无动设备、无仪表电气等相关设备,仅需每周进行一次补水即可(补充蒸发掉的水),运行维护成本极低。
5 结论
通过对己二酸生产尾气防超压保护系统的设计与优化,实现了对己二酸装置的双重保护,即当自动化控制的DCS联锁系统不起作用后,仍能通过该系统对生产设备进行保护,保证己二酸生产管线的安全,避免事故发生。为整套装置的安全稳定长周期运行提供了保障,提高了公司己二酸产品的竞争力。该防超压保护系统的使用为其它化工行业类似系统的设计与优化提供了成功经验。
猜你喜欢
南京航空航天大学学报(2022年6期)2022-12-25
中国港湾建设(2022年11期)2022-11-30
科技经济导刊(2021年24期)2021-11-30
流体机械(2021年1期)2021-02-23
石油化工自动化(2020年6期)2020-01-02
消费导刊(2018年10期)2018-08-20
汽车维护与修理(2015年2期)2015-02-28
汽车维护与修理(2015年1期)2015-02-28
中国科技纵横(2014年15期)2014-12-11
高中生·职教与就业(2013年3期)2013-05-30
