
某电厂圆形零件机器人智能焊接
2022-08-18 06:54任立斌朱平赵冲杨旺施一丰张国亮
焊接 2022年5期
任立斌, 朱平, 赵冲, 杨旺, 施一丰, 张国亮
(1.苏州热工研究院有限公司,江苏 苏州215003;2.江苏科技大学,江苏 镇江 212003;3.华侨大学,福建 厦门 361021)
0 前言
机器人智能焊接在行业内已有大量研究,机器人结合传感器定位并引导焊接路径,再加上计算机技术实现一定范围内的智能焊接[1-2]。当前机器人激光视觉+深度学习技术是智能焊接方面的新兴趋势。何景山等人[3]提出了图像法焊缝自动跟踪系统,以相机、激光器、滤光片等元件组成视觉传感器。邹勇等人[4]研制了具有CCD光电焊缝跟踪系统的无轨道全位置焊接机器人。倪沫楠等人[5]搭建整体多层多道激光视觉焊缝跟踪试验系统,利用图像处理得到的焊缝特征点位置信息,提高焊接工艺。国外在该领域起步较早,技术应用已经十分成熟,如英国Mata视觉公司生产的Laser Pilot激光焊缝跟踪系统;加拿大Servo Robot公司的POWER-TRAC系统;德国Mel公司的M2DW激光焊缝跟踪系统[6]。该次研究希望对某电厂圆形零件采用机器人实现智能焊接。从机器人焊接工艺、优选焊道排布、零件智能定位、机器人自动焊接、最终检验等方面论证了可实施性。采用机器人激光视觉抓取特征点并计算圆心位置,可以在工作台范围内自动定位工件,统一工件和机器人坐标系。从既定焊接工艺和焊道排布方式条件下,得到每条焊道在圆环形焊缝的起弧点坐标,利用机器人圆形路径程序并调用焊接工艺程序,可以得到成形良好的焊缝。从而实现机器人对随机放置的零件有统一的焊接输出,实现该圆形零件的智能焊接。
1 作业系统介绍
机器人作业系统,主要包括:库卡(KUKA)-KR 5 arc机器人、双轴变位机、福尼斯(Fronius) CMT Advance 4000 R nc焊机、机器人激光传感器、夹具等。其中机器人负荷5 kg,附加负荷12 kg,最大作用范围1 412 mm,6自由度,重复精度应为±0.04 mm,质量127 kg。激光传感器采用某品牌LZ8-0050W型号设备,产品主要性能指标见表1。机器人整体如图1所示。

表1 激光传感器主要性能指标 mm
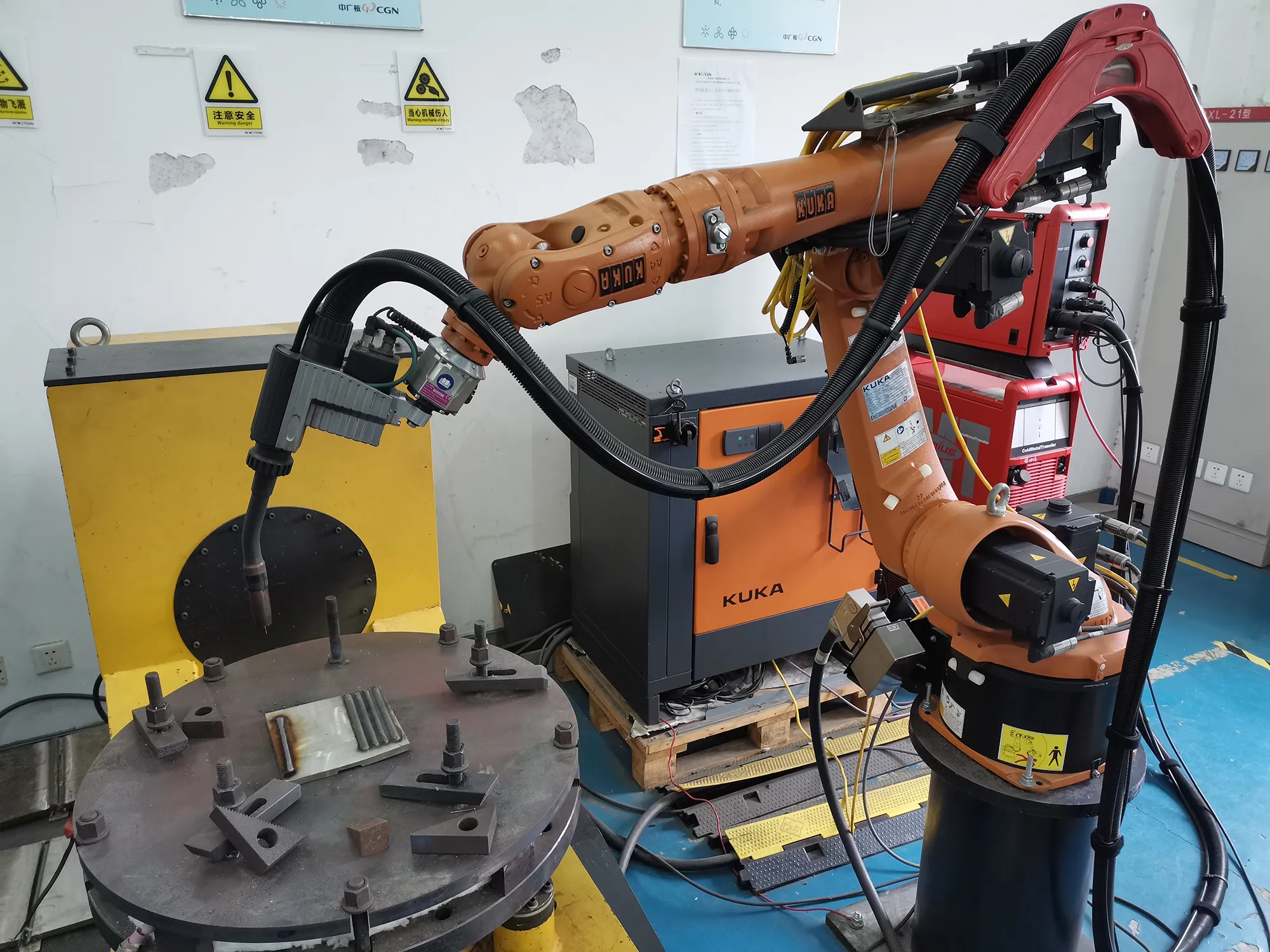
图1 机器人作业系统
2 圆形零件及待焊区域
圆形零件如图2所示,待焊区域为圆环形槽。零件材料为奥氏体不锈钢Z2CND1712等同于316L,待焊区槽形状尺寸见表2。

图2 圆形零件及其待焊区域

表2 零件及待焊区域尺寸信息
3 机器人焊接工艺评定
3.1 工艺试验用材料、人员
为了方便取样验证焊接工艺参数,采用316L试板制作工艺评定,焊接材料使用ER316L焊丝,规格:φ1.0 mm。人员为焊接试验室机器人操作人员,能熟练操作设备,熟悉工艺及设备状况。
3.2 平板对接工艺试验与评定
3.2.1工艺试板制作
如图3所示,采用316L不锈钢试板,V形带垫板坡口形式。经过多次试焊,得到无损检验合格的试板如图4所示,制作标准试样进行理化检验。

图3 坡口形式示意图

图4 平板对接工艺试件
3.2.2评定试验
对工艺试板进行取样制作标准试样,进行理化试验,试验项目及数量见表3。冲击试验结果见表4。拉伸试验结果见表5。弯曲试验结果见表6。各项检验合格,焊接工艺评定确认并按此编制焊接工艺规程,其中,焊接工艺参数见表7。

表3 对接工艺试板力学性能试验

表4 冲击试验结果

表5 拉伸试验结果

表6 弯曲试验结果

表7 焊接工艺参数
4 有限元优选焊道排布
为了验证在不同的焊道排布和路径顺序下,产生的焊接变形和残余应力大小,从而找出最优的圆形零件待焊区域机器人焊接路径规划,研究通过大量的有限元数值模拟计算,根据工艺规程参数,研究同一热源下、同一材料模型和网格模型(图5),在8种不同焊道排布(图6)情况下对焊接残余应力和变形的影响,获得控制焊接变形的最优模型与计算方法;在表8中,基于优化的模型与高效计算方法,研究圆形零件不同焊道排布等因素对焊接变形量和应力的影响,获得其中圆形零件盘机器人焊接最优的焊道分布形式和路径顺序:12道焊缝布置,每层从内圈向外圈分布。
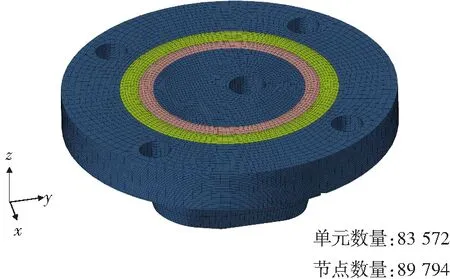
图5 待焊圆形零件有限元模拟图

图6 不同焊道数量及排布示意图
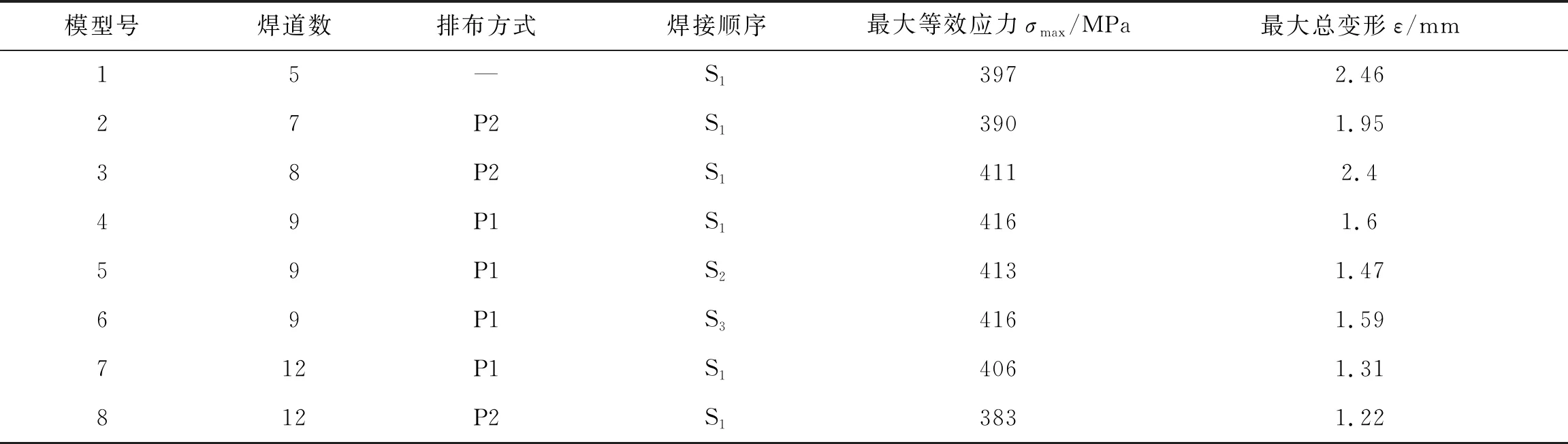
表8 不同焊道变形和应力结果比较
5 工件及焊道分布定位
5.1 建立工件坐标系及焊道分布
12条焊道分布相当于焊接电弧在待焊区域按照顺序行走12条圆环,每个圆环的空间位置都不一样,以工件表面圆心为原点建立工件坐标系(图7),将12条焊道起弧点(S1~S12)置于x轴正方向上,起弧点坐标可表示为S1(xS1,0,zS1)~ S12(xS12,0,zS12),其中值|xS1| ~ |xS12|是每条圆环焊道的半径,值|zS1| ~ |zS12|是每条焊道在垂直方向的分布,坐标编号见表9。

表9 12条焊道起弧点坐标编号

图7 工件坐标系及焊道起弧点分布
5.2 工件坐标系与机器人坐标系拟合
将工件随意放置于机器人工作台上,待焊面水平向上,处于机器人坐标系统内。由于放置的随机性,工件坐标系原点可能在工作台范围内任意点,所以需要找到工件表面圆心,以此为基点将工件坐标系与机器人坐标系统拟合,并使用机器人语言设定12条圆形焊道排布程序。
采用机器人激光视觉扫描待焊区域圆形坡口边缘,获得3个特征点在机器人坐标系统内的空间位置(如图8),设3个特征点坐标分别为A(xa,ya,za),B(xb,yb,zb),C(xc,yc,zc),设工件表面圆心在机器人系统坐标为O(xO,yO,zO),半径为R,因为3个特征点与圆心在同一平面,所以ZO=Za=Zb=Zc,再根据三点定圆心公式可得:

图8 机器人激光扫描三点定位及特征点捕捉
xO=(ya-yc)[(x2a-x2b)-(y2b-y2a)]-(ya-yb)[(x2a-x2c)-(y2c-y2a)]2[(ya-yb)(xa-xc)-(xa-xb)(ya-yc)]
(1)
yO=(xa-xb)[(x2a-x2c)-(y2c-y2a)]-(xa-xc)[(x2a-x2b)-(y2b-y2a)]2[(ya-yb)(xa-xc)-(xa-xb)(ya-yc)]
(2)
ZO=Za=Zb=Zc
(3)
R=(xa-xO)2-(ya-yO)2
(4)
A,B,C这3个特征点在机器人系统的坐标数值实测得到,可以算得工件表面圆心在机器人系统的实际坐标O(xO,yO,zO),以O点为原点建立工件坐标系,拟合机器人与工件坐标系统,坐标轴方向按照机器轴向规则,以OA连线为x轴正方向,z轴垂直向上,y轴方向按机器人“右手法则”方向。这样机器人就可以根据激光定位和内部算法准确定位工件圆心,从而准确定位每条焊道的起弧点。
6 机器人焊接路径规划
6.1 机器人实际焊接位置修正
以圆形零件表面圆心为基点,建立空间坐标系,在待焊圆环形槽空间区域内,将12道焊缝起弧时机器人末端的坐标点标记在坐标系内。采用机器人语言SCIRC指令可以得到圆形轨迹,该指令需要3个坐标点和圆周角度(ANGLE)共4个参数。已知起弧点S1~S12位于x轴正向垂直平面,设另外两组辅助点T1~T12和R1~R12分别位于y轴正、负垂直平面内(图9)。

图9 起弧点及辅助点坐标位置示意图
该次研究中焊道分布在SCIRC指令下12条焊道参数见表10。根据模型优选的焊道排布,12个起弧点坐标理论上是均等分布的,但实际情况下为了保证焊缝成形,每道焊缝的起弧点位置与理论值有偏差,需要在既定工艺参数条件下做大量熔敷成形试验,对每条焊道起弧点位置进行修正,得到该工艺条件下每条焊道起弧点的实际坐标位置,同时也得到辅助点坐标及圆周角度。

表10 SCIRC指令下的焊道位置参数
6.2 机器人焊接路径语句导入
把三点定圆心算法转为机器人定位程序,然后将12道焊缝起点坐标导入机器人路径程序,使S1=P1并循环该语句12次,每个循环中将S点坐标位置赋予P1点,另使语句结束后回归起始点即可。
7 圆形零件机器人焊接实施
完成上面工作后,设定机器人安全点和起始点,再设定执行语句调用焊机中既定焊接工艺参数,可以开始实施工序:工件任意放置→机器人自动定位→到达安全点→到达起始点→第1条焊道焊接→返回起始点→……→第12条焊道焊接→返回起始点→返回安全点。由机器人自动执行实施圆形零件智能焊接(图10a),完成后的圆形零件状态如图10b所示。

图10 圆形零件机器人自动焊接及焊接表面
8 无损检验和理化试验
8.1 无损检验
对焊接完圆形零件进行渗透检验和射线检验,未发现超标缺陷。
8.2 理化试验
对焊接完的圆形零件取样进行常规理化性能试验。拉伸试验采用平板拉伸试样,试板宽度12.5 mm,厚度12.5 mm,试验结果见表11,断裂位置在母材,结果合格。弯曲试验为侧弯,采用矩形弯曲试样,试验结果见表12,外表无肉眼可见裂纹,结果合格。冲击试验材料为316L不锈钢,取样位置为熔敷金属,试验结果见表13,结果合格。
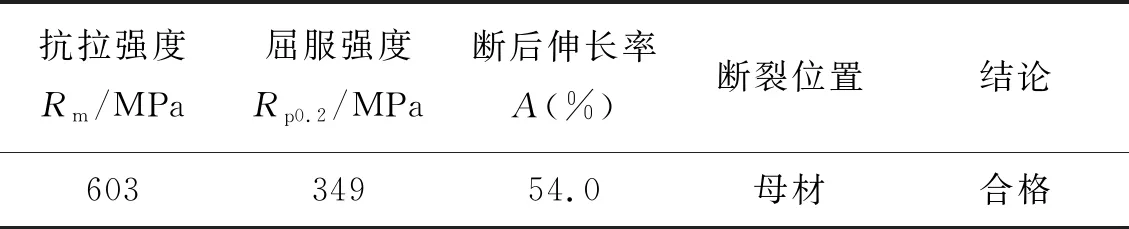
表11 室温拉伸试验
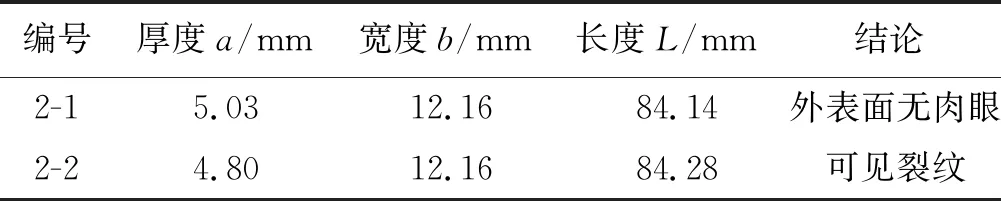
表12 弯曲试验
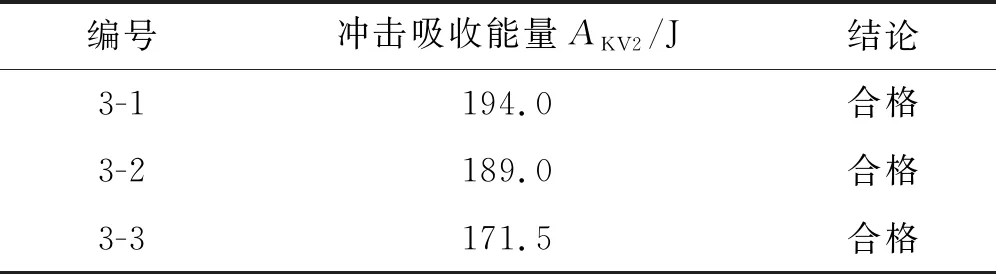
表13 冲击试验
9 结论
(1)通过机器人激光视觉定位、有限元优选焊道排布、配合经验证的焊接工艺,编辑成机器人程序,验证了在给定条件下的机器人智能焊接。其中主要关键:一是将三点定圆心算法与激光传感器、机器人程序结合,实现机器人智能定位;二是通过大量的工艺试验,在既定焊接工艺参数下得到成形良好的焊缝,即对焊道起弧点位置的修正,得到实际坐标。
(2)实施过程中还是有盖面焊缝成形不美观、通孔微小变形、射线检验局部盲区的问题,也都通过调整焊枪姿态、铜销轴固定通孔、射线结合超声波检验方法进行解决。该次研究针对特定零件焊接,可以提供一条参考思路,但仍有很多需要完善之处,欢迎业内同行指正讨论。
猜你喜欢
导航定位学报(2022年2期)2022-04-11
中等数学(2018年1期)2018-08-01
数学大世界(2018年1期)2018-04-12
考试周刊(2018年15期)2018-01-21
广东第二课堂·小学(2017年9期)2017-09-28
中学生数理化·七年级数学人教版(2017年4期)2017-07-08
儿童故事画报·发现号趣味百科(2016年7期)2017-02-08
小雪花·成长指南(2016年11期)2016-12-07
数学大王·低年级(2016年1期)2016-09-10
数学教学通讯·初中版(2014年1期)2014-02-14
