从铜阳极泥中回收砷的技术研究
2022-08-18 03:17:24梁秀秀
铜业工程 2022年3期
梁秀秀,文 婷
(江西铜业股份有限公司贵溪冶炼厂,江西 贵溪 335424)
1 引言
铜阳极泥是铜电解精炼工艺的主要产物之一,富集金、银等贵金属,同时铜、砷、锑、铋等杂质元素含量较高[4]。如何将铜阳极泥中的杂质金属变废为宝,越来越受行业关注。
目前,铜阳极泥脱砷工艺技术分为火法工艺、湿法工艺和火法-湿法联合工艺[2-3]。火法工艺主要采用焙烧法、真空法脱砷,湿法工艺根据浸出介质不同分为水浸、酸浸、碱浸。火法工艺的显著缺点是脱砷率低、环境污染大、现场作业环境差[1],湿法工艺的显著缺点是试剂消耗量大、产生废液多、流程较长。火法-湿法联合工艺具有原料适应性强、脱砷率高、作业环境较友好等优点,缺点是试剂消耗量大、生产成本较高[5-6]。
2 铜阳极泥中砷浸出方法概述
选定铜阳极泥中砷的浸出方式前,需要确定阳极泥中砷的存在形态及相关性质,有针对性地制定分离浸出方案。
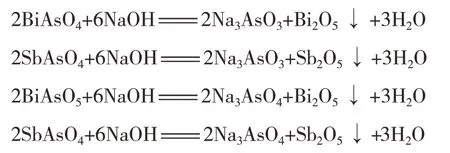
砷主要以三价的BiAsO4和SbAsO4以及少量五价的BiAsO5和SbAsO5赋存在阳极泥中。在碱性条件下,铜阳极泥中的难溶砷酸盐转化为易溶解的砷酸钠盐[7],主要反应如下:
3 砷浸出试验研究
3.1 浸出试验
水浸条件下,碱浸渣中的砷酸钠盐被水解,反应如下:

铜阳极泥的主要成分见表1。

表1 铜阳极泥主要化学成分 %
取300g铜阳极泥加入一定量的氢氧化钠溶液中,逐步升温,待达到预设温度反应一定时间后过滤,滤液与洗水混合定容后测定其砷含量,计算砷浸出率。
砷浸出率公式如下:
As%=滤液中砷的量/阳极泥中砷的量。
3.2 试验结果及讨论
3.2.1 氢氧化钠浓度对砷浸出率的影响
在反应温度85℃、液固比6∶1、反应时间4h的条件下,砷浸出率在不同氢氧化钠浓度条件下的试验结果如图1所示。
根据图1可知:在氢氧化钠浓度小于60g/L时,砷浸出率与氢氧化钠浓度成正比;当浓度达到60g/L后,阳极泥砷的浸出率不再随氢氧化钠浓度的提升而增长。综合考虑,选择氢氧化钠最佳浓度为60g/L。
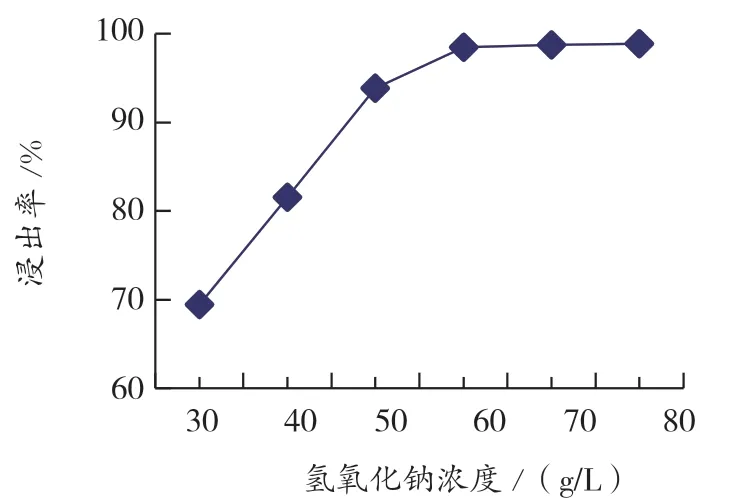
图1 不同氢氧化钠浓度下砷的浸出率
3.2.2 液固质量比对砷浸出率的影响
在反应温度85℃、氢氧化钠浓度60g/L、反应时间4h的条件下,砷浸出率在不同液固比条件下的试验结果如图2所示。
根据图2可知:液固比由3∶1增至6∶1时,砷浸出率显著上升;液固比超过6∶1后,砷浸出率不再明显变化。综合考虑,选择最佳液固比为6∶1。

图2 不同液固比条件下砷的浸出率
3.2.3 温度对砷浸出率的影响
在氢氧化钠浓度60g/L、液固质量比6∶1、反应时间4h的条件下,砷浸出率在不同反应温度下的试验结果如图3所示。
根据图3可知:反应温度小于85℃时,砷浸出率随着温度上升急剧提高;当温度超过85℃后,温度变化对砷浸出率的影响并不大。综合能耗考虑,选择最佳反应温度为85℃。
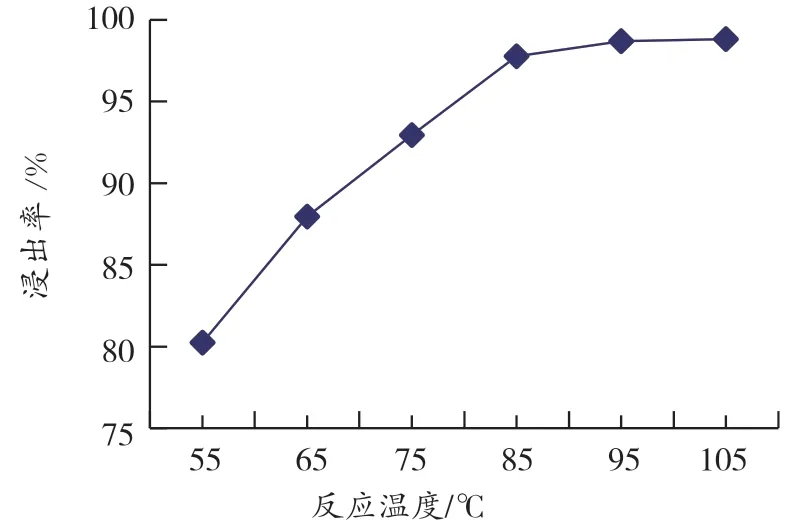
图3 不同反应温度下砷的浸出率
3.2.4 反应时间对砷浸出率的影响
在氢氧化钠浓度60g/L、液固比6∶1、反应温度85℃的条件下,不同反应时间下砷的浸出率如图4所示。
根据图4可知:当反应时间超过4h后,浸出反应基本停滞,砷浸出率不再上升。综合考虑,选择最佳反应时间为4h。
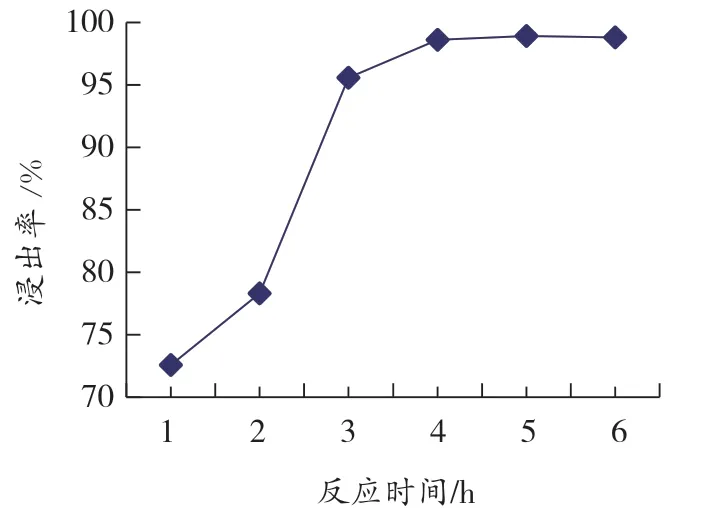
图4 不同反应时间下砷的浸出率
4 结论
采用氢氧化钠溶液碱浸法从铜阳极泥中回收砷是可行的。在氢氧化钠浓度60g/L、液固比6∶1、温度85℃、反应时间4h的条件下,砷的脱除率达到了98.81%。
猜你喜欢
轻金属(2023年9期)2023-12-06 02:41:58
蓄电池(2023年5期)2023-10-19 04:31:16
云南化工(2021年6期)2021-12-21 07:31:28
湖南有色金属(2020年6期)2020-12-28 07:04:16
世界有色金属(2019年23期)2019-03-05 03:08:06
中国有色冶金(2018年5期)2018-10-25 01:11:22
Journal of Forestry Research(2018年2期)2018-03-19 05:08:26
科学与财富(2017年28期)2017-10-14 18:07:24
东华理工大学学报(自然科学版)(2016年1期)2016-05-23 10:43:38
中国资源综合利用(2016年3期)2016-01-22 07:28:18