
溶剂型色漆展车在B1B2工艺线上的施工
2022-08-17 04:11陈道飞许能才王兵李文鹏宗金光汪金东孙中乐
电镀与涂饰 2022年14期
陈道飞,许能才,王兵,李文鹏,宗金光,汪金东,孙中乐
(合众新能源汽车有限公司,浙江 桐乡 314500)
在汽车生产中,面涂是工艺流程、要求及控制最复杂的环节之一。目前涂装行业里大部分生产线采用了规划投资少、环保高、运营成本低的B1B2工艺。在新产品开发阶段,或有临时展车、媒体试驾等特殊或紧急需求的情况下,如何在最短开发周期内制造各种特殊的溶剂型漆的外观颜色,并达到甚至超过正常生产时的油漆外观标准,是值得探究的课题。
1 传统工艺与B1B2工艺的对比
涂装3C2B(见图1)和水性B1B2(见图2)是目前各主机厂的主流工艺。3C2B工艺需要中涂和中涂烘干,而B1B2工艺没有这些工序。在B1B2工艺中,B1直接代替了中涂层,其对底漆表面良好的填充性可提高表面平整度,增加面漆(CC)涂层的饱满度,提高漆面的鲜映性(DOI)、光泽等参数,增强电泳层的结合力,保护电泳层不受紫外线破坏。而B2的作用是满足用户对不同颜色的需求,同时增强与B1的结合力,使外观更加鲜艳,令清漆的结合力以及耐候、防紫外线等性能得到提高[1]。

图1 3C2B工艺流程Figure 1 3C2B process flow

图2 B1B2工艺流程Figure 2 B1B2 process flow
2 现场B1B2的布局情况
现场工艺布局见图3,这是典型的“硅烷 + 阴极电泳 + B1B2”紧凑型工艺,B1B2为水性,CC为2K(双组分)溶剂型,工艺参数详见表1。

表1 喷涂工艺关键参数Table 1 Key parameters of spraying processes

图3 现场工艺布局Figure 3 Process layout
根据现场布局可知,B1B2工序后有闪干炉,在清漆手工喷涂工位上喷涂溶剂型色漆是最佳选择,B1底漆可以替代中涂机器人直接喷涂。CC人工喷涂工位的现场参数也适合溶剂型色漆的喷涂要求。
由于B1B2工艺对喷房温湿度要求苛刻,因此B1直接按现场参数施工即可,而CC的参数范围刚好也满足溶剂型色漆的喷涂。另外,由于B1喷涂完成后无需闪干而直接进入烘干炉,因此不必考虑其表面封闭会造成下一个涂层出现痱子等问题。
3 3C2B的实施方案
综合评估以上现场实际情况后制定出在 B1B2生产线上实施 3C2B溶剂型色漆喷涂的方案,面漆工艺布局及非颜工段质量要求分别见图4和表2[2]。
表2 非颜工段质量要求Table 2 Quality requirements of non-color sections
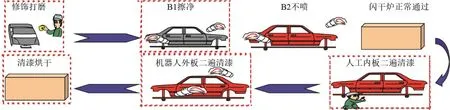
图4 两遍清漆方案Figure 4 Scheme of double varnish spray
3.1 前处理电泳实施方案
前处理电泳需要确认来车的要求如下:
(1) 对白车身粗糙度进行测量与确认;
(2) 即时确认白车身本身的钣金变形坑包问题并尽快在线处理;
(3) 确认白车身的油污状态,如夹缝油含量是否超标;
(4) 确认硅烷湿膜状态;
(5) 确认电泳湿膜状态;
(6) 确认电泳膜厚;
(7) 测试电泳涂层的附着力;
(8) 重点检查电泳漆膜外观质量;
(9) 确认电泳粗糙度,要求Ra≤0.25 μm(取样长度2.5 mm)。
3.2 涂胶线实施方案
涂胶按作业文件执行并确认涂胶密封质量,主要确认要点如下:(1)车身粗密封状态;(2)UBS(车底焊缝密封)涂胶状态;(3)细密封状态;(4)底板遮蔽情况;(5)PVC(聚氯乙烯)喷涂;(6)堵件、沥青板、减震片等的状态。
3.3 电泳打磨方案
电泳涂层缺陷部位打磨要求:
(1) 先使用400号砂纸手工全打磨或机打磨(采用圆打磨方式),要求尽可能磨平底材缺陷的同时,做到不露底。若电泳缺陷较严重而需要打磨至露底,则喷涂防锈底漆。
(2) 对于使用400号砂纸打磨后的区域,继续采用细砂纸磨平,避免砂纸痕的同时也降低底材的粗糙度,有利于外观的提升。经实验,粗糙度Ra下降0.2 μm可使得长波改善2个单位左右,短波改善2 ~ 5个单位。
(3) 在打磨过程中要避免损伤胶条。
为进一步提升漆膜外观,也可以进行精细研磨。比如本次工艺主要用于展车的制作和新颜色的快速试制,在喷涂面漆前都要使用P2000碳化硅磨料的轻型纸质背基的页状水磨砂纸进行均匀干磨。
3.4 中涂喷涂方案
水性漆在喷涂后目视要有一定的润湿性,如果湿膜喷涂目视很干就需要立即进行参数调整,因为太干的水性漆不具备好的流平性,太湿则流挂、发花的风险较大。需要注意的是,如果喷涂完成后直接进行高温烘烤,也会出现起泡的弊端。故水性色漆喷涂后、清漆喷涂前需进行闪干,闪干温度控制在80 °C左右,持续3 ~ 6 min进行脱水。反观溶剂型3C2B的中涂,没有上述水性漆的高要求,因此溶剂型油漆在湿膜状态下与烘干后的状态差异较小,而水性漆在湿膜状态与干膜状态下的差异较大,所以在用B1替代中涂时需要在喷涂完成后直接在烤炉中对面漆进行烘干,此时的水性B1完全替代了溶剂型的中涂功能,同时省去闪干,烘干之后再次喷涂色漆时涂层的收缩率更小,有利于提升外观。
3.5 色漆实施方案
中涂完成烘干之后,可根据涂层的实际表现对B1干膜缺陷进行打磨,选择以P800水砂背胶砂碟(匹配手托磨盘)细磨为主。如打磨处理量较大,先使用P400背胶干磨6孔砂碟(匹配适用的打磨机)处理平整,再用P800水砂背胶砂碟(匹配手托磨盘)完成精细打磨。对于发生漆流淌、缩孔之类的缺陷,需打磨的程度较深,可采用P800背胶干磨砂碟进行手工打磨。由于用的是3C2B溶剂型色漆,因此只能将车运行到清漆手工喷涂站且擦拭干净后才能开始喷涂内板,喷涂时应尽量减少内外板搭接位置的过喷情况,避免造成色差。关于外板色漆喷涂,需要在清漆喷房采用小系统压力罐连接2把喷枪,参数调整合格后进行溶剂型色漆喷涂。虽说是溶剂型3C2B工艺的色漆,但是喷涂室的温湿度也需要按照正常要求来控制:温度(25 ± 5) ℃,相对湿度(60 ± 10)%。由于中涂已充分烤干,因此色漆、中涂之间的互溶极小,降低了烘干造成的涂层整体收缩较高的风险,避免对外观造成较大影响[3]。
3.6 清漆实施方案
色漆喷涂完成后,手动将生产线停止6 min,待表干流平后进行清漆内板喷涂。人工喷涂内板后,外板由机器人自动喷涂,然后直接进入烘干炉。
3.7 展车清漆二次喷涂方案
如图4所示,第一遍喷涂面漆的车身烘干之后到达修饰工位,根据展车的实际要求采用2500号以上的砂纸对整车进行打磨。由于需要二次喷涂清漆来提高外观表现,因此打磨也是必要的,可提高两层清漆之间的附着力,从而保证漆膜的性能,获得饱满的外观表现。
3.8 颜色工段确认要点梳理
颜色工段主要需要确认的要点如下:(1)电泳漆膜整车打磨状态确认;(2)第一遍面漆喷涂跟踪;(3)第一遍面漆膜厚检测;(4)第一遍喷涂打磨状态确认;(5)第二遍清漆喷涂跟踪;(6)整车外观质量检查;(7)整车漆膜性能检测;(8)漆膜缺陷问题修复。
4 实车外观
经工艺、生产及质量相关单位进行全程跟踪验证,整车面漆膜厚平均在176 μm左右,整车橘皮数据中平面长波2.2、短波11.2,而立面长波3.9、短波13.3,符合正常展车外观的高标准,同时目视非常饱满,DOI达到91.3,整车20°光泽的平均值为93.4,整体外观评审满足项目用车需求,圆满完成了新工艺展车级别的生产工作。
5 结语
因环保要求,水性漆的应用越来越广泛,但在工艺、材料、设备各方面均与传统溶剂型漆存在一定的差异,导致其投产要求较高。在短时间内造出所需展车的要求下,该工艺还是有实际应用条件的。如何取得让消费者耳目一新的漆面外观效果仍是每个涂装工程师追求的目标。在水性漆产线制造临时展车、媒体试驾车等有特殊需求的溶剂型色漆车身的工艺方式已可顺利实施,但在参数及材料控制等方面仍有优化和改进空间,这也是涂装技术人员需要不断思考和钻研的课题。
猜你喜欢
汽车维护与修理(2022年4期)2022-08-22
公路与汽运(2022年1期)2022-03-05
大众文艺(2020年22期)2020-12-13
汽车与驾驶维修(维修版)(2019年12期)2019-03-10
中国建筑防水·悦居(2018年9期)2018-11-12
公务员文萃(2017年11期)2017-11-22
汽车实用技术(2017年7期)2017-04-25
中国建筑防水·悦居(2016年5期)2016-06-15
装备环境工程(2015年4期)2015-02-28
中国质量万里行(2009年4期)2009-04-23
