碳纳米聚合物在二氧化碳螺杆压缩机修复中的应用
2022-08-16 02:19王涛
纯碱工业 2022年4期
王 涛
(青海盐湖工业集团盐湖镁业纯碱厂,青海 格尔木 816000)
1 生产工艺情况
我公司采用传统氨碱法工艺以原盐及石灰石为原料生产纯碱。氨盐水碳酸化所需的二氧化碳由石灰石煅烧的窑气及纯碱煅烧的炉气提供。二氧化碳气输送采用LG-650/0.075-0.46(A)螺杆压缩机。
2 压缩机相关数据
二氧化碳螺杆压缩机转子分阴、阳两根,转速2 157 r/min,输入端温度40 ℃,输出端温度≤120 ℃,材质1Gr13; 吸入态:V=650 m3/min;P入=0.06 MPa;P出=0.44 MPa;轴功率:N=2 265 kW;阳杆总长4.2 m,轴封位φ285,宽度为290 mm; 阴杆总长3.9 m,轴封位φ285,宽度为290 mm;轴封位依靠5个或6个碳基浮环配合密封,设备运行时,浮环与轴之间填充工艺气,间隙0.2 mm左右。
3 压缩机轴封腐蚀问题
1)螺杆在机筒内转动,润滑油、工艺气体填充于螺杆和浮动密封环之间,其间隙非常小,当轴瓦位磨损下沉或者螺杆转动前期浮环未浮动起来时,螺杆和浮环之间会有接触磨损,设备在长期的运行过程中,点滴的磨损逐渐累积,螺杆与浮动轴封的配合间隙逐渐增大,最终导致密封的失效,工艺气体从间隙处泄漏,设备的生产效率降低。
2)气体中如有酸性等腐蚀性物质的话,加快了螺杆和密封部件的损坏程度,气体酸性和压力的原因,会对轴表面产生冲刷和腐蚀损伤,最直接的表现就是漏气漏油不保压。
3)工艺气体中有异物混入,在螺杆轴高速的旋转过程中,平常毫不起眼的东西也会对轴和密封部件产生磨损,严重的直接导致密封的失效。
4 传统转子轴封部位修复工艺方法概述
传统的修复方法通常有机械加工镶套、补焊法和激光熔覆三种方法,优缺点如下:
4.1 机械加工镶套
首先通过在离线机加工方法去除表面腐蚀疲劳层,加工出配合面,然后通过镶嵌金属套方式来达到原始尺寸精度要求。
缺点:
1)难以从根本上解决工艺气体介质对金属的腐蚀问题,修复后的使用周期较短;
2)车削加工降低原有轴的强度,使用中会存在不确定性因素,如弯曲或断裂。
4.2 补焊法
对机转子轴腐蚀部位进行补焊,然后进行机械加工。
缺点:
1)难以从根本上解决腐蚀问题,并且焊接难度非常大。
2)大面积堆焊容易造成轴弯曲变形、热应力集中、裂纹等。
4.3 激光熔覆
激光熔覆与传统堆焊、喷涂、电镀相比,激光熔覆具有稀释度小、组织致密、涂层与基体结合好等特点,因此激光熔覆技术应用前景十分广阔。但是因为造价高,工期长等因素限制了该技术在某些特定场合的应用。
5 索雷碳纳米聚合物技术介绍
索雷碳纳米聚合物材料拥有国家发明专利,是一种新型的聚合物材料。其主要应用行业有钢铁冶金、水泥、造纸、电力、化工等。其主要应用领域有传动部件磨损修复、冲击冲刷修复、渗漏治理、腐蚀保护(包含高温、重防腐领域)等。
索雷碳纳米聚合物材料在化工行业诸多设备的应用上已经取得良好的效果,如换热器管板腐蚀保护、减速机箱体磨损修复、各种轴类磨损修复、脱硫泵腐蚀磨损修复、罐体防腐及介质管路渗漏治理等等。
采用索雷碳纳米聚合物材料修复的优势:
1)索雷碳纳米聚合物材料具备机加工性能,可以“车、铣、刨、磨”。
2)不会产生热应力影响,避免高温弯曲变形、热应力集中、裂纹等。
3)具有优异的防腐蚀性能,从根本上解决了腐蚀介质对金属的腐蚀问题。
4)时间短效率高,避免返厂或外围维修,缩短修复周期和运输时间。
5)修复成本费用较低,避免运输费用和长时间停机的间接经济损失。
6 索雷碳纳米聚合物在螺杆压缩机修复中的应用
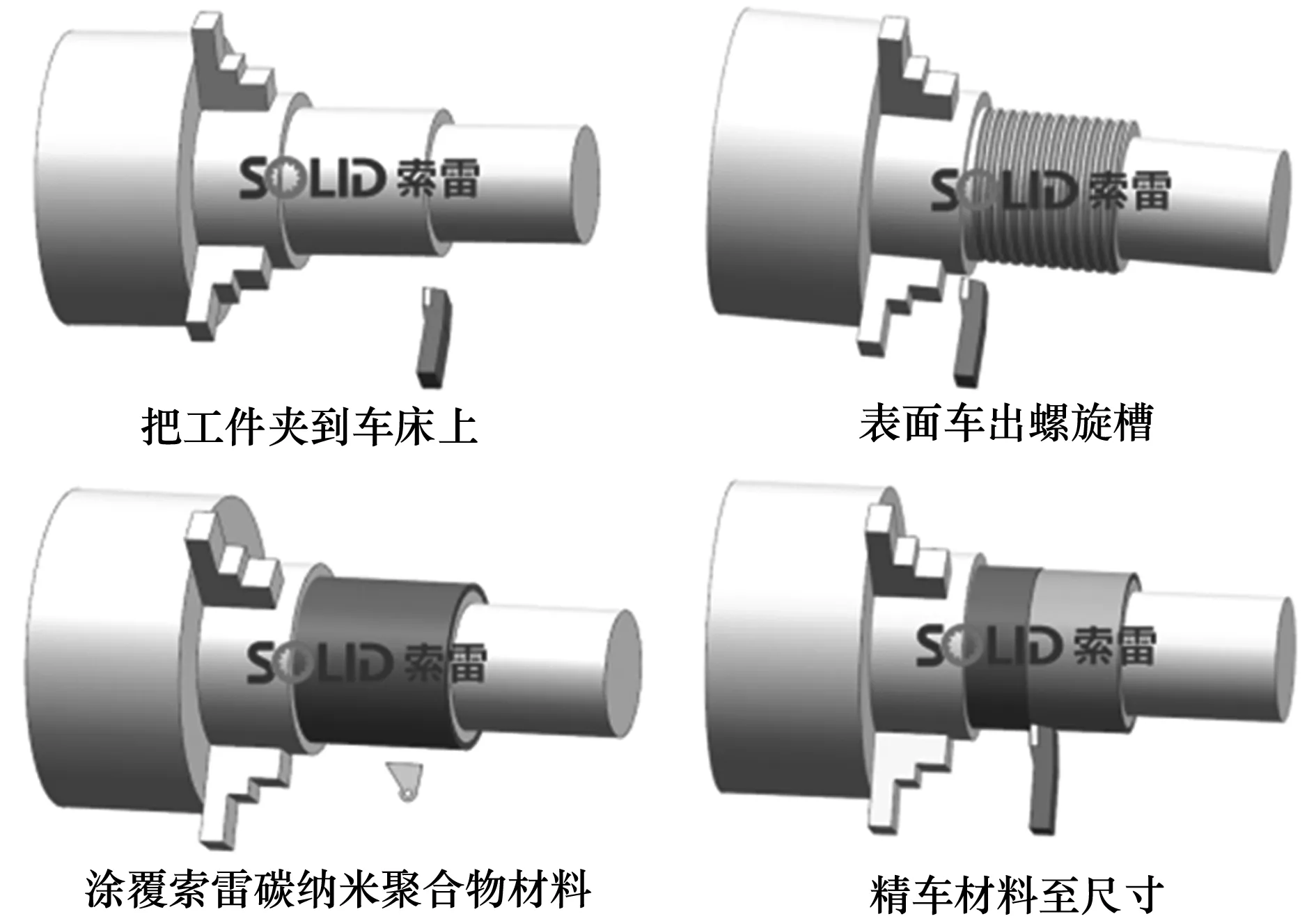
图1 轴封修复示意图
6.1 修复步骤
1)把螺杆轴装夹到机床上,打表找正工件;
2)待修复表面烤油加热,至油脂碳化;
3)车削待修复位置,保证材料的涂覆厚度,并车上螺旋槽增大材料接触面积;
4)用无水乙醇冲洗干净挥发;
5)按比例调和索雷碳纳米聚合物材料SD7102,调整机床缓慢旋转,把材料均匀涂覆到轴上,确保材料涂得厚度均匀密实,避免气孔;
6)机床缓慢旋转,用两个碘钨灯加热固化材料2.5 h,确保材料完全固化;
7)用专用刀片精车材料到设计尺寸,车的时候注意用千分尺严格控制尺寸,避免尺寸超差或产生锥度;
8)用细砂纸打磨材料表面,粗糙度做到3.2以下;
9)去除多余材料,核实修复尺寸。
6.2 效果评价
采用索雷碳纳米聚合物材料修复二氧化碳压缩机轴封部位,设备投入使用2年多,目前轴封部位未出现腐蚀现象。
二氧化碳压缩机转子轴的精度是保证运行稳定的基础,此次索雷碳纳米聚合物新材料的修复是压缩机转子轴投入运行以来的第一次突破性技术修复,改变以往设备返厂或外围修复的运输成本、节约了修复时间成本、并解决了传统修复效果无法实现的耐腐蚀性能,达到了预期的效果,为企业节省了大量成本,设备修复后运行平稳,继续跟踪并将优势数据化。
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
商品与质量(2021年43期)2022-01-18
Bone Research(2021年2期)2021-09-11
防爆电机(2021年3期)2021-07-21
石油化工建设(2020年1期)2020-08-24
湖北农机化(2020年4期)2020-07-24
电子制作(2019年22期)2020-01-14
活力(2019年17期)2019-11-26
船舶标准化工程师(2019年4期)2019-07-24
进出口经理人(2017年9期)2017-09-22