面向野外装备应急维修的金属增材制造技术
2022-08-13 09:28:46杨来侠党苏武王鑫宇
粉末冶金技术 2022年4期
杨来侠,党苏武,王鑫宇
西安科技大学机械工程学院, 西安 710054
野外装备应急维修是野外环境下对损坏装备的快速再制造,是一种特殊形式的装备保障技术,要求在预定时间内完成维修工作,恢复损坏装备的使役性[1]。但是由于野外装备多样性、装备损伤复杂性以及备件资源有限性等特点,传统装备应急维修方法,例如切换、剪除、拆换、重构等,不足以适应野外装备应急维修的要求[2]。
与传统制造方法相比,金属增材制造技术具有材料利用率高、柔性高及快速性等优点,十分符合野外装备快速精确保障要求[3]。若能将金属增材制造技术用于野外装备应急维修,将能够有效实现快速、精确装备保障目标,提高装备的维修能力。本文针对常见的金属增材制造技术进行对比,就其在野外装备应急保障中应用的可行性进行分析,对金属增材制造技术用于野外装备应急维修存在的问题展开讨论,并对其发展趋势进行展望。
1 金属增材制造技术分类
按照设备类型的不同,金属增材制造技术可以分为粉床系统以及同步送粉(丝)系统。其中选择性激光熔化(selective laser melting,SLM)[4‒5]和电子束成形(electron beam manufacturing,EBM)[6]属于粉床系统类金属增材制造技术,采用同步送粉系统的技术主要是激光熔覆沉积(laser cladding deposition,LCD)[7],采用同步送丝系统的技术主要包括电弧熔丝(wire and arc additive manufacturing,WAAM)[8]以及电子束熔丝(electron beam fuse,EBF3)[9]。
图1所示为金属增材制造技术的设备原理图。图1(a)所示为选择性激光熔化设备原理图,金属粉末被铺粉刮刀均匀的铺在成形平台上,通过扫描振镜,激光在粉床表面按照切片信息逐点成形出特定的形状,并与已成形层产生冶金结合。随后粉床下降一个层厚的高度,新的待成形金属粉末层会铺在已成形层之上被激光熔化成形,如此往复成形,直到整个三维零件制备完成。选择性激光熔化技术制备的零件具有尺寸精度高、表面质量好、致密度接近100%等优点[10‒11]。图1(b)所示为电子束成形设备原理,与选择性激光熔化技术成形原理类似,区别之处在于热源不同,电子束成形热源为真空环境下产生的高能电子束。由于电子束成形技术要求在真空环境中进行,因此设备相对复杂,成本较高。
图1(c)所示为激光熔覆沉积设备原理,采用高能激光熔化同步送进金属粉末,按照预定的加工路径逐层熔化和沉积,实现金属零件的直接成形。图1(d)所示为电子束熔丝设备原理图,以高能电子束为热源,送丝机构将金属丝原料送入在真空环境下电子束形成的熔池中熔化,凝固后与已沉积层结合在一起,同时控制工作台移动成形出特定的形状,如此一层一层的堆积起来,最终实现零件成形。电弧熔丝技术采用熔化极气体保护焊(gas metal arc welding,GMAW)、钨极氩弧焊(argon tungsten-arc welding,GTAW)或等离子弧焊(plasma arc welding,PAW)热源,利用逐层熔敷原理,通过丝材的添加,采用逐层堆焊的方式成形出金属零件,其设备原理如图1(e)所示[12‒13]。电弧熔丝技术以电弧作为热源,具有成形效率高、设备结构简单、制造成本低、设备可控性好等一系列优点,有效克服了激光和电子束增材技术制造成本高、设备体积大等缺点[14]。

图1 金属增材制造设备原理图[10‒16]:(a)选择性激光熔化;(b)电子束成形;(c)激光熔覆沉积;(d)电子束熔丝; (e)电弧熔丝Fig.1 Schematic diagrams of the metal additive manufacturing equipments[10‒16]: (a) SLM; (b) EBM; (c) LCD; (d) EBF3; (e) WAAM
2 金属增材制造技术对比分析
2.1 成形效率
基于粉床系统的选择性激光熔化以及电子束成形技术铺粉层厚度介于30~70 μm[17],要制备一个10 cm高的零件,意味着铺粉过程要执行2000多次,这将严重影响零件的成形效率。基于同步送粉下的激光熔覆沉积技术送粉速率通常低于10 g·min‒1,粉末利用率仅有20%~30%[18],又由于能量聚焦于一点,因此限制了成形效率。此外大部分金属材料对激光有反射作用,导致激光的能量利用率只有15%左右,造成能量浪费[19]。相比于激光,高能电子束具有90%以上的能量利用效率,能量密度高达107 W·cm‒2~109 W·cm‒2,可以使钨、钽、铌等超高熔点的合金迅速熔化,十分适合难熔金属的增材成形,同时电子束熔丝沉积技术每小时的沉积量高达22.68 kg,适合大型构件的增材成形[20]。由表1可见,电子束熔丝技术以及电弧熔丝技术的成形效率要远高于其余几种金属增材制造技术。

表1 金属增材制造技术成形效率对比Table 1 Comparison of the forming efficiency for the metal additive manufacturing techniques
2.2 成形精度
金属增材制造是金属材料迅速熔凝的过程,容易造成热应力累积从而导致翘曲变形,影响零件的尺寸精度[27]。此外,熔池尺寸也是影响零件尺寸精度的关键因素之一。选择性激光熔化技术一般采用粒径小于20 μm的粉末,粉层厚度通常小于0.05 mm[28],光斑直径可以达到微米级别,可以形成很小的熔池。相比之下,电子束成形技术铺粉厚度要大于选择性激光熔化工艺,粉末粒径范围为45~105 μm,甚至更粗,一方面可以提高成形效率,但是另一方面会降低零件的尺寸精度[29]。电弧熔丝以及电子束熔丝过程是以高温液态金属过渡成形方式进行的[12],沉积过程难于控制,通常使用丝材的直径介于0.2~1.2 mm之间[23],限制了熔池的尺寸大小,导致成型件的尺寸精度相比于粉末类技术要差很多。表2所示为不同金属增材制造技术成形精度的对比。

表2 金属增材制造技术成形精度对比Table 2 Comparison of the forming precision for the metal additive manufacturing techniques
2.3 力学性能
激光与电子束能量密度要高于电弧,它们的冷却速率可达106~108 K/s,相比于电弧,其形成的凝固组织更加细小、致密,形成亚稳相、超弥散相、纳米晶相等特殊结构的概率大大增加[32]。激光的光斑直径较小,照射时间极短,形成的熔池尺寸小,整体热输入较低,对基体的热影响较小。电子束的瞬间温度较高,仅需毫秒就可熔化金属材料,但在对微小及薄壁零件进行成形时,易产生熔化或变形。然而,由于电子束是在真空环境下进行成形,可以有效的减少成形零件的杂质含量以及氧化缺陷数量,同时电子束凭借其极高的能量密度以及能量利用率,可以一次性对两层以上的沉积体进行重熔,能显著降低零件内部气孔、未熔合等孔洞缺陷的数量,提高零件的相对密度,但是容易使一些高热导率、低弹性模量的材料(如紫铜)在加工过程中受热变形。相比于激光与电子束,电弧热稳定性差,容易造成残余应力累积,在成形铝合金、镁合金等材料时,容易产生热变形、气孔、热裂等缺陷,成形力学性能相对要差一点[14]。如图2所示,以TC4钛合金为例,可见选择性激光熔化技术制备TC4试样平均力学强度是最好的,电子束成形技术制备TC4试样平均伸长率是最好的,但是基本都能达到锻件水平。

图2 金属增材制造TC4力学性能对比[18, 33-35]Fig.2 Comparison of the mechanical properties of TC4 formed by the metal additive manufacturing[18,33-35]
3 金属增材制造技术在装备维修领域的应用现状
金属增材制造技术已经在装备维修领域得到了广泛的应用。1995年美国国防部门开始将金属增材制造技术应用于野外装备维修领域。早在2001年,美军于阿富汗战场采用激光熔覆沉积技术对T700黑鹰直升机上的叶轮进行修复,在提高直升机飞行寿命的同时获得了极大的经济回报。同年美国阿拉巴马陆军军械库在Optomec公司的帮助下成功搭建激光熔覆修复系统,该系统主要用于检修涡轮发动机的零部件,并且在该系统正式投入野外使用的第一年(2002年)就为美国军方节省军费开支630万美元[36]。2013年,美军将其研发的二代“移动零部件医院”投入阿富汗战场,该系统能够在野外环境中在线修复失效钢材、铝材等材质的零件以及完成零部件的成形制造,如图3所示[37]。

图3 移动零部件医院[37]Fig.3 Mobile parts hospital[37]
除美国军方外,美国GE公司、德国MTU公司等均开展相应的金属增材修复技术研究,应用于破损叶轮、叶片修复,适当转化便可应用于装备维修领域[38−41]。此外,国外高校也已经开展了相关研究。英国克兰菲尔德大学Busachi[42]等开发了一套机动性好、抗干扰能力强并且安全环保的电弧增材制造系统。基于一种新的半自动几何重建算法,美国普渡大学Wilson[43]等利用激光直接沉积工艺成功修复损坏的涡轮翼型。瑞士洛桑联邦理工学院通过优化和控制工艺参数,对CMSX-4燃气涡轮单晶叶片进行成功修复,通过电子背散射衍射证明了修复后的晶粒取向与基材相一致[44],如图4所示。

图4 激光增材修复单晶叶片[44]Fig.4 Single crystalblade repaired by the laser additive manufacturing[44]
国内关于金属增材制造技术在装备维修领域的应用也有一定的技术积累。西安交通大学在激光直接成形装备、3D打印修复装备、直接成形及修复工艺技术方面都有众多成果,已经研制出以“五轴联动增减材复合加工中心”、“野外环境3D打印维修保障系统”为代表的典型装备。中国科学院沈阳自动研究所快速成形实验室对某主战机种发动机涡轮导向器的裂纹冲蚀进行多层激光熔覆修理,获得了无缺陷的改性熔覆层[35]。大连理工大学Liu[45]等采用激光熔覆沉积技术对汽车发动机缸盖缸体进行维修,如图5所示。装甲兵工程学院再制造国家重点实验室采用激光、电弧、等离子熔覆以及填丝再制造等金属增材再制造技术,对齿轮零件、轴类零件以及叶片类零件等修复研究[46‒47]。哈尔滨工业大学孙云飞[48]建立了大缺陷电弧增材修复多层多道和单层多道熔覆有限元模型,研究大缺陷电弧增材修复过程中分层方式和熔覆路径对温度场、应力场的影响规律。中广核核电运营有限公司王凯[49]等,对核级法兰面进行在线电弧增材再制造维修,如图6所示,结果表明电弧增材再制造工艺具有稳定性以及可靠性,能够用来对法兰面进行修复。

图5 激光熔覆修复缸盖[45]Fig.5 Cylinder head repaired by the laser cladding technology[45]
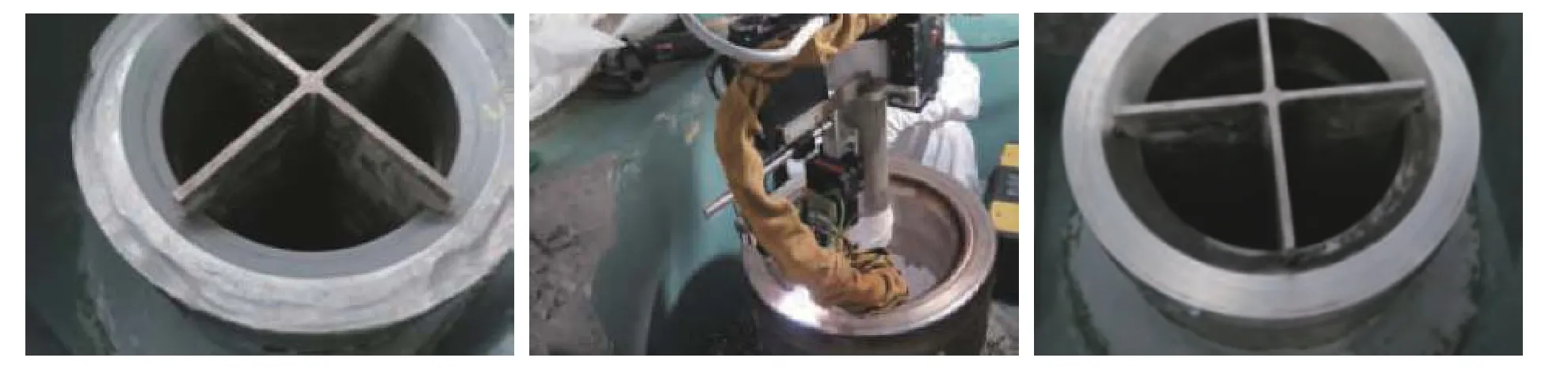
图6 电弧增材修复法兰[49]Fig.6 Flange repaired by the wire and arc additive manufacturing technology[49]
由此可见,金属增材制造技术已经应用于军事、航空航天、核电、车辆等众多领域的装备维修。虽然目前金属增材制造技术在装备维修领域的应用很大程度上还处于实验室研究阶段,经金属增材制造修复后的装备应用实例还比较少,缺乏实践数据,但是对于野外环境下损伤装备的应急维修具有很大的实践指导意义。
4 分析评价
不同于日常装备维修,野外装备应急维修具有以下特点及要求:(1)时间紧,任务重。野外环境应急维修要求选用的应急维修技术必须要在短时间内恢复装备全部或部分功能,使其能够投入使用。在野外环境下,装备具有移动空间大、所处环境变化差异大、装备损伤率高和工作节奏快等特点,因此要求维修技术必须具有高度机动能力。一旦装备出现故障,应急维修技术的设备、材料等就要能够迅速到位,维修设备立即展开,快速修理。(2)维修环境恶劣,修复难度大。野外环境恶劣,不可控因素多,同时缺少相应的工具、设备、动力,增加了修复难度。因此要求应急修复技术具有良好的抗干扰性、工艺方法简单、操作便捷,降低对人工的要求,不需或少需外界能源及其他辅助条件。(3)损坏零件种类多,对修复质量要求高。野外装备零件具有种类多、材质广、损伤随机性大的特点。对于某些重要零部件,例如齿轮、连杆等的修复质量有很高的要求。因此要求野外应急维修技术有较高的损伤修复率,可以保证装备完成关键任务[50−52]。
因此将金属增材制造技术应用于野外装备应急维修,除了提到的成形效率、精度及力学性能三个参考因素以外,还要考虑金属增材制造设备的机动性以及抗干扰能力。结合野外应急维修的特点,从成形质量、成形能力、设备机动性和设备抗干扰能力几个方面对这几种金属增材制造技术用于野外装备应急保障的可行性进行分析。
成形质量:成形质量主要包括成形件的尺寸精度、表面粗糙度和力学性能。上述几种金属增材制造技术制件的力学性能理论上都能满足应急保障的要求,其中选择性激光熔化技术制备TC4试样平均力学强度是最好的,电子束成形技术制备TC4试样平均伸长率最好,但是基本都能达到锻件水平。粉床类金属增材制造技术的成形精度普遍要高于丝材类金属增材制造技术,其中选择性激光熔化技术成形尺寸精度以及粗糙度甚至能达到20 μm,但是距离实际零件精度要求仍有很大的差距。
成形能力:野外装备应急维修除了进行零件的直接制造,还需要对受损零件进行维修。选择性激光熔化和电子束成形技术能够直接制备出成形精度高、相对密度高、力学性能优良的金属零件,但并不适用于受损零件的维修,相较于其余几种金属增材制造技术,应用比较单一。
设备机动性:电子束成形以及电子束熔丝设备对真空度有一定的要求,需要很好的密闭性,在移动式野外维修时不具有优势。就原材料来讲,丝材比粉末材料便于携带,不易受到污染,对野外环境具有更好的适应性。相比之下,电弧熔丝技术采用丝材为原料,载体是通用的焊接设备,设备组成简单,成本低,克服了其余几种设备昂贵、体积庞大等缺点,其机动性更好一些。
设备抗干扰能力:野外环境复杂多变,金属增材制造设备易受振动、冲击、噪音等干扰而失灵。基于铺粉的选择性激光熔化和电子束成形设备对于粉层均匀性有很高的要求,同时由于粉末粒径小、质量轻,极易受到外界扰动而影响维修以及直接成形的质量,也容易造成粉末泄露产生安全隐患。由于电子束成形设备对真空度有较高的要求,在野外较大振动、冲击环境下容易造成设备损伤。相比之下,同步送粉(丝)类的激光熔覆沉积以及电弧熔丝设备对外界抗干扰能力要更好一些。
表3对上述几种金属增材制造技术关于野外装备应急维修的适用性进行总结。可见激光熔覆沉积技术综合水平良好,电弧熔丝技术除尺寸精度、表面粗糙度外其余性能均较好。因此电弧熔丝以及激光熔覆沉积技术更适于野外装备应急维修。

表3 金属增材制造技术适用性分析Table 3 Suitability analysis of metal additive manufacturing technology
5 存在问题以及发展趋势
5.1 存在问题
目前,金属增材制造技术的研究主要在实验室环境下展开,而野外环境与实验室环境有很大的差异,对设备、工艺等方面的要求也不尽相同。欲将激光熔覆沉积以及电弧熔丝技术应用于野外装备应急维修还存在亟待解决的问题。
(1)修复材料不足问题突出。野外装备损伤零部件材质种类繁多,而野外应急维修装备携带维修材料种类以及总量受限,针对不同材质零件不具备同种材质维修的能力。同时野外装备零件在服役过程中的损伤具有复杂性、突发性和随机性特点,而野外受损装备对维修具有较高的时效性要求。为了保证野外装备应急维修的时效性以及经济性要求,金属增材修复设备不可能随行携带大量不同材质的修复材料,很难保证在金属增材修复损伤装备零件过程中采用同质修复材料对损伤零件进行修复。
(2)修复性能达不到使用要求。基于激光、电子束、电弧的增材制造的结晶组织为铸态组织,而许多装备零部件的组织属于变形组织,都是通过锻造、轧制以及热处理等工艺手段制备而来,其力学性能要远远高于铸态组织。因此,采用铸态组织对变形组织进行匹配修复,其修复层的力学性能很难达到零件母体的性能。而且零件待修复区域的母体受增材制造过程中反复的热影响以及热循环的作用,在组织晶粒进一步长大的同时,修复界面区域容易产生应力集中而产生裂纹,降低零件原有性能。
(3)设备集成化程度不高,机动性差。野外装备应急维修要求维修设备具有很强的机动性,能够快速抵达修复现场,高效优质的完成修复任务。然而目前的金属增材制造设备组成复杂、体积结构庞大,设备各系统之间集成化程度差,不便于来回转移。此外,野外环境装备应急维修不仅是受损零件维修,还可能是零件的重新制造,因此成形效率也是一项必要的能力指标,然而目前金属增材制造设备的成形效率距离野外应急维修需求仍存在一定差距。
5.2 发展趋势
根据野外装备应急维修快速、精确保障装备的目标和提高装备再生能力的要求,可以推断未来野外应急维修金属增材制造技术将从以下方面展开。
(1)开展集约化金属增材修复技术研究,以少数普适性较高的材料对不同材质的失效零件进行修复,解决野外装备应急维修材料种类不齐全以及材料携带总量不足的问题,可以从以下两个方面进行考虑。其一是从现有的材料中挑选普适性较高的材料,对不同材质的损伤零件进行修复。然而这种方法存在不足之处,损伤零件材质主成分各有差异,例如铁、钛、镍、铜等成分种类,能够挑选的普适性程度较高的粉末材料种类有限,同时大多数情况下也只能针对具有相同主元素的损伤零件进行修复,具有局限性。其二是针对不同的材料体系进行集约化修复材料设计,研究不同合金元素在增材修复过程中对集约化修复材料以及零件材料体系的协同影响,使其即能满足异质材料金属增材修复过程中的匹配性问题,同时又能兼顾各自力学性能的达标,形成专有的集约化修复材料设计方法,制备出覆盖多种材料体系以及适应不同工艺参数的集约化材料。
(2)一方面进一步通过优化工艺、改善设备等手段提高金属增材制造成形件本身形貌质量以及力学性能,另一方面开展复合技术研究,将高能束增材成形与声、磁、力等能场以及先进机加等技术结合起来,进一步细化增材件的内部组织,提高金属增材修复的成形精度、性能和效率。解决金属增材成形件尺寸精度、性能无法满足直接使用要求以及金属增材制造设备价格昂贵,普适性不高的问题。
(3)金属增材制造设备朝着桌面式、便携式、可拆、可折叠式发展,便于以方舱等方式随行携带,提高装备的原位维修能力。将金属增材制造设备集成起来,能够通过海陆空等方式快速到达修复现场,对难于拆卸、不易转移的大型装备进行高效优质原位修复以及技术支撑。
6 结论
通过对常见金属增材制造技术进行对比分析,结合野外装备应急维修的特点以及金属增材制造技术在装备维修领域的应用现状,得出激光熔覆沉积以及电弧熔丝技术更适用于野外装备应急维修,但是仍受到材料不足以及设备自身原因等因素的制约。对此,一方面要开展材料集约化研究,进一步优化工艺参数,通过与其他制造技术相结合的方式,解决修复性能无法满足实际需求这一问题;另一方面要进一步提高金属增材制造设备的结构稳定性以及机动性,开展野外金属增材修复工艺研究,增强野外抗干扰能力。相信随着金属增材制造技术的进一步发展,其在野外装备应急维修领域将会占据越来越重要的地位。
猜你喜欢
石材(2022年4期)2022-06-15 08:55:02
智能建筑电气技术(2022年2期)2022-02-06 02:30:58
制造技术与机床(2019年9期)2019-09-10 07:36:42
制造技术与机床(2019年6期)2019-06-25 10:17:38
表面工程与再制造(2019年1期)2019-05-11 08:51:28
电子测试(2017年12期)2017-12-18 06:35:21
电子制作(2017年22期)2017-02-02 07:10:15
中国塑料(2016年7期)2016-04-16 05:25:49
焊接(2016年4期)2016-02-27 13:02:12
焊接(2015年7期)2015-07-18 10:59:18