独幅抽针拼花大提花面料的工艺设计
2022-08-09 07:37郭岭岭林洪芹王淑莉李国强刘莹莹冒海燕
毛纺科技 2022年7期
郭岭岭,林洪芹,王淑莉,李国强,刘莹莹,冒海燕
(1.盐城工学院,江苏 盐城 224001;2.吴忠恒和织造科技有限公司,宁夏 吴忠 751199;3.江苏悦达家纺有限公司,江苏 盐城 224000)
随着我国致力于从纺织大国到纺织强国的转变进程,提花织造业扮演着越来越重要的角色,电子提花机及纹织CAD技术的发展改变了纹织物的设计与生产现状[1]。电子提花机工艺简单,生产效率高,但对装造的要求高,装造周期长、成本高,织机应用相对固定,故纹织物在花幅、经密上受到限制。当企业基于市场需要开发一个与现有装造类型或经密不同的织物时,企业必须重新更换通丝装造,需要投入一定的时间和经济成本[2-4]。为此,企业的产品设计人员在构思设计新机织提花织物时,要尽可能地利用原有装造来织制新品种,以达到省时、省力、省材料的目的,提高机织提花织物新产品的上机效率,降低机织提花织物的成本[5],提高其竞争能力。
本文从产品设计人员面临的实际问题出发,结合市场动态和企业现有织机装造情况,利用CAD软件完成机织提花织物的创新设计,并将新的意匠处理方法转变为织机运动的语言,辅助挡车工快速完成生产织造。本文以吴忠恒和织造科技有限公司的翻改品种为研究对象,对其装造创新设计所获得的高附加值产品为例进行分析,以期为提花织物生产和创新提供参考。
1 提花装造类型
吴忠恒和织造科技有限公司的一万纹针提花装造如图1所示,由纹针数为16 450一吊一和纹针数为991一吊二2部分构成,总纹针数为18 432针,可织经纱数最高为20 414根,其经密是681根/(10 cm)。此装造专一性强,能织造的花型品种单一,同时,纹针数16 450能被整除的基础组织循环数太少,组织的铺设受到限制,致使纹针一吊一和一吊二的花型交界处不能衔接,要经特殊设计才可织造带残花的餐桌布,生产的面料花幅大、花型美观大方、附加值高,但市场对该类花型面料的需求量有限,织机长年处于待机状态,运转率低,因此,开发“多用途”织机装造是当前的首要任务。产品设计人员要解决的主要问题有:如何将织机装造通过抽针拼接的方式拓展其生产品种;如何通过CAD软件将设计构思与生产织造有机结合,以达到灵活自由地设计纹样,并获得完整连续的花型面料。
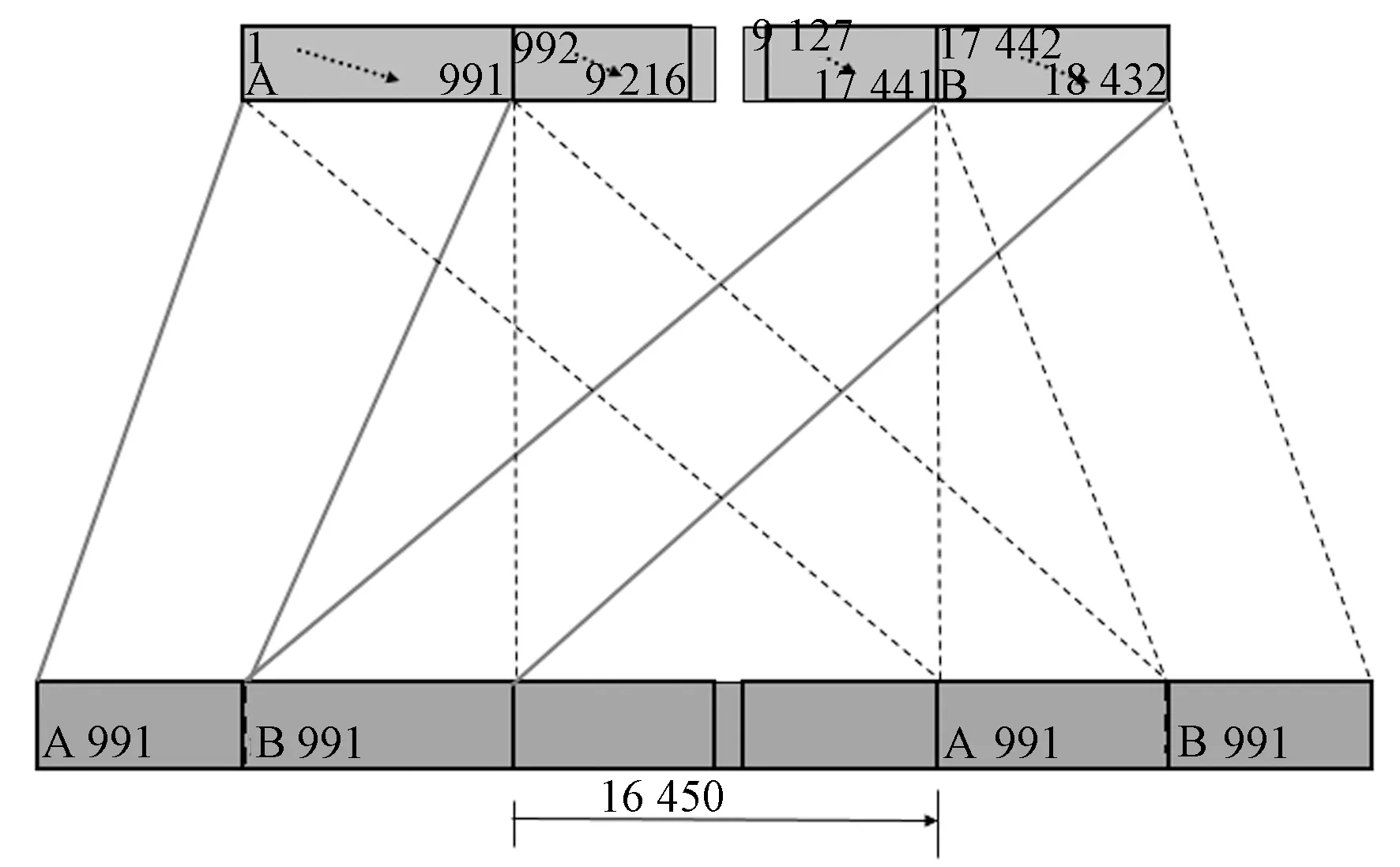
图1 一万纹针装造类型Fig.1 Types of 10 000-pattern needles
产品设计人员熟知提花机的装造类型、工作原理、纹针数以及纹针与综丝之间的对应关系[6]是开展设计工作的前提条件。设计工作涉及因素多、难度大,因此,设计人员一般借助CAD软件,将创意转化成纹针的运动语言,制作多个纹板,供挡车工对成千上万的纹针完成抽(穿)经纱、分绞、插筘、检查布面以及织造面料。
2 抽针拼花设计
吴忠恒和织造科技有限公司的装造类型是“AB+C+AB”型(见图1)。其中C是一吊一,1个纹针只控制1根经纱[7],因此,可单独生产独幅花型的机上最大幅宽是270 cm。而装造两端的AB是一吊二,1个纹针控制2根经纱,且装造左端纹针AB与右端纹针AB的纹样未构成中心轴对称,因此,织造品种受限,A、B纹针只能设计成相同的残花纹样或设计专属的留白,以达到客户要求的幅宽。此外,B、C、A纹针数分别是991、16 450、991,很难除尽基础组织循环的最小公倍数,纹针BCA的纹样之间很难完美衔接。为攻克装造的固有缺点和实现独幅花位的设计,产品设计人员对装造“一吊二”的纹针进行设计构思,并作为设计的着手点,想方设法将“一吊二”的纹针纹样扩大一倍且与“一吊一”的纹针纹样完美拼接,设计后装造类型是“A/2B/2+C/2+A/2B/2”,且左端纹针A/2B/2运用的纹针不同于右端A/2B/2运用的纹针。经抽针拼花工艺,装造最大经密可达340根/(10 cm),独幅花型的机上幅宽可达271~300 cm。
3 产品设计
工艺以产品为依托,具体的产品更有利于对复杂工艺的阐述与理解。本文以设计开发夏季凉爽宜人的独幅竹浆纤维毯为例,介绍其创新设计方法。根据企业装造特点,先利用CAD软件进行花型纹样、组织结构和经向密度的设计。所开发产品的机上规格为:经纬纱均为线密度为28 tex×2的竹浆纤维,经、纬密分别为340、236根/(10 cm),幅宽294.6 cm,采用独幅拼花欧式纹样。
纹织物CAD和CAM(计算机辅助制造)的良好结合,促进了电脑意匠系统与电子提花机联合使用,从而可控制经纱的起落[8],样卡在CAD和CAM的结合中,起到中间纽带桥梁的作用。利用CAD将样卡进行改造,实现抽针,并设计一系列操作纹板,各纹板指令传输给电子提花机,通过控制电子纹针的升降,进而控制经纱的起落,完成纹织物织造所需要的运动。
4 生产操作
在织造机织抽针大提花织物时,从经纱的穿引、分绞、插筘,到经纱的提升运动以及布面织疵的检查,都要赋予电子提花机特殊指令以辅助挡车工完成操作。引纱操作有2种方法:一种2人配合操作,一根一根地穿过综眼;一种利用结经机操作慢慢开过综眼;后者较为省时省力。2种操作均先将成千上万的综丝进行分类,穿引经纱的综丝为一类,作抽针处理的综丝为一类,此类不参与花型织造。为保证结经质量,机上经纱要进行分绞操作;为提高插筘效率,相邻筘入数的经纱分成上下2层;为保障布面质量,设计简单组织便于挡车工辨识织造的织疵。从抽针操作到完成整个织造,需赋予电子提花机的指令纹板有:抽掉装造左端纹针A的偶数样卡、抽掉装造右端纹针B的奇数样卡、分绞纹板、插筘纹板、检查布面纹板以及独幅花型织造纹板。
4.1 抽针操作
在设计独幅花型时,抽针的原则是先用1~18 432针的偶数纹针设计一个纹样纹板图,再用1~991针和17 442~18 432针的奇数纹针设计一个纹样纹板图,两纹样纹板拼接成一个独立的纹板图案。因此,抽针装造纹针“A/2B/2+C/2+A/2B/2”的具体用针是“奇偶数针+偶数针+偶奇数针”,即原装造纹针“AB+C+AB”最左端的A(1~991)纹针用奇数针,抽掉(2,4,6,8,10,…,990针)偶数纹针,而装造最右端的B(17 442~18 432针)纹针亦用奇数针,抽掉(17 442,17 444,17 446,…,18 432针)偶数纹针,中间B+C+A纹针用偶数针,抽掉奇数纹针。抽针思路明确之后,绘制抽针纹板图,绘制方法是奇偶纹针控制经纱分层,用1上1下的平纹组织铺设,读取原装造样卡,完成抽针纹板的绘制。挡车工操作抽针纹板,织机开口一次,奇偶数经纱分成上下2层,观察通丝在目板中的位置,辨识AB纹针所控制经纱之间的交界处,剪掉中间B+C+A纹针对应的奇数经纱,再开口一次,剪掉最左端A纹针和最右端B纹针对应的偶数经纱。这样,保留的经纱结经竹浆纱,并慢慢开过织口待后续操作。
4.2 设计抽针样卡
抽针操作之后,由于1/2的经纱在织口处被剪断并向后抽出综丝眼,不参与织造,因此,织机装造的原样卡(D-18432.yk)(如图2所示)与实际生产不匹配,需重新绘制样卡,方法有3种,均能实现抽针拼花工艺,本文仅介绍其中1种。抽针样卡的绘制根据抽针操作反推设计,已知抽掉1~18432针(B+C+A)的奇数纹针对应的经纱,且保留两端A、B奇数纹针对应的经纱,即仅抽掉纹针C的偶数针,因此,原“A+C+B” 样卡应设计为“A+C/2+B”样卡,AB纹针是全部参与织造的,抽针后的纹针AB不再是一吊二,而是改造成一吊一,仅控制1根经纱。而且纹针A、B的奇偶数针是分别、分段地控制经纱的起落,所以,对样卡进行拆分,分为奇偶2个样卡,奇数抽针样卡(D-18432-J)如图3所示,偶数抽针样卡(D-18432-O)与奇数抽针样卡相反,奇偶数抽针样卡后续待用。
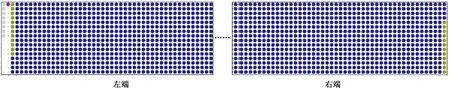
图2 原样卡D-18432.ykFig.2 Original card D-18432.yk

图3 奇数针抽针样卡Fig.3 Odd-numbered needle drawing sample card
4.3 分绞纹板
结经是一种省时省力的操作。为将竹浆纱的经轴结经至了机织轴的保留经纱上,首先对了机经纱进行分绞,以防纱与纱之间扭绞,降低生产效率。一般分绞组织是1上1下平纹,而对抽针拼花花型而言,如果采用此组织,在奇偶数纹针切换处(ABC纹针交界处)会存在并针或空针的现象,所以需将相邻的奇偶两纹针视为一个整体,相邻的奇偶2根经纱仅有1根经纱是保留经纱,而另1根经纱已抽掉。为此,采用1上1下平纹的变化组织2上2下纬重平组织,对奇偶数纹针而言,要保证织机每次开口总有1根经纱被提升,同时此根纱与相邻的经纱形成上下分层。绘制分绞纹板的方法:铺2上2下纬重平组织,读取原样卡,绘制的分绞纹板如图4所示。

图4 分绞纹板Fig.4 Split twist pattern card
4.4 插筘纹板
插筘是经纱通过钢筘的重要操作,为提高插筘的速度及质量,插筘纹板是必不可少的。在理解了分绞纹版的基础上,再绘制插筘纹板显得简单易行。若所织造织物的筘入数是3入(4入),将相邻奇偶数纹针视为一个整体,因此需铺6上6下纬重平(8上8下纬重平)组织,读取原样卡,绘制的插筘纹板如图5所示。

图5 插筘纹板Fig.5 Reed pattern card
4.5 查布面纹板
上机生产大提花面料时,花型的织疵往往被千变万化的花型纹样或切浮长[9]等原因所遮盖,导致挡车工难以及时发现。为此,在两联匹或三联匹落布时,挡车工需更换检查布面纹板并生产织造2~3 cm的简单组织(如三原组织)织物,以便于检查布面是否存在筘路、沉经等织疵。
在完全理解抽针样卡、分绞纹板和插筘纹板的绘制原理基础上,可任意绘制一种检查布面纹板,若采用平纹检查布面,直接铺2上2下纬重平组织,然后读取原样卡生成纹板,此纹板简单易操作。若采用斜纹或缎纹,则铺组织(2上1下右斜纹、5枚3飞经面缎)后,分别读取奇偶数抽针样卡,然后将生成的2个纹板合并拼接成1个上机检查布面纹板。
4.6 上机纹板
4.6.1 意匠设计
根据设计意图,创作开发合适的纹样图案,并借助CAD软件对其进行等比例缩放[10-11],否则织造的花型会变形。织造的纹样如图6所示。宽与高之比为270.27∶350.28。缩放时,独幅抽针花型其经密是原装造经密,花宽缩放至294.6 cm,随之花型高放大至381.8 cm,根据纬密236根/(10 cm),计算一个花型循环所需纬纱根数,并考虑纬纱数能否被铺设组织循环的最小公倍数整除,然后修正纬纱根数。

图6 独幅纹样Fig.6 Single pattern
4.6.2 组织表配置
独幅花型有16个层次色块,每个色块铺设合适的组织,铺设原则是组织之间的层次分明、过渡平滑、立体感强,图7为纹针组织表及其对应的组织图。

图7 纹针组织表及组织图Fig.7 Needle organization table and draft pattern.(a)Needle organization;(b)Draft pattern
4.6.3 读样卡拼纹板
在完成意匠图的缩放、组织的铺设之后,分别读取奇数抽针样卡和偶数抽针样卡,并将正常生成的2个纹板,通过遮点、换色、移点、切除等合并拼接成1个上机纹板,其纹板图片段如图8所示。

图8 上机纹板片段Fig.8 Fragment of pattern card for weaving
从图8所示纹板可观察到,原本规整漂亮的花型在纹板图中显得杂乱无章,呈现重叠的外观。这是因为纹针A、B的奇偶数针独立控制纹样的不同区域,在样卡中,纹样的不同区域根据AB的数字顺序进行复位重排的结果。抽针拼花工艺形成的上机纹板不便于产品设计人员从纹板图上检查错误,所以一旦上机生产需立即机上检查纹样。
5 结束语
通过研究大提花的抽针工艺、拼花工艺,生产企业的装造类型和固有缺陷,借助CAD设计软件对现有装造和样卡进行改造,设计奇偶抽针样卡、分绞纹板、插筘纹板、检查纹板和上机纹板,以辅助挡车工完成连续独幅拼花纹样的织造,设计织造的独幅面料幅宽可达300 cm。此设计工艺是CAD与CAM的结合,可在较短的时间内翻改出新的品种或其他传统产品,实现织机的灵活运用。吴忠恒和织造科技有限公司和江苏悦达家纺有限公司的一吊四装造均利用抽针拼花工艺织造气势磅礴的独幅花型、大花位竹纤维毯子,大麻三件套等大花位花型面料,产品附加值高,可提高生产企业该类产品的市场竞争力。
猜你喜欢
知识窗(2021年12期)2021-01-16
中国品牌(2020年11期)2020-12-23
小资CHIC!ELEGANCE(2019年32期)2019-11-22
农业与技术(2018年15期)2018-11-12
丝绸(2018年4期)2018-09-10
艺术启蒙(2018年7期)2018-08-23
安徽农学通报(2018年6期)2018-05-28
Coco薇(2017年5期)2017-06-05
Coco薇(2015年10期)2015-10-19
中国校外教育(下旬)(2012年4期)2012-07-09