
矿井主井提升机摩擦轮的改进设计及仿真分析
2022-08-08 02:24赵海斌
机械管理开发 2022年7期
赵海斌
(山西焦煤集团有限责任公司屯兰矿, 山西 古交 030200)
引言
提升机为煤矿生产的运输系统之一,承担着煤炭、矸石以及人员的运输任务,其运输效率对于保证煤矿的生产能力具有重要意义。在对当前矿井提升机应用现状充分分析调查的基础上,提出提升机设备结构安全系数偏低、结构冗余、使用寿命短以及占地面积大等问题[1]。而且,随着工作面开采的进行,部分提升机在深井工况下的提升量偏小,且提升效率偏低,制约着煤矿生产能力的提升。本文将结合实际生产工况完成主井提升机的选型设计。
1 多绳摩擦式提升机应用现状分析
根据提升方式的不同,可将提升机分为缠绕式提升机和多绳摩擦式提升机。其中,缠绕式提升机又可以分为单绳缠绕式和多绳缠绕式。单绳缠绕式提升机主要应用于深度较浅矿井的提升任务;而多绳缠绕式提升机主要应用于深井提升任务,但是运输不方便,占地面积较大。多绳摩擦式提升机分为落地式和井塔式两种,落地式提升机主要应用于深井提升,但是换绳难度较大;井塔式提升机同样适用于深井提升且钢丝绳使用寿命较长,但是该类型提升机的价格偏高[2]。
为满足深井的运输需求,本文采用井塔式的多绳摩擦式提升机完成煤炭的运输任务。传统多绳摩擦式提升机的结构如图1 所示,主要包括有主轴装置、制动器、车槽装置、液压站、电动机和操作台[3]。其中,主轴装置和摩擦轮为提升机的关键部件。
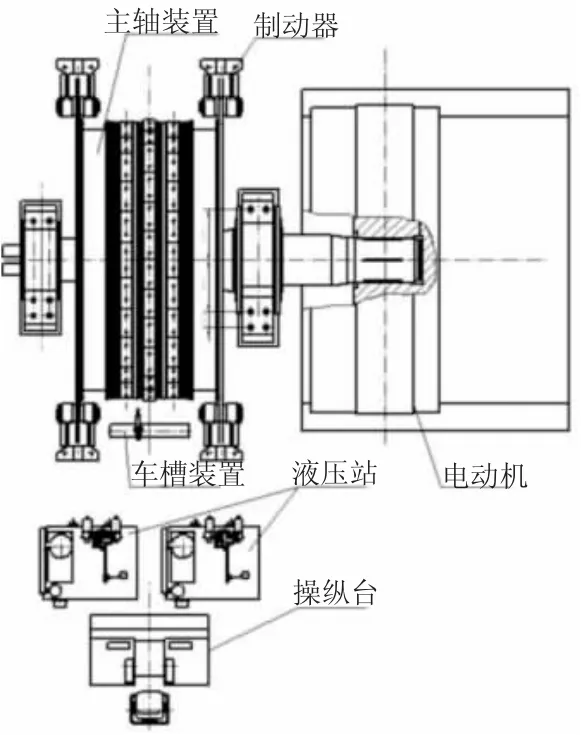
图1 传统多绳摩擦式提升机结构示意图
在实际应用中主轴装置需要承担整个提升任务中的主要载荷,非常容易失效;同时,由于主轴装置上的载荷处于动态变化,从而对主轴的疲劳寿命和抗冲击性能提出了更高的要求。
对于摩擦轮而言,为提高滚筒内壁的刚度,在其内部增加了支环结构,该结构存在焊接强度不足、检修难度大等问题;同时,需要在摩擦轮上加工多个螺栓孔以保证衬垫的配合精度,对应的加工成本和工作量也有所增加。
本文重点对多绳摩擦式提升机关键部件——摩擦轮进行优化设计。
2 新型摩擦轮的设计
2.1 新型摩擦轮结构设计
2.1.1 楔形槽
通过对多绳摩擦式提升机的失效形式及原因进行总结,对应摩擦轮的主要失效形式为疲劳破坏,主要在卷筒壳体的螺栓附近出现了一定的裂纹。导致裂纹出现的根本原因为通过在摩擦轮表面钻孔完成酚醛的安装,通过螺栓形式进行连接。为从根本上解决在螺栓孔处的疲劳裂纹现象,需要在摩擦轮上设计专用于安装酚醛的装置,实现对酚醛衬垫的固定[4]。
可用于对衬垫安装的结构包括有在摩擦轮表面设计T 型槽结构和楔形槽结构。其中,T 型槽虽然能够解决衬垫稳定安装问题,但是该型槽在安装拆卸方面的难度较大。鉴于楔形槽结构内壁角为渐变的,可直接解决T 型槽拆卸安装困难的问题。因此,在摩擦轮表面加装楔形槽结构,如下页图2 所示。
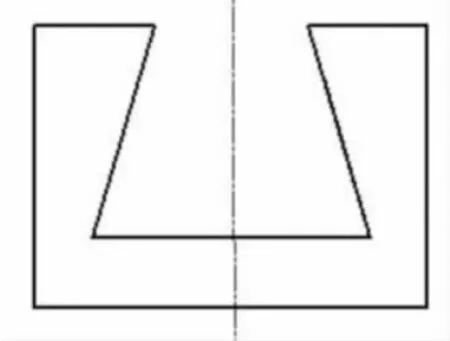
图2 楔形槽结构示意图
2.1.2 外支环
卷筒为缠绕钢丝绳的部件,为保证卷筒的刚度,在其内壁上焊接内环结构,而且内环均位于绳槽的下方。但是,由于支环结构相对较薄,导致焊接的难度较大,工作量大。同时,直接对内环焊接容易导致加大焊接残余应力,从而导致其在运行过程出现焊缝开裂的情况。上述问题的出现不仅影响正常的运输任务,而且对应的检修工作量也较大[5]。
因此,为解决传统摩擦轮内支环结构本身的缺陷,在保证卷筒刚度的同时在卷筒外壁增加支环结构。同时,在外支环结构的基础上将其与楔形槽焊接为一体,并增加加强肋板,进一步增加卷筒的强度。在卷筒外壁增加支环后的效果如图3 所示。
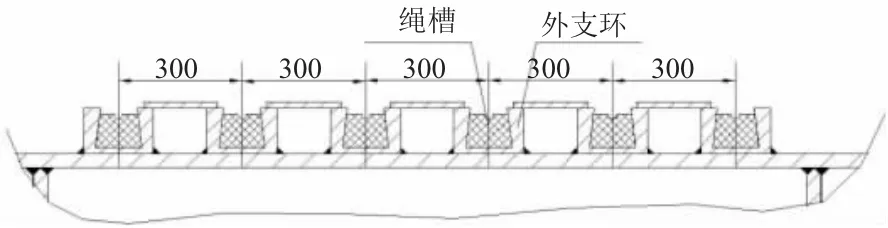
图3 外支环结构示意图(单位:mm)
外支环结构的设计直接取消了压块的作用,因此使得焊接外支环的摩擦轮结构更为紧凑,整体质量明显减小。
2.2 新型摩擦轮尺寸设计
楔形槽结构为本次优化设计的重点。多绳摩擦式提升机所安装衬垫的宽度为96 mm,因此将对应的楔形槽的宽度尺寸设计为100 mm,以方便衬垫的安装与拆卸。
楔形槽通过焊接的方式与卷筒外壁固定,为减少焊接应力且便于焊接工艺的实施,将楔形槽的底边厚度设定为15 mm。设计依据如下:为保证摩擦轮的刚度,要求楔形槽与摩擦轮接触的底边厚度为钢丝绳间距的0.5 倍。本文所研究多绳摩擦式提升机钢丝绳的间距为300 mm。
同时,楔形槽还与外支环结构焊接为一体,保证卷筒的整体刚度。一般情况下,外支环的高度为100 mm。因此,将楔形槽的高度设定为100 mm+10 mm=110 mm。
所设计的新型摩擦轮楔形槽的结构及尺寸如图4 所示。
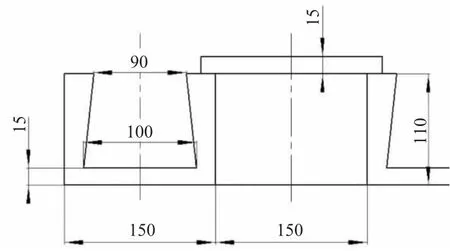
图4 楔形槽结构及尺寸示意图(单位:mm)
为保证摩擦轮的整体刚度,选用16Mn 为材料加工摩擦轮。
3 新型摩擦轮校核仿真
为验证本次针对提升机摩擦轮的改进效果,对改进前后的摩擦轮进行有限元分析,对其应力和应变进行对比。本次仿真基于SolidWorks 三维软件建立三维模型后导入ANSYS 软件中对摩擦轮的结构进行静力学分析。在仿真模型中根据摩擦轮完成参数设定:材料屈服强度为345 MPa,泊松比为0.31,材料的弹性模量为212 GPa。根据实际工况,在仿真模型中施加1.56 MPa 的面载荷于楔形槽内。
改进前后摩擦轮在上述载荷的应力和安全系数仿真结果如图5 所示。
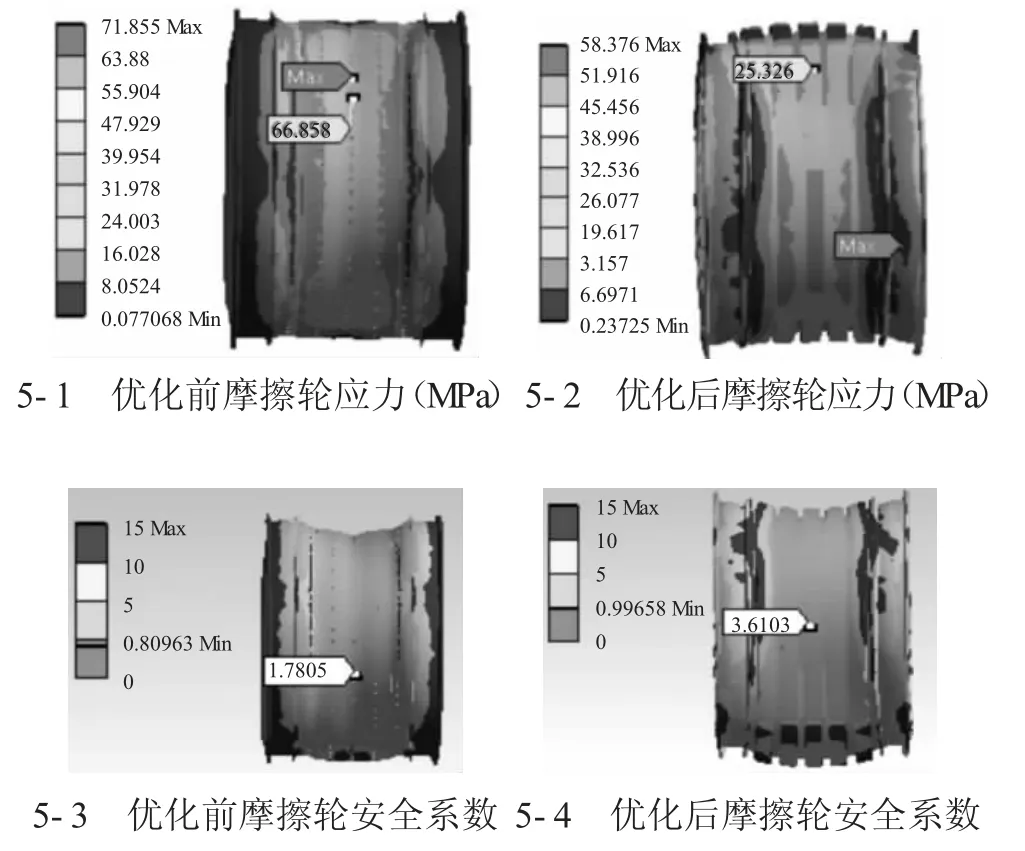
图5 摩擦轮优化前后仿真结果对比
如图5 仿真结果所示,优化后摩擦轮所承受的最大应力为58.3 MPa,对比优化前的71.8 MPa 有明显的改进效果;优化后摩擦轮的安全系数为3.6,远优于优化前的1.78。
4 结语
提升机为煤矿生产的关键运输系统,鉴于提升机由于载荷的动态变化其关键部件摩擦轮和主轴装置所面临冲击严重,极易造成疲劳失效,从而影响提升机运输的安全性,进而影响运输效率。本文针对多绳摩擦式提升机摩擦轮内环结构焊接操作不变且焊接应力集中,螺栓孔周围开裂的问题,采区在卷筒外壁焊接支环结构并与楔形槽结构焊接为一体的改进形式提升卷筒的刚度。经仿真分析后可知:优化后的摩擦轮最大应力为71.8 MPa,远小于其材料的屈服强度345 MPa,安全系数高达3.6。
猜你喜欢
矿山机械(2022年9期)2022-09-20
客联(2022年3期)2022-05-31
中国修船(2022年2期)2022-04-28
起重运输机械(2021年24期)2022-01-11
现代仪器与医疗(2021年4期)2021-11-05
考试与评价·高二版(2020年1期)2020-09-10
矿山机械(2020年3期)2020-03-24
阅读与作文(英语高中版)(2019年8期)2019-08-27
无损检测(2019年3期)2019-03-22
船舶与海洋工程(2018年5期)2018-11-14
