
洗瓶机排氢热能和碱液回收方案分析
2022-08-06 02:34:50高宜兵张科张明许银萍
酒·饮料技术装备 2022年4期
高宜兵 张科 张明 许银萍
1.洗瓶机排氢现状
啤酒饮料标签不断更新升级,洗瓶所产生的有害物质或气体也越发复杂。洗瓶机除标洗瓶时,标签种类繁杂产生多种污染物,其中铝箔类标签与高温碱液反应产生氢气,氢气集聚遇到明火极易发生爆炸,所以洗瓶机设计在线排氢系统,减小生产过程中氢气的聚集,将混有氢气的混合气体引入到开放的外部空间。
早期是自然排放(图一),氢气排出不及时不彻底。另外,排氢温度能够达到80℃左右,并且混合气体含有一定量的微粒碱液,直接排放即浪费能源,又不环保,且碱液飞落到厂房顶部,造成污染和腐蚀。

图一
因此,需要对洗瓶机排氢系统进行升级和改进,确保洗瓶机运行安全节能环保,以适应市场快速发展的需要。
2.强制排氢系统初步升级和改进
目前洗瓶机设计多是强制排氢系统(见图二),即设计增加了强排风机,液浸泡槽的高温气液混合体,通过大通径氢气管路汇集,由除氢风机强制排出厂房顶板外。风机流量达到3000m³/h 以上,使得排氢更彻底,避免了氢气的聚集,杜绝安全隐患。
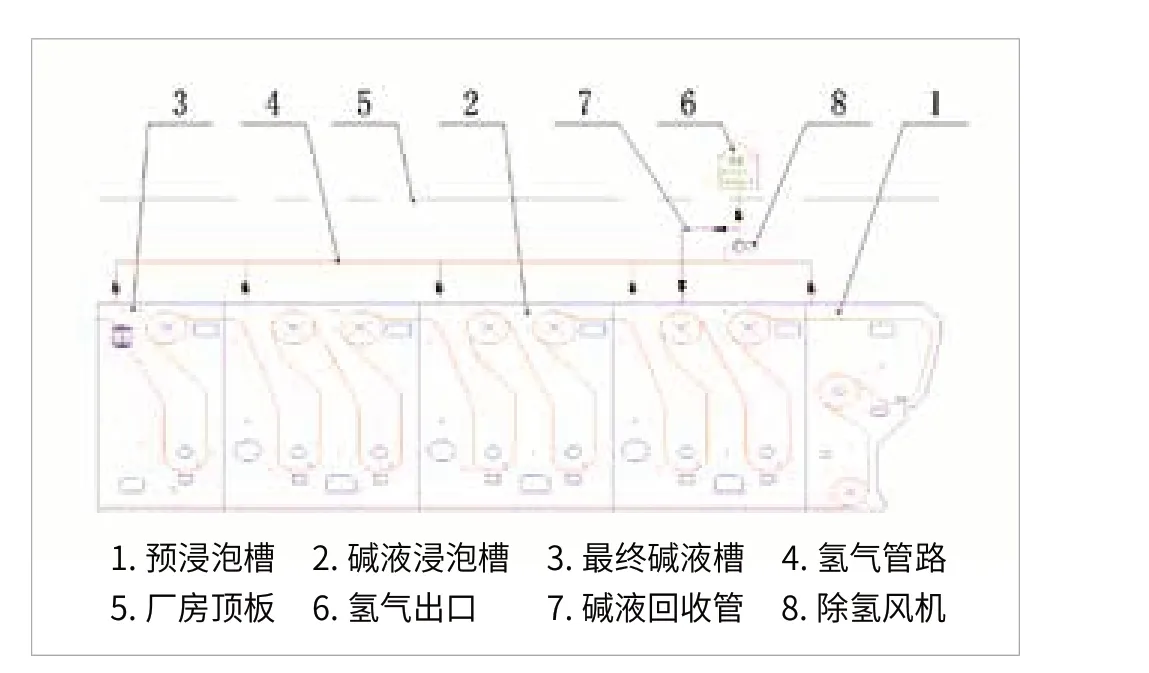
图二
大流量风机排氢,单位时间带出了更多的热能和碱液,为了节约能源,排气装置同时增加碱液回收功能,如图三。氢气出口与除氢风机之间,接近风机出口设计碱液回收管路,高温混合气液体经过出口管壁的自然冷却,少量微粒碱液冷却汇集回流到洗瓶机槽体,冷却回收碱液约占排出总量的10%-30%。
这种强制排氢,热能和碱液依然有近70%以上的浪费,微粒碱液排出依然对厂房环境造成污染,甚至腐蚀损坏。排氢系统依然需要再升级完善。
3.排氢热能和碱液回收再升级完善
洗瓶机是高能耗、高排污、高速化运行的机器。水、电、气等能源消耗量巨大,环保压力巨大,为了提高产品的市场竞争力,急需要对洗瓶机排氢系统进行更加彻底的升级和完善(图三)。

图三
3.1.增加热交换系统,在线回收利用热能
如图四,在除氢风机出口管道设计增加高效率热交换器,一方面使得高温混合气液体迅速降温,通过回用管路辅助洗瓶机预冲洗加热升温,也可以辅助其它需要加热升温的地方,比如洗箱机碱液槽等。另一方面热交换器也使得高温微粒碱液迅速冷凝汇集,通过碱液回收管路回流到洗瓶机槽体,减少碱液消耗。冷却回收碱液约为总量的80%到90%。
图四
3.2.增加二次冷凝收集装置,再次回收
通过高效热交换器,高温混合气液体中80%至90%的碱液达到回收利用;温度能够下降到约50℃左右。为了充分回收碱液,减低环境污染,排氢口末端增加设计二次冷凝收集槽,见图五。经过一次换热降温后碱液收集后的氢气混合体,排出前再经过多道冷凝网板收集并导流到收集箱中,通过碱液回收管回流到碱槽中继续使用,这样使得排氢碱液回收率达到90%以上。最终排出相对干燥和低温的混合气体,大大提高生产效率和技术等级。

图五
3.3 连锁控制排氢风机,降低安全风险
只要洗瓶机运行生产,氢气就会不断地产生,所以排氢风机必须同主机连锁运转,当主机启动,排氢风机即运行,主机停机排氢风机延时停止。当风机不运转或故障时,洗瓶机报警并停机。
在排氢管道设计气体流量检测传感器,当排氢流量低于设定值时,洗瓶机报警并停机,这样确保氢气不会聚集,彻底杜绝安全隐患。
猜你喜欢
机电信息(2023年23期)2023-12-09 10:43:00
高中数理化(2022年6期)2022-04-21 12:00:26
石油和化工设备(2022年2期)2022-03-11 02:00:28
小天使·五年级语数英综合(2020年10期)2020-12-23 04:40:06
四川化工(2020年4期)2020-08-28 01:49:14
化工设计通讯(2017年11期)2017-11-29 11:51:02
电源技术(2015年7期)2015-08-22 08:48:42
医学研究杂志(2015年12期)2015-06-10 06:57:46
小天使·六年级语数英综合(2015年2期)2015-01-22 04:50:59
自动化博览(2014年9期)2014-02-28 22:33:33
