
船舶建造精度控制方法分析
2022-07-29 02:31王旭彰
船舶物资与市场 2022年7期
王旭彰
(中国船级社实业有限公司广州分公司,广东 广州 510235)
0 引言
船舶建造精度控制是指依据船舶建造的质量标准,利用工艺技术与管理技术对船体零部件结构施行尺寸精度控制的过程。船舶制造精度管理的有效性,直接影响船体的返修工作量与能耗及造船周期。
1 船舶制造的精度管理内涵
1.1 船舶建造特点
船舶建造的特点,体现在:1)船体建造存在周期长和工序多等特点,易引起各种误差问题。2)船舶的体积较大,需尽量减少建造误差值。3)船体建造环节,船体的受力和受热等状况复杂,尤其是船体材料的变形,直接影响预测的准确性。4)船舶建造的自动化程度较低,有较大的完善空间,人工操作控制误差的精确度有待提高[1]。
1.2 精度管理内涵
精度管理是指船舶建造中,用补偿量代替余量,不断增大补偿量的使用范围,通过控制船体结构位置精度与强化精细化管理,确保数据的精确度和可靠性,尽可能的降低误差。数据测量的结果对补偿量的计算和分配的影响较大,船舶制造的质量直接受数据的精确度影响。这就需要广泛获取原始数据,利用数学模型分析数据,完成高效的补偿量计算,再通过反推法,依据船坞合拢补偿量→总段、分段装配补偿量→组立制作补偿量→零、部件加工补偿量的顺序,将补偿量分配给船舶制造流程的各环节。在船舶制造精度管理中,除对制造过程展开精细化的管理外,还需充分掌握补偿量的分配技术,明确补偿量计算与分配技术的要点,合理运用新技术和新工艺,有效控制制造的误差,推动船舶制造精度与质量的持续改进。补偿量的计算方法,如图1所示。
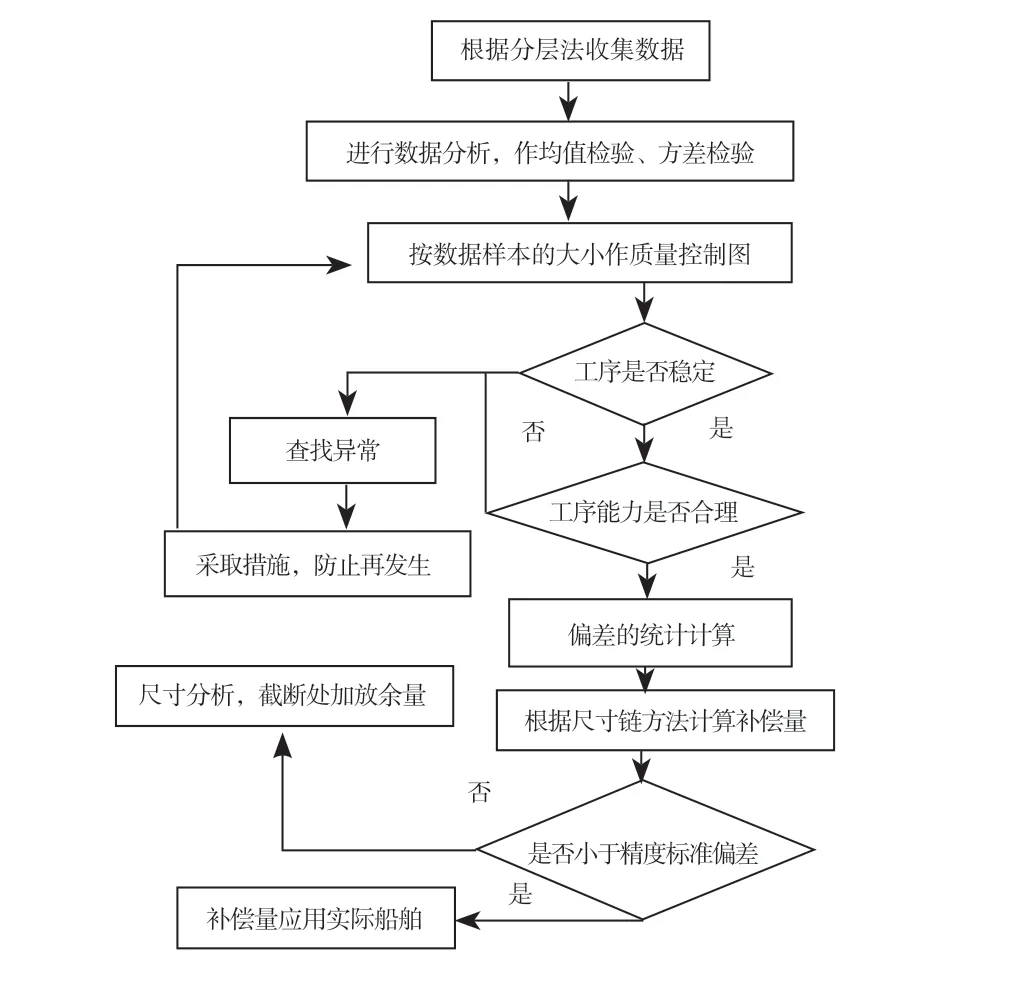
图1 船体建造质量控制图应用于补偿量的计算
1.3 精度控制意义
船舶建造中精度控制意义,主要体现在1)在构件的吊装及焊接和加工等环节,减少因变形所需矫正的工作量,提前对构件添加反变形量,以达到精度建造的目的;2)合理设置补偿量,减少在打磨与切割等建造环节的二次工作量,促使船舶建造中的生产成本与生产效率更加优化;3)合理设置检验线,以提高施工的便利度和准确度;4)检测船舶的施工数据和建造中潜在的问题,及时发现和处理问题;5)在船舶建造施工中,全面统计与分析数据,为后续顺利施工提供精准的数据支撑,尽可能的减少船舶建造施工中的差错。精度造船过程如图2所示。
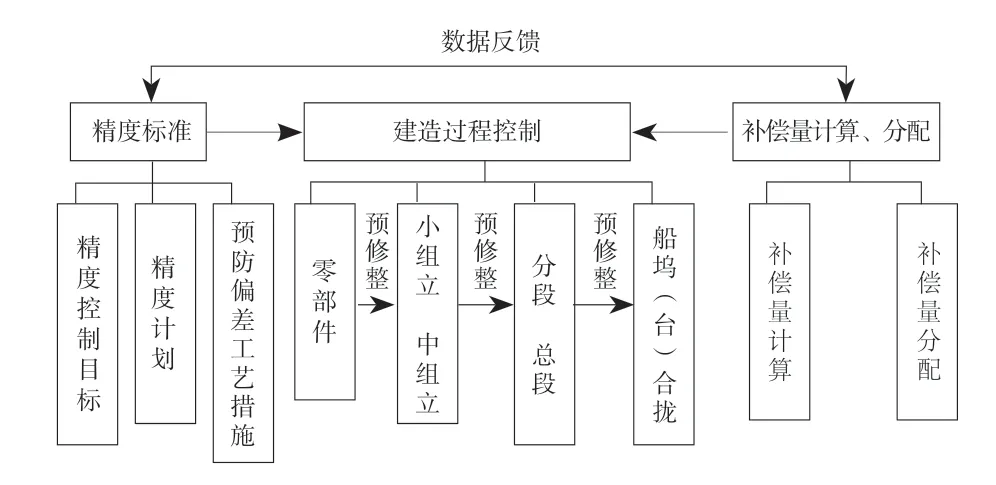
图2 精度造船的开展过程
2 船舶制造精度控制技术
2.1 精度控制技术
1)补偿量的加放技术。求解补偿量的具体实施方法,是由后一道工序向前一道工序提出具体补偿值的大小和余量的切割时机及余量的切割范围、零件下料等方面的精度要求。船舶的结构相对复杂,建造方法不同,在部件和分段结构形式等方面也存在明显的差异,还需从错综复杂的尺寸关系中,找出影响技术要求和装配精度的尺寸,形成不同建造阶段及不同结构部分的尺寸,进而求解尺寸链。
2)对合线基准技术。对合基准线的方法体现在船体的各个装配阶段,包括总段与分段和零部件及尺寸所依据点面线等。对合基准线技术的实施,需要利用三维TRIBON软件建模,转换生成零件套料版图,再利用数控切割机的喷粉划线功能实现。对合基准线涉及肋骨检验线与直剖线和中心线等,合理的运用更利于提高精度控制水平。
3)数理统计技术。数理统计技术的应用,能够有效地获得资料数据及高效利用获得的资料数据,得出尽可能精确的可靠结论等方面的问题。船舶建造伴随着大量的数据产生,通过收集整理成精度数据库,再利用统计技术与数理方法分析此类数据,可以利用对所有反馈信息的精准控制,针对反馈信息修整以及补偿量进行分析等一系列工作内容,进行规范,将其落实。
4)通过模拟搭载技术,同样能够提高精度控制的整体质量,这是利用二次定位方法的船舶建造搭载方式。在实际使用过程中,主要是利用将一个分段或总段的吊装直接放置在船台或是船坞上进行定位。要求在现场的施工人员根据已经制定的基准线,对搭载过程中的分段或总段的余量线进行勘察和分析,尽可能地做好余量切割,与此同时,也可以重新进行分段的吊装定位。
在实际使用模拟搭载技术时,应考虑到其本身是结合已有的数据,对所有数据进行理论分析,模拟搭载技术是利用PDA与全站仪采集船舶分段(总段)三维数据,向三维精度分析软件ECO-Block内导入采集的数据,自动套合设计的数据与实测的数据,再用ECO-OTS软件,对搭载的分段与已经搭载的分段进行模拟搭载,预先了解分段焊接后的错位与变形等质量缺陷,并掌握搭载后的分段错位及离空等情况,根据搭载分段余量修割值,在分段吊装搭载前割除余量,以此达到一次吊装和直接定位的目的。传统的船舶总组逐渐被模拟搭载技术取代,在实际生产中运用设计的三维坐标模型,以此夯实无余量建造的条件保障基础。
2.2 过程控制技术
1)精度测量技术。船舶制造中涉及到精度测量管理技术与生产过程管理技术的应用,任何技术层面出现问题,都会对船舶制造的整体质量带来影响。我国船舶制造技术仍处于摸索阶段,与国外发达国家相比存在较大的差距,尤其是船舶制造中的精度管控技术,有较大的完善空间,难以确保船舶制造的质量,还需本着引进来与走出去的原则,运用先进的测量造船精度的技术和有效的管控手段,切实规避船舶生产中存在和潜在的风险。船舶企业在现代化的发展进程中,需将重心从以往的产品宣传和推广方面,逐步向优化船舶制造精度管理的层面过渡,通过提高建造质量和技术水平,推动船舶制造企业的与时俱进发展。中国政府在应用和推广先进船舶制造技术工艺方面加大力度,不断宣传先进工艺的优势,切实带动企业技术水平的提升。企业合理展开船舶制造精度管理工作,实现对影响船舶建造质量因素的有效控制,更利于提升自身市场竞争力。在现代技术发展的带动下,测量船舶制造精度的仪器更加先进,如全站仪实现了测量距离和测量角度及数据处理等功能的一体化,利用先进的计算理论和检测工具及测量模式,促使船舶制造精度管理体系更加完善。规范生产船舶工序的细节操作,促使船舶建造的精度更高,实现现代化精度控制技术应用价值的充分发挥。
2)主动和被动精度控制技术。船舶制造企业对船舶生产技术中的精度管控,又细分为主动和被动精度控制技术,被动精度控制技术是指后期根据纰漏等质量缺陷,被动进行精度控制,精度控制的难度较大,船舶出现质量问题后,会产生一定程度的不可抗性,后期技术人员处理的程序更加繁琐,由此可见,主动精度控制的处理过程更加简化。船舶制造的精度控制前,需加强实践经验总结,从以往的事后处理,逐步向事前预测和事中控制的阶段过渡。事前预测船舶生产环节中可能会出现的负面因素,再采取主动控制的措施进行有效预防和解决。在生产操作过程中,采取主动和被动精度控制的方式,发挥优势协同效应,切实规避各种因素对船舶最终质量的影响。船舶生产流程的各环节都有相应的参照数据,主动精度控制是指对比生产的尺寸数据和参考的尺寸数据,利用电子检测手段测量该工序是否达标,系统向中心控制台反馈主动精度检测的数据,便于技术人员及时进行数据的核实与分析和修正。
3)制定精度标准。船舶制造的过程复杂繁琐,加上我国目前制造船舶的实力不足,对制定具体的船舶制造精度标准的影响较大。大型船舶制造企业唯有具备精英技术团队和先进的生产设备及科学的管理团队及超高的技术水平、成熟的工艺等,才能制造出高品质的船舶。为了实现这一目标,船舶制造企业需制定出科学合理的精度标准。船舶生产流程的各环节,都应当有工序对应的精度标准,划分出特定的等级,切实解决被动精度控制管理中的难题。结合人工经验与补偿量建模系统等措施,制定全面性的船舶制造精度标准,降低后续修整工序所需的成本,确保企业的实际收益和船舶最终质量,积极推动企业的正轨化发展。
3 加强船舶建造精度控制的对策
3.1 现状分析
先进船舶制造技术和工艺的应用离不开专业人才的支撑,从业人员的专业水平不足,机械化的先进技术,不利于企业整体技术实力的提升。除此之外,还需立足企业的发展现状和战略发展目标,加强创新与改进船舶制造技术,规范落实发展规划工作,通过过程控制与制造精度管理等手段,切实提升船舶制造的质量[2]。
3.2 规范展开精度管理工作
1)对数据进行有效的统计,应明确开展精细化管理工作,为管理制度工作顺利展开夯实基础。应用数理统计方法整理原始数据,利用数据模型为补偿量准确的计算填补空缺,结合概率法与极值法提出精确的补偿要求,依据数据理论统计的结果,不断加强制造零件的补偿,促使精度得以提高。
2)加强对制造人员的管理,制造人员的技术水平对船舶制造精度的影响较大,采取强化精度补偿与制造人员的技术管理等措施,尽快达到精度管理的目的。在日常管理中,组织制造人员积极展开技术培训与教育工作,提高其对船舶制造精度的认知度。不断更新技术人员的专业知识技能,使其所学能够支撑实践工作。以此不断提升船舶制造的精度和质量。
3)加强对精度影响因素的控制。影响船舶制造精度的因素较多,包括人员与技术等因素。需合理制定精度管理方案,采取有效的措施,切实降低人员与技术带来的精度影响。提高精度控制管理工作的前瞻性和预见性,预防各种影响因素的干扰,定期点检制造船舶所需的设备仪器和材料等,以此确保船舶的制造精度。除此之外,施行动态控制技术,动态化控制船舶制造过程中的各项工艺技术参数,严格规范制造精度,规避因疏忽引起的精度误差问题[3]。
3.3 利用现代制造工艺
船舶制造的精度也会受制造工艺因素的影响,利用3D激光测量等先进的工艺技术,更利于满足其生产的精度要求。3D激光测量技术利用激光具有稳定波速和直线传播等特点,测量两点间的激光传播延迟时间,同时能够测量直线距离。首先,建立船舶3D模型,控制整个船体的结构精度,对比设计模型与实测模型后,虚拟设计船舶结构。其次,利用激光全站仪测量船舶的结构,比较钢尺测量的精度后,了解船舶结构在各坐标点上的误差。最后,利用全站仪测量精度表分析实测数据,有效地掌握其实际情况,将其误差值控制在标准范围内。
4 结语
船舶制造精度管理的专业性较强,精度管控成效对船舶制造质量和生产效率的影响较大。船舶制造企业要想提高船舶的制造质量,需立足企业发展实际,合理制定精度管理方案,利用专业人才与先进技术等,规范展开精度控制工作。
猜你喜欢
传感器世界(2022年3期)2022-11-24
导航定位学报(2022年5期)2022-10-13
机械工业标准化与质量(2022年8期)2022-10-09
农业工程学报(2022年6期)2022-06-27
山西教育·招考(2021年8期)2021-12-17
语数外学习·高中版上旬(2020年5期)2020-09-10
华东师范大学学报(自然科学版)(2018年3期)2018-05-14
新高考·高三数学(2017年4期)2017-07-10
理科考试研究·高中(2016年10期)2017-01-17
人生十六七(2016年14期)2016-12-01
