
某车型下翻尾门扭杆断裂受力分析及优化
2022-07-29 05:26谢新生陈志耀麦晖
汽车与驾驶维修(维修版) 2022年6期
谢新生、陈志耀、麦晖
(上汽通用五菱汽车股份有限公司,柳州 545007)
0 引言
随着消费人群年龄及消费观念的转变,汽车作为单一的代步工具功能已不能满足消费者的需求,对汽车使用性能的要求也日益提高。汽车除了外观更加新颖、操控更加舒适便利以及更具智能化外,也在朝着好玩好用的方向发展。汽车尾门(即行李舱盖,下文统称为尾门)作为汽车尾部的一个重要部件,在其开启后方便货物取放。根据汽车尾门打开的方式不同,汽车尾门分为举升式、侧开式、对开式以及上部举升下部下翻式等多种类型。
本司某款车型尾门定义为下翻式,且停车时尾门打开后可承受约100.0 kg 的载重,使尾门更好玩的同时更好用。在该车型的下翻尾门设计中,采用了扭杆和阻尼器结构,以解决下翻式尾门面临的关键问题:开启速度不受控且关闭力大(大于95 N),从而提升下翻尾门的性能。本文着重针对该车型下翻尾门的扭杆在耐久试验中出现的断裂失效问题,提出更换材料及若干结构优化方案。在结构优化过程中运用了CAE 工具进行应力分析,提高了结构设计质量,且缩短了设计周期。
1 问题描述
根据企业标准,尾门子系统耐久试验需满足3 万次带环境试验工况无开裂、异响和功能失效等问题。该车型尾门扭杆样件安装在白车身上进行尾门子系统耐久试验,4 900 次时U 形端(连接尾门铰链车身侧端)断裂(图1)。更换样件继续试验,2 万次时L 形端(连接尾门铰链尾门侧)断裂。

图1 尾门扭杆断裂故障
2 扭杆设计及CAE 仿真分析
该车下翻尾门扭杆是基于三厢车行李舱盖扭杆结构设计原理,扭杆尾门端设计为L 形,通过螺栓固定在尾门铰链尾门侧端的U 形固定块内。因铰链轴销处空间较为紧凑,尾门侧端扭杆与铰链轴线同轴,以减小扭杆的运动包络,使其只发生旋转而无位移。车身端设计为U 形,固定在尾门铰链车身侧的翻边台阶上,在其运动包络区域进行结构避让(图2)。

图2 尾门扭杆结构及与铰链匹配示意
对比设计数据,扭杆长度与设计状态相符。察看试验动作,尾门开启后受自身重力作用,绕铰链向下旋转,势能不便转化为动能,当开启最大角度时,存在较大的震颤现象,对扭杆受力不利。
2.1 扭杆直径、角度设计及材料选择
下翻尾门扭杆受力情况由图3可知,根据力的平衡原理,尾门的关闭力与尾门自身重力存在如下关系:

图3 尾门扭杆受力示意图

式中F——尾门关闭力
F——尾门重心重力的切向分力
——尾门重心到铰链轴线的距离
——尾门关闭位置到铰链轴线的距离
——尾门重心与铰链轴线连线和水平线夹角
——尾门质量
——重力加速度
该车尾门中,为270.9 mm,为508.4 mm,为11.8°,m 为19.5 kg,取9.8 m/s,由此可计算出尾门关闭力F为98.7 N。
与某对标车型相比,本车的关闭力过大,分解到扭杆上的力造成扭杆过早地疲劳断裂。针对对标车型分析,其下翻尾门关闭力为53.0 N,单根扭杆只需提供约23.0 N 的关闭助力。
该故障车的尾门设计开启角度为89.0°,为确保尾门关闭时的安全性,在尾门关闭至0.0°时,扭杆应还有适当的扭矩保证尾门继续关闭的趋势,确保尾门不会突然回落。结合扭杆制造误差因素,扭杆的工作扭转角应大于尾门的最小开启角8.0°左右。
根据材料力学,扭矩与扭杆直径间具有如下关系:

式中——扭杆扭矩
——扭杆直径
——扭杆有效长度
——材料剪切模量
——扭杆角度
根据下翻尾门单根扭杆的关闭助力,可计算扭杆扭矩:
=2×23×508.4=23 386.4 ≈23.4 N·m
另外,为510.5 mm,取80 000 MPa, 扭杆角度为97.0°,由公式(3)可计算出扭杆的为5.5 mm。
扭杆材料选择为TD 级55SiCr 弹簧钢,直径设计为5.5 mm,与三厢车行李舱扭杆材料一致。
2.2 扭杆结构CAE 分析
运用Abaqus 软件对扭杆结构进行CAE 应力分析,CAE 分析模型见图4。尾门扭杆1 左侧(L 形)连接尾门左铰链车身侧,右侧(U 形)连接尾门右铰链尾门侧;同理,尾门扭杆2 左侧(U形)连接尾门左铰链尾门侧,右侧(L 形)连接尾门右铰链车身侧。模型边界条件如下。

图4 尾门扭杆CAE 分析
约束:约束尾门左、右铰链车身侧固定支架6 个自由度(DOF:1~6)。
加载:尾门最大开启角度89.0°,使尾门扭杆1 和扭杆2 的L 形端随尾门左/右铰链尾门侧固定支架绕尾门左右铰链轴线旋转89°,即尾门扭杆1 和扭杆2 的L 型端扭转角度为 89.0°。
通过CAE 分析计算尾门扭杆1 和扭杆2 最大应力值,应力最大为扭杆与铰链匹配的两端(图5)。根据GB/T 1222-2016《弹簧钢》中的力学性能,材料为55SiCr 弹簧钢的屈服强度为1 300 MPa。而经CAE 分析2 根扭杆的最大应力约1 128 MPa,低于材料的屈服强度,满足设计要求。

图5 扭杆CAE 应力分析结果
3 扭杆断裂问题分析
CAE 分析结果是理论状态的情况,没有考虑到零件制造装配尺寸精度、材料性能差异以及零件耐久次数导致的零件性能衰减问题等信息。对试验车辆进行三坐标测量,发现与扭杆匹配的各安装点及尾门重量实际结果都属于设计公差范围内,推测制造装配精度不是主要影响因素。
经对故障件进行硬度测试及断裂处断口进行金相组织分析,结果显示扭杆裂纹源均起于表面,裂纹源处外表面有明显的缺陷损伤。起始扩展区和快速扩展区的疲劳辉纹以及瞬断区的韧窝表明,扭杆属于正常的疲劳断裂,硬度和金相组织正常。
对于下翻尾门扭杆或者三厢车行李舱盖扭杆的疲劳寿命,目前主要是通过横向对比CAE 结果与模拟实车验证的结果差异来间接评价。首次试验U 形端最大应力为1 128 MPa,试验到4 000 次时断裂,L 形端最大应力为880 MPa,试验到2 万次断裂。
通过以上信息,确定问题优化方向一方面是减少CAE 最大应力以及连接位置应力集中;另一方面是更改材料,选择抗疲劳强度更好的材料方向进行试验验证。
4 扭杆断裂问题优化及验证
4.1 结构优化及CAE 分析
通过查看扭杆断裂的问题发现,断裂位置属于CAE 分析应力最高位置区域。重新设计校核发现,原设计扭杆布置由于受车身空间限制,长度仅有510.5 mm(传统三厢轿车的行李舱扭杆长度一般大于900.0 mm)。由于L 形端受结构限制及应力相对较小,且断裂时试验次数较高,因此优先对U 形端进行结构优化。原设计中,扭杆长度约510.5 mm,U 形端宽度为20.0 mm,圆角半径R 为6.0 mm。对扭杆长度、U 形口宽度及U 形转角半径进行优化,部分优化方案如下。
方案1:优化长度及加大圆角。优化后扭杆长度约535.5 mm,U 形端宽度为20.0 mm,圆角半径R 为10.0 mm(图6)。
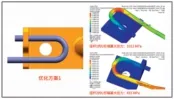
图6 方案1 结构优化及CAE 分析结果
方案2:优化长度、U 形端宽度及转角半径。优化后扭杆长度约535.5 mm,U 形端宽度为40.0 mm,小圆角半径R为6.0 mm,大圆角半径R为34.0 mm(图7)。

图7 方案2 结构优化及CAE 分析结果
方案3:优化长度、U 形端宽度及转角半径。优化后扭杆长度约535.5 mm,水平段U 形端宽度为24.0 mm,竖直段U 形端宽度为20.0 mm,小圆角半径R为6.0 mm,大圆角半径R为24.0 mm(图8)。

图8 方案3 结构优化及CAE 分析结果
从以上优化方案得出,加长扭杆长度、优化结构及圆角对U形端应力均有改善。综合成本、质量及风险因素,方案3 为最优。数据优化后,方案3 竖直段U 形端Z 向上部已与后蒙皮干涉。在方案3 基础上,降低Z 向U 形端高度,保证其与后蒙皮所需的运动间隙,即提出方案4(图9)。
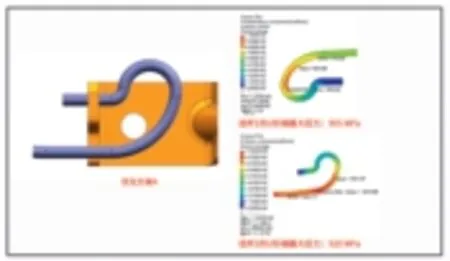
图9 方案4 结构优化及CAE 分析结果
方案4 中,优化后的扭杆长度约540.0 mm,水平段U 形端宽度为24.0 mm,竖直段U 形端宽度为24.0 mm,小圆角半径R为6.0 mm,大圆角半径R为30.0 mm。经过CAE 分析,扭杆1 的U 形 端应力较优化前降 低17.9%,扭杆2 的最大应力较优化前降 低18.4%,较方案3 应力变化不大,结构优化最终选定方案4。
4.2 材料优化
在方案4的基础上,对扭杆材料进行了试验对比,分别选取原设计材料、浦项材料及某进口材料,制造2套样件进行子系统耐久验证。经过验证,发现进口材料对耐久提升最高,其次是浦项材料,原设计选用材料最差(图10)。综合性能以及成本评估,最终选择浦项材料作为零件设计材料,零件性能优于企业标准20%的情况下,成本最优,保证足够的设计可靠性。
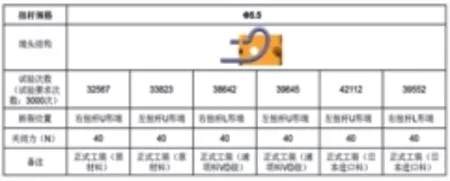
图10 材料验证分析结果
4.3 优化后的扭杆试验及验证
采用优化方案4 的结构及浦项材料进行小批量试装,装车表现为:尾门关闭力平均由优化前的99.0 N 降低至46.0 N,优于对标车。但是,尾门开启速度较快,而且开启到末端时震颤现象依然存在。通过联合供应商资源及铰链区域空间确认,决定引入阻尼器零件,装配测试后,尾门开启速度平稳且开启到末端时无震颤现象(图11)。优化后的扭杆及阻尼器组合经过了3 轮完整的尾门子系统台架试验验证,扭杆无断裂故障和功能失效,改进效果良好。
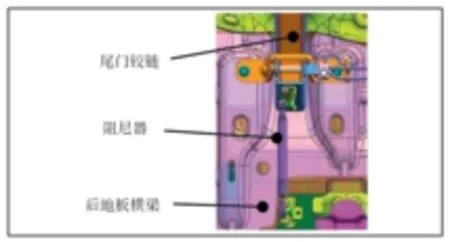
图11 尾门左侧阻尼器布置(左右对称)
5 结束语
本文阐述了下翻式尾门系统开发遇到的扭杆断裂等问题。通过对扭杆的结构、材料等调整,成功解决了下翻式尾门扭杆断裂问题,同时改善了下翻式尾门关闭力大、开启速度快且开启到末端时存在震颤现象等不良感知问题,大幅提升用户使用体验度。作为产品工程师,不但要熟知所负责产品的经典结构及其与周边系统的匹配关系,还要了解产品的制造工艺及关键控制环节。
猜你喜欢
汽车维护与修理(2022年3期)2022-08-02
汽车实用技术(2022年10期)2022-06-09
汽车零部件(2022年4期)2022-05-01
时代汽车(2021年11期)2021-08-04
汽车实用技术(2019年1期)2019-10-21
现代职业教育·职业培训(2019年10期)2019-01-06
成长·读写月刊(2018年2期)2018-03-28
智能制造(2017年3期)2017-06-20
电脑爱好者(2016年4期)2016-03-08
CHIP新电脑(2014年5期)2014-05-14
