小保当选煤厂设计特点分析
2022-07-21 08:28孙景阳
煤炭工程 2022年7期
孙景阳
(中煤科工集团北京华宇工程有限公司,北京 100120)
小保当煤矿及选煤厂位于榆林市神木县大保当乡,该煤矿按照“一矿两井”模式进行建设,分为小保当一号矿井和小保当二号矿井,小保当一号矿井设计生产能力为15.00Mt/a,小保当二号矿井设计生产能力为13.00Mt/a。与小保当一号矿井、二号矿井配套的小保当选煤厂属大型群矿型选煤厂,设计生产能力为28.00Mt/a,服务年限与小保当矿井相同,为70.9a。
小保当煤矿一、二号矿井煤层构造简单,前期开采的1-1、2-2煤层,煤质基本相同。选煤厂在进行设计时应充分考虑矿井开采煤质情况和外部建设条件,简化选煤厂生产系统布置,并采用合适的洗选工艺,节约建设成本。
1 工艺设计
1.1 洗选工艺
小保当选煤厂入厂毛煤为低水分、特低灰、特低硫~低硫、高发热量~特高发热量的不粘煤和长焰煤。矿井来煤前期有轻度泥化现象,并且后期煤层泥化现象较为严重。
根据地质报告和开采工艺,设计预测选煤厂入洗前期毛煤灰分为14.75%,水分14%左右,发热量5448kcal/kg左右。
设计时由于小保当矿井尚未出煤,因此缺少实际生产原煤的可选性试验资料,而勘探报告中提供的简选样筛分浮沉试验结果,又不足以作为设计所用的基础资料。因此,选煤厂在设计时采用的是开采相同煤层的隆德煤矿实际生产筛分浮沉资料作为小保当选煤厂设计的基础资料[1]。在设计时经过多工艺比选,选煤厂设计工艺为:150~13mm块煤重介浅槽分选,-13mm末煤不分选(预留末煤分选工艺使得分选下限具有降低至6mm的可能),粗细煤泥分别进行回收[2-4]。
实际生产表明:实际开采煤质与预测煤质基本一致,且洗选加工后的产品煤与预测产品煤质量基本一致,所采用的洗选工艺基本符合本矿井煤质。
1.2 工艺布置与灵活性
1.2.1 “一矿两井一选煤厂”集中场地设计
小保当选煤厂在设计时采用的是“一矿两井一选煤厂”集中场地设计,即小保当选煤厂、小保当一号矿井和二号矿井工业场地联合布置,选煤厂位于两个矿井共同边界线中央偏西北处,地势平坦开阔,场地紧邻矿区规划铁路,交通运输便利,且用地均为荒地[5,6]。集中设置工业场地可节约工业用地,并使选煤厂的所有系统实现单一配置,减少人员配给,降低管理成本。
1.2.2 原煤仓后设置原煤准备环节
矿井出井毛煤粒度一般为-300mm,但也含有部分400mm及以上超粒煤。由于选煤厂一般要求入料毛煤粒度为-200mm,否则洗选设备无法处理,因此毛煤进入洗选系统前必须经过筛分、破碎等原煤准备环节[7,8]。选煤厂原煤准备环节有原煤仓前处理和原煤仓后处理两种方式:
原煤仓前设置原煤准备环节方式:出井口房毛煤首先经过筛分、手选、破碎等准备环节准备成-200(150)mm原煤,然后通过带式输送机进入原煤储存仓。此方式的优点是将特大块毛煤先进行破碎,以满足选煤厂需要,避免堵塞原煤仓;缺点是原煤准备环节选型必须与主井最大提升能力相匹配,设备选型能力远大于选煤厂建设规模要求能力,若准备环节出现问题,由于没有原煤缓冲,则容易造成井下停产。该方法主要适用于规模较小的斜井来煤或煤量稳定的立井来煤。
原煤仓后设置原煤准备环节方式:出井口房毛煤首先进入原煤储存仓,仓下毛煤经过筛分、手选、破碎等准备环节准备成-200(150)mm原煤,然后通过带式输送机进入洗选系统。此方式的优点是原煤准备环节设备选型与选煤厂建设规模相匹配,不用放大设备选型;缺点是有可能存在超大块堵仓现象。该方法适用于所有矿井来煤。
小保当选煤厂两条主斜井来煤带式输送机最大运输能力为2×5800t/h,选煤厂处理能力为5303t/h,选煤厂最大来煤能力远高于选煤厂正常生产的处理能力。在原煤仓前设置原煤准备环节方式的设备必须按照11600t/h来进行选型,而在原煤仓后设置原煤准备环节方式的设备可按照5303t/h选型,通过以上对比,像小保当选煤厂此类特大型选煤厂在原煤仓设置原煤准备环节优势明显。
实际生产表明:小保当选煤厂在原煤仓设置原煤准备环节,节省了投资,降低了生产成本;出井原煤先进仓缓冲,避免了选煤厂事故而造成矿井停产的情况;同时矿井井下破碎系统配置完善,管理先进,也未发生过原煤仓堵仓的情况。
1.2.3 单独设置产品分级车间
选煤厂产品分级通常有三种设置方式[9]:
1)主厂房精煤脱介筛,或脱介筛串联分级筛进行分级。此方式适合建设规模较小的选煤厂或分级产品种类少的选煤厂。
2)单独设置分级车间。此方式适合所有选煤厂,尤其是建设规模较大,分级产品种类较多的选煤厂。
3)产品仓上设置分级筛。此方式适合建设规模较小、分级筛设置台数少的选煤厂。
小保当选煤厂建设规模为28.00Mt/a,需设置6台分级筛。设计了单独最终筛分车间,实现了块精煤产品80mm和30mm分级。该选煤厂设计分级功能灵活,既可对洗后精煤进行分级,也可对块原煤进行分级,同时可实现块煤产品直接掺混成产品煤。
1.2.4 产品结构和多种生产方式
在设计时通过调研确定小保当煤炭产品目标市场用户包括两部分:一为就地转化,主要向本区新建电厂供应燃料煤和向清水园工业园区煤化工项目提供原料煤及燃料煤;二为通过铁路外运,供区外煤炭用户。在设计时根据煤质和目标用户,确定小保当选煤厂产品结构为:
洗大块:150~80mm,Ad<9%,St.d<0.5%,Qnet.ar≥6000kcal/kg;民用地销、煤化工用煤。
洗中块:80~30mm,Ad<9%,St.d<0.5%,Qnet.ar≥6000kcal/kg;供兰炭、煤化工、东部沿海电厂用煤。
洗小块:30~13mm,Ad<10%,St.d<0.5%,Qnet.ar≥5900kcal/kg;供煤化工、东部沿海电厂用煤。
末煤:13~0mm,Ad<18%,St.d<0.5%,Qnet.ar≥5000kcal/kg;供区内煤化工或电厂用煤。
矸石:150~0mm,Ad>70%;井下回填废弃巷道和综合利用。
小保当选煤厂设计工艺系统灵活,可实现多种生产方式:
生产方式一:旁路生产方式,洗选系统事故,原煤直接分级成产品。生产产品为:①筛大块(150~80mm)、筛中块(80~30mm)、筛小块(30~13mm)、末煤(13~0mm);②筛中块(80~30mm)、筛小块(30~13mm)、末煤(13~0mm);③筛中块(80~30mm)、末煤(30/50~0mm);④末煤(50~0mm)。
生产方式二:选煤厂洗选系统正常开启。生产产品为:①洗大块(150~80mm)、洗中块(80~30mm)、洗小块(30~13mm)、末煤(13~0mm);②洗中块(80~30mm)、洗小块(30~13mm)、末煤(13~0mm);③洗中块(80~30mm)、末煤(30/50~0mm);④末煤(50~0mm)。
选煤场所在地区特大型矿井和选煤厂较多,产品结构基本一致,市场需求时常变化。小保当选煤厂两种生产方式下的4种不同的产品方案,保证了系统的灵活性,同时适应了多变的市场需求。
1.2.5 汽车和火车快速装车系统
小保当选煤厂商品煤外运量分别为:块精煤13.00Mt/a、末煤14.37Mt/a,总外运量为27.37Mt/a。煤炭外运量很大,只有铁路运输方式能够满足其运输要求,因此选煤厂产品外运以铁路运输为主,公路运输为辅。块精煤和末煤产品首选采用火车装车运输;少量块精煤产品和地销末煤也可采用汽车外运。
在设计中选煤厂设置了6套单元漏斗式汽车快速定量装车系统,其中块煤3套,末煤3套,每套装车能力为1500t/h;并设置了2座火车快速装车站,块煤和末煤分开装车外运,每座快速装车站采用1套单元漏斗式快速定量装车系统,每套装车能力为5400t/h。汽车和火车装车系统全部采用定量快速装车系统,符合现代化特大型选煤厂的装车需要,也符合选煤厂智能化建设的需要。
2 设备选型
合理的设备选型是实现选煤厂安全、可靠、高效运转的关键因素。其一,设备选型要技术先进、可靠、高效、节能、环保、经济合理,且操作简单、维护方便;其二,设备要能适应煤质特点和变化的要求,关键环节留有一定富裕;其三,同类设备尽可能采用一种规格,减少备品备件种类;其四,要立足于组装或使用国内先进的大型高效设备;最后,设置在线自动检测和监控装置,保证选煤厂自动化水平[10-12]。
根据以上原则,同时考虑大多数动力煤选煤厂在洗选后期煤质较差时都采用降低分选下限并增加入洗量,小保当选煤厂在设计时主要工艺设备均按照分选下限为6mm来进行设备选型,具体选型结构见表1。
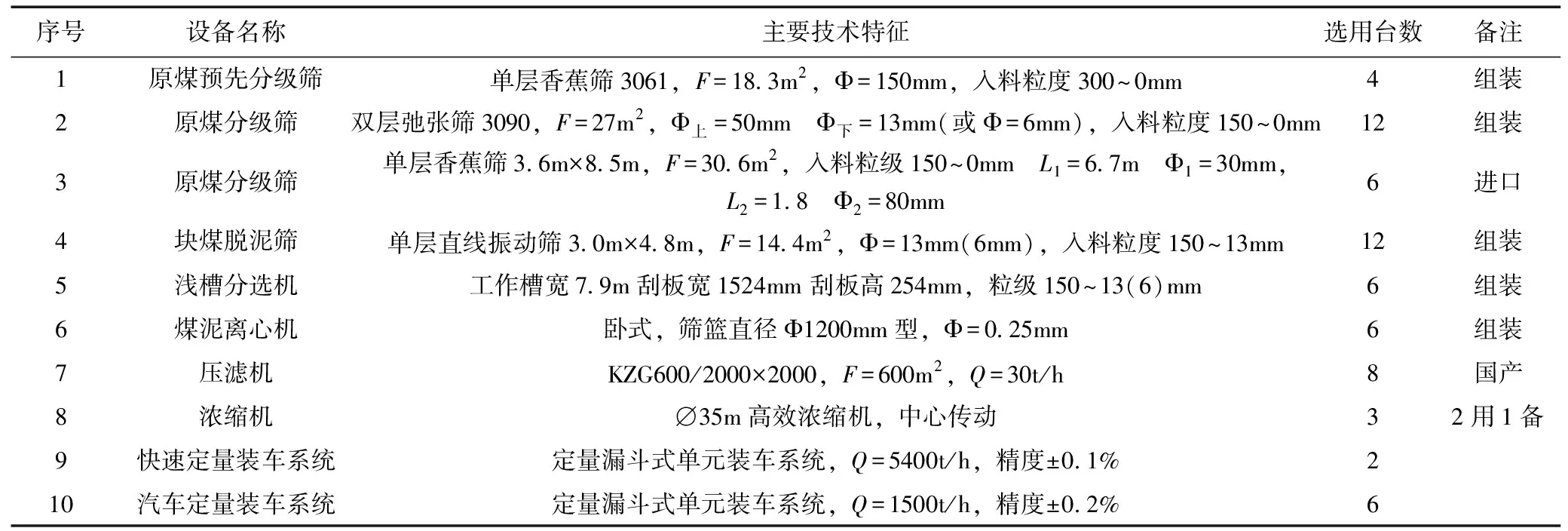
表1 小保当选煤厂主要设备选型
选煤厂原煤仓前系统是矿井和选煤厂联系的纽带,选型能力是否合适直接关系到矿井能否正常生产。由于选煤厂原煤仓前系统带式输送机长度较短,因此其宽度、速度选型均要大于主斜井带式输送机,且要按照选型最大满载运输能力来进行设计。
小保当一号、二号两条主斜井带式输送机设计选型均为:最大输送能力Q=5800t/h,带宽B=2000mm,速度V=5.6m/s,长度L约1730m,角度0°~12°。
小保当选煤厂两条主斜井井口房至原煤仓带式输送机设计选型均为:最大满载运输能力Q=8500t/h,带宽B=2200mm,速度V=5.6m/s,长度L=382/260m,角度9.5°/13.8°。
主斜井带式输送机长约1.7km,现场测量发现会出现瞬时运量超过8000t/h的情况,但其平均处理能力不超过5800t/h,主斜井带式输送机的瞬时运量相当于上仓带式输送机的满载运量。过实际生产证明,此选型可以满足矿井和选煤厂正常生产的要求。
3 安全生产保障和智能化
3.1 安全生产保障
1)矿井来煤均为易自燃煤层,选煤厂设置1套火灾自动报警系统及光纤火灾预警系统,火灾报警控制器与矿井消防系统联网;并设置了完善的消防给排水及灭火设施;同时在原煤仓和产品仓等特别高的建筑物设置电梯,方便巡视人员上下,同时兼做消防电梯使用。
2)小保当矿井为低瓦斯矿井,选煤厂所有原煤仓、块煤产品仓、末煤产品仓、汽车装车仓均设有瓦斯监测报警装置,并进入集控系统予以监控;此外还设有通风设施将瓦斯排出,避免仓内聚积。
3)选煤厂所有设备均设有保护系统:刮板存在断链可能,设计了断链保护器,并接入控制系统;所有带式输送机均设置低速打滑保护、机头堵料保护、两级跑偏保护、拉绳保护;部分带式输送机设置纵向撕裂开关、烟雾保护和超温洒水装置,所有带式输送机两侧设置了防护栏杆;对110kW及以上低压电动机、皮带驱动滚动、所有高压电动机绕组及轴承均设有温度监测传感器,并进入集控系统予以监测,等。
4)设计时充分考虑了职业安全和工业卫生。设计从通风、防尘、减震、降噪、个人健康安全防护等方面考虑设置了完善的职业安全劳动保护措施和工业卫生措施,保障了选煤厂从业人员的生命安全,减少了职业病的发生。
3.2 智能化扩展
智能化选煤厂建设是以人为本的理念在选煤厂设计中的最终体现。小保当智能选煤厂作为小保当智慧化矿山的子系统,在进行设计时充分考虑了智能化的操作需求,由于选煤厂智能化没有统一的设计、建设、验收等标准和规范,因此小保当选煤厂设计时先预留了智能化系统设计接口。接口预留为选煤厂设计提供了扩展空间,为选煤厂建设提供了便利,节省了投资[13,14]。
4 结 语
小保当选煤厂作为榆神矿区(三期、四期)先期建设的特大型动力煤选煤厂,总投资202423.32万元,设计之初就确立了先进技术创新和示范化工程的原则。选煤厂建成后运行情况良好,2019年投入生产运营以来,矿井和选煤厂年均利润50亿元以上,极大提高了企业的经济效益。小保当矿井和选煤厂的建成保障了各用户的用煤需求,其建设符合国家煤炭洗选加工发展规划,使当地的煤炭产品品位得到提高。
猜你喜欢
矿山安全信息(2022年23期)2022-11-24
矿山安全信息(2022年30期)2022-11-24
矿山安全信息(2022年18期)2022-11-24
煤化工(2022年3期)2022-11-21
煤(2022年6期)2022-06-13
矿山机械(2022年5期)2022-05-19
科技创新导报(2021年33期)2021-04-17
劳动保护(2020年4期)2020-11-23
南方周末(2019-08-08)2019-08-08
就业与保障(2009年10期)2009-12-01