
离心压缩机水平剖分机壳密封区加工精度提升方法研究
2022-07-19 12:06白俊峰范海宇刘谦祥孙一鹏
科技创新与应用 2022年21期
白俊峰,范海宇,李 琳,刘谦祥,邢 蕾,孙一鹏
(1.沈阳鼓风机集团股份有限公司透平工艺部,辽宁 沈阳 110869;2.沈阳鼓风机集团股份有限公司质检计量部,辽宁 沈阳 110869;3.哈尔滨北方防务装备股份有限公司,黑龙江 哈尔滨 150000)
离心压缩机水平剖分机壳由上壳和下壳组成,密封区位于机壳轴线的两端,两侧密封区通常用于装配干气密封,由于机壳密封区与干气密封装配要求较为严格,上壳与下壳装配稍有偏差就会导致干气密封无法安装到位甚至在安装过程中造成干气密封与密封区的损伤,装配结构如图1 所示。由于上壳与下壳装配精度是通过锥销进行定位,因此理论上只要将定位销安装到位,机壳密封区不会出现安装偏差,但经调研发现,有些已经加工完成的机壳在定位销安装到位的情况下,密封区也存在偏差情况;同样,在调整至密封区位置准确的情况下,定位销孔又存在偏差,定位销无法安装到位。由此可以判断,导致上述问题的直接原因是机壳的定位销与机壳的密封区存在偏差,故本文对上述问题进行分析,找到造成引发问题的原因,并制定改善措施,以提升机壳密封区的加工精度。
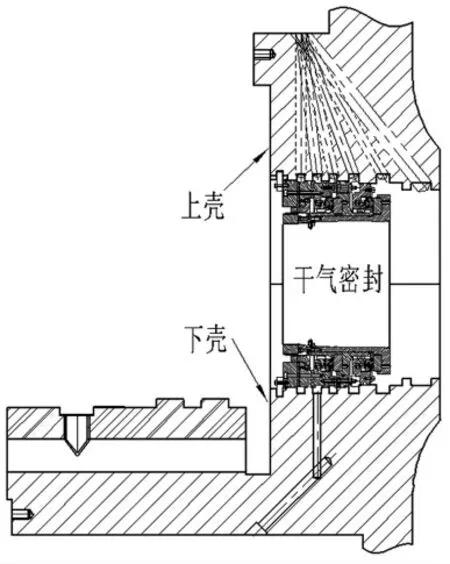
图1 离心压缩机水平剖分机壳密封区与干气密封示意图
1 机壳密封区的加工工艺流程
离心压缩机水平剖分机壳的密封区通常采用粗、精加工的方式进行,其中在精加工密封区前需对定位销孔进行加工,销孔深度及尺寸达到设计要求;随后利用镗床在上壳与下壳装配定位到位并把紧螺栓的情况下进行加工,以避免上、下壳单独加工造成密封区错口情况,其中上壳与下壳装配定位由定位销作为定位基准;待所有机壳加工工序完成后需对机壳进行水压试验;试验合格后对机壳进行综合检查。机壳销孔位置如图2 所示,镗床精加工密封区示意图如图3 所示。因此,机壳的定位销孔与机壳密封区的加工基准必须保持一致。

图2 离心压缩机水平剖分机壳定位销孔位置示意图

图3 密封区精加工示意图
2 影响机壳密封区加工精度的因素
为保证密封区加工完成后不存在错口情况,生产中的各个环节均不得出现偏差,尤其定位销孔的加工与安装是影响密封区加工精度的关键因素。经调研分析,影响密封区错口的原因主要有以下3 种因素。
2.1 定位销孔加工不准确
机壳定位销孔是上、下壳装配的基准,若定位销孔加工质量不良将最终引起上、下壳装配偏差,从而导致密封区装配后错口情况,同时若上、下壳接触平面有铁屑或杂质,将导致上、下壳无法完全贴合,影响销孔加工尺寸精度,造成D1 尺寸与D2 尺寸不同,如图4 所示。
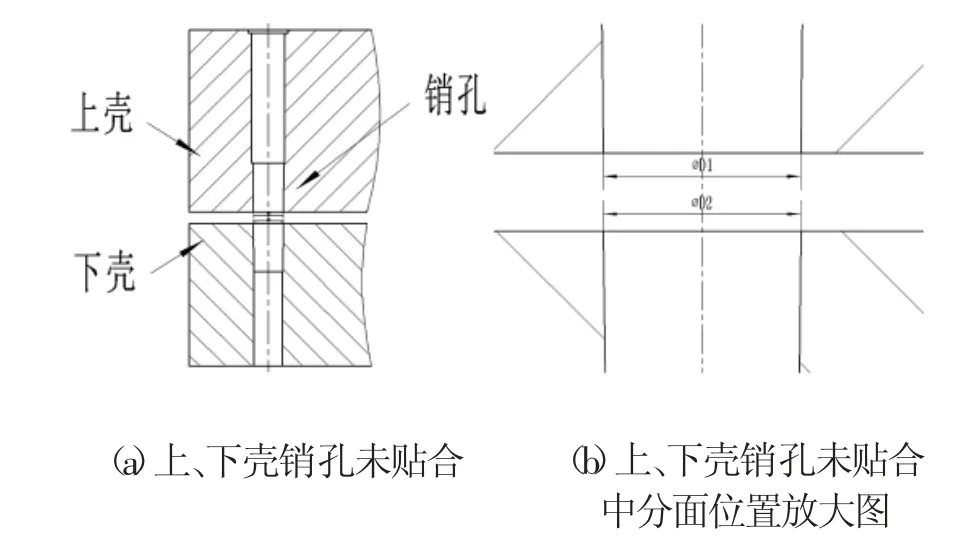
图4 上、下壳接触面未贴合示意图
2.2 密封区精镗前定位销安装不到位
在密封区精镗前,需要安装定位销以保证上、下壳对正,并且采用把合螺栓把紧以避免镗削加工时上、下壳发生相对窜动或者偏移,造成加工完成后位置精度不准确情况。若定位销安装不到位,如图5 所示,就会导致镗床在上、下壳无法对正的情况下进行精加工,而待精加工完成后,一旦定位销安装到位,上壳与下壳发生位置变化,就会造成密封区错口现象,如图6 所示。
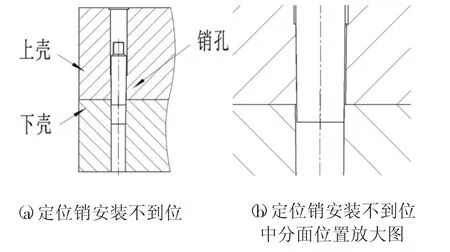
图5 定位销安装不到位示意图
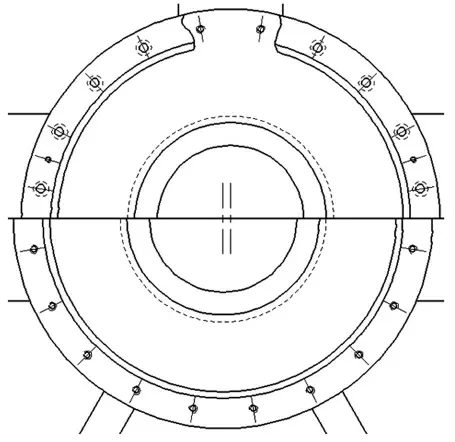
图6 上、下壳未对正示意图
2.3 机壳水压试验时定位销安装不到位
在机壳所有精加工完成后,需对机壳进行承压试验,即水压试验。通常机壳水压试验前需要将上、下壳装配到位,在定位销未安装或者安装不到位的情况,由于水压试验过程中机壳内部压力较高,容易造成机壳变形,从而导致定位销孔错口现象。
3 针对机壳密封区加工不精确因素的改善措施
鉴于在机壳生产过程中影响机壳密封区加工精度的3 个因素,需进行工艺操作优化,其中包括优化钻销孔工序,优化精镗密封区工序和水压试验工序的操作要求。
3.1 钻销孔
首先,清理上、下壳接触平面,保证上、下壳完全贴合,采用塞尺测量,要求上、下壳间隙0.01 mm 以内为合格;其次,在钻、铰销孔前把紧中分面螺栓,以确保加工销孔时上、下壳不会发生窜动;再次,在钻、铰销孔完成后,采用手电查看钻、铰销孔质量,确保销孔没有飞边、毛刺;最后,确定销孔尺寸及粗糙度满足设计图纸要求。
3.2 精镗密封区
首先,清理上、下壳接触平面,同时采用锉刀修磨销孔内的飞边、毛刺,采用清洁布清理定位销孔内的油污、铁屑;其次,将上壳悬空,在上壳销孔中插入定位销,确定销子伸出长度L,如图7 所示,同时在定位销伸出位置均匀涂上铅粉;再次,上、下壳合箱安装完成后,采用塞尺测量上、下壳接触面间隙,要求上、下壳间隙0.01 mm 以内为合格,再采用卷尺测量定位销是否安装到位,在确定下壳厚度H 的情况下,将测量卷尺从下壳向上测量定位销深度,若深度等于H 与L 的差值,即表示定位销基本安装到位,如图8 所示;最后把紧中分面螺栓后,拆卸定位销,查看下壳销孔位置铅粉是否接触均匀,若接触均匀,则确定定位销已完全安装到位,在重新安装定位销后即可进行加工。

图7 定位销伸出长度示意图
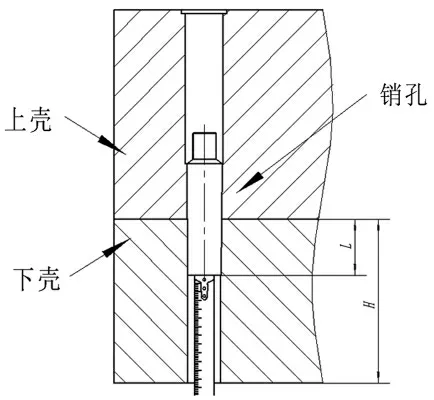
图8 采用卷尺测量定位销方法示意图
3.3 水压试验
在机壳所有精加工工序完成后,需要将上、下壳合箱装配。首先,清理上、下壳接触平面,保证上、下壳完全贴合。同样,采用塞尺测量,要求上、下壳间隙0.01 mm 以内为合格。其次,安装定位销,检查上、下壳接触面间隙值及定位销安装深度,在保证定位销安装到位后将上、下壳把合螺栓把紧。最后,检查机壳两侧密封区中分面位置错口情况,检查位置如图9 所示,若没有错口,方可进行机壳的水压试验工作。

图9 检查密封区位置示意图
4 改善措施的实施与效果
通过车间实际反馈的数据可知,按原工艺方案加工上、下壳,通常的错口率达30%,错口尺寸平均为0.20 mm;通过改善工艺措施的严格执行,机壳的错口率降至5%,错口尺寸平均为0.08 mm。因此,改善方案可有效降低密封区错口情况,提升机壳加工精度。
5 结论
通过梳理离心压缩机水平剖分机壳密封区的加工工艺流程,分析了影响机壳密封区加工质量的3 个因素,经过深入研究制定了工艺改善措施,优化了在定位销孔的加工、密封区的精镗加工、机壳的水压试验的操作过程,细化了工序过程中的检验要求,经实际验证,工艺改善措施基本解决了水平剖分机壳密封区错口问题,为提升离心压缩机的加工制造质量奠定了实践基础。
猜你喜欢
城市轨道交通研究(2022年2期)2022-11-18
设备管理与维修(2022年1期)2022-03-10
建材发展导向(2021年10期)2021-07-16
科学技术创新(2021年5期)2021-03-17
自动化与信息工程(2020年1期)2020-03-20
装备制造技术(2019年12期)2019-12-25
柴油机设计与制造(2019年2期)2019-07-12
中国铸造装备与技术(2017年6期)2018-01-22
科技创新与应用(2017年23期)2017-09-01
船海工程(2017年1期)2017-03-04
