核壳结构氧化锌在半钢子午线轮胎胎侧胶中的应用
2022-07-19 07:01李剑波王文博杜孟成李云峰郭庆飞赵振伟
轮胎工业 2022年2期
李剑波,王文博,杜孟成,李云峰,郭庆飞,赵振伟
(国家橡胶助剂工程技术研究中心,山东 阳谷 252300)
氧化锌是轮胎和橡胶制品生产必不可少的橡胶助剂,在橡胶加工中起到硫化活化、填充补强和导热的作用,能提高胶料的硫化速度以及橡胶制品的抗撕裂和耐磨性能[1-3]。但锌是一种公认的重金属,在轮胎和橡胶制品使用或加工过程中,锌释放到环境中会对水生生物和人体健康造成危害。因此,随着各国对环保的重视,对轮胎和橡胶制品中锌的使用量进行了严格要求,并出台了相应的法律法规。为适应轮胎和橡胶制品无锌或低锌化的发展趋势,研究开发无锌或低锌橡胶助剂成为行业的热点和难点[4-9]。
本研究制备的核壳结构氧化锌是一种低锌橡胶助剂,具有锌含量低、反应活性高、堆积密度小等优点,可等量替代间接法氧化锌直接使用,无需调整轮胎胶料配方及工艺。本工作重点研究核壳结构氧化锌在半钢子午线轮胎胎侧胶中的应用。
1 实验
1.1 主要原材料
天然橡胶(NR),印度尼西亚产品;聚丁二烯橡胶(BR),牌号9000,中国石油大庆石化分公司产品;炭黑N330,山东贝斯塔炭黑厂产品;质量分数为99.7%的间接法氧化锌,国内某公司产品;核壳结构氧化锌,实验室自制。
1.2 配方
生产配方:NR/BR 55/45,炭黑N330 60,间接法氧化锌 3,硬脂酸 2,芳烃油 4,防老剂4020/RD 2/1,硫黄 1.5,促进剂TBBS 1,其他 20。
试验配方:以3份核壳结构氧化锌等量替代间接法氧化锌,其余均同生产配方。
1.3 主要设备和仪器
RW20digital型搅拌机和C-MAG HS7 control型油浴加热仪,德国伊卡(深圳)有限公司产品;1.5 L实验密炼机,德国克虏伯公司产品;GK400N型和GK225N型密炼机,益阳橡胶塑料机械集团有限公司产品;SK-160型开炼机,上海上塑控股(集团)有限公司产品;FTMO-90型平板硫化机,佳鑫电子设备科技(深圳)有限公司产品;TS-2000M型电子拉力试验机和GT-7017-M型热老化试验机,中国台湾高铁检测仪器有限公司产品;MDR200型硫化仪和MV2000型门尼粘度仪,美国阿尔法科技有限公司产品;GT-RH2000型压缩生热试验机,中国台湾高铁科技股份有限公司产品;EM-30Next型扫描电子显微镜(SEM),韩国赛可(上海)有限公司产品;XRD-7000S/L型X射线衍射(XRD)仪,日本岛津(上海)有限公司产品。
1.4 试样制备
1.4.1 核壳结构氧化锌的制备[10]
称取22.2 g氯化钙溶于150 mL去离子水中,转移至500 mL烧瓶中并开启搅拌;称取42.4 g碳酸钠溶于150 mL去离子水中,然后倒入烧瓶中与氯化钙溶液反应,有白色沉淀生成,再加入3 g阴离子表面活性剂搅拌溶解,用电热套加热;称取27.2 g氯化锌溶于150 mL去离子水中,然后转移到恒压滴液管中开始滴加,当烧瓶中的液体沸腾时维持恒温继续滴加,滴加完成后停止加热继续缓慢搅拌避免白色物沉淀,约1 h后停止搅拌,隔夜养晶,时间为15 h;然后抽滤洗涤,滤饼在(110±1)℃下干燥15 h,表面呈淡黄色;取样进行红外光谱和氧化锌含量检测;取样在(550±25)℃下灼烧4 h,再进行红外光谱和氧化锌含量检测。
1.4.2 胶料制备
小配合试验胶料分两段混炼。一段混炼在1.5 L实验密炼机中进行,转子转速为50 r·min-1,混炼工艺为:生胶(35 s)→炭黑、芳烃油及氧化锌等小料(125 s)→清扫→下片排胶(145 ℃);二段混炼在SK-160型开炼机上进行,混炼工艺为:一段混炼胶、促进剂、硫黄,吃料1 min,左右3/4割刀各2次,最小辊距打6个三角包,3 mm辊距打4个卷,下片待测。
大配合试验胶料分两段混炼。一段混炼在GK400N型密炼机中进行,转子转速为45 r·min-1,混炼工艺为:生胶(40 s)→炭黑、芳烃油及小料(45 s)→清扫→排胶(145 ℃);二段混炼在GK225N型密炼机中进行,转子转速为30 r·min-1,混炼工艺为:一段混炼胶、硫黄和促进剂→排胶(108 ℃)。
胶料在平板硫化机上硫化,硫化条件为151℃×30 min。
1.5 性能测试
各项性能均按照相应的国家标准进行测试。
2 结果与讨论
2.1 核壳结构氧化锌分析
2.1.1 微观结构
核壳结构氧化锌的SEM照片和XRD谱分别如图1和2所示。
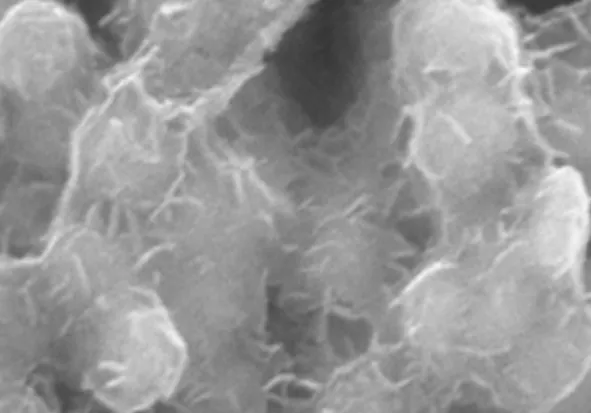
图1 核壳结构氧化锌的SEM照片(放大2万倍)
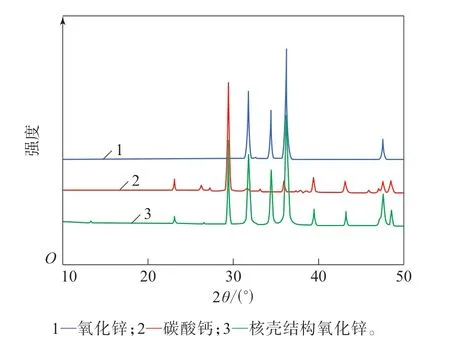
图2 核壳结构氧化锌的XRD谱
从图1和2可以看出,碳酸钙核表面包覆了氧化锌物质。
2.1.2 理化分析
核壳结构氧化锌的理化分析结果见表1。
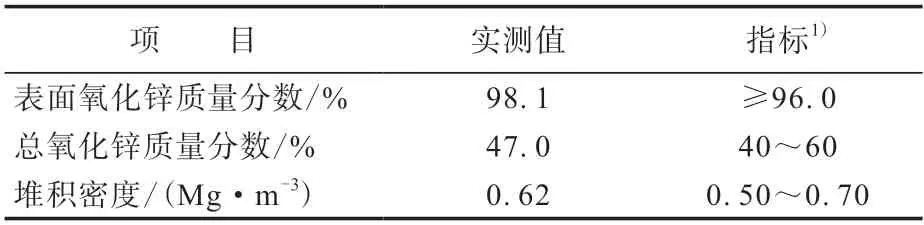
表1 核壳结构氧化锌的理化分析结果
从表1可以看出,核壳结构氧化锌的各项理化性能均达到企业标准要求。
2.2 小配合试验
小配合试验结果见表2。
从表2可以看出,与生产配方胶料相比,试验配方胶料的硫化特性和物理性能相当。说明虽然添加相同用量的核壳结构氧化锌,其总锌含量约为间接法氧化锌的50%,但核壳结构氧化锌的比表面积大、堆积密度小,表面氧化锌起到了活性剂的作用;而间接法氧化锌是实心球状结构,内部氧化锌在加工和使用过程中没有起到活性剂的作用,只起到了填充作用,因而造成极大的资源浪费。
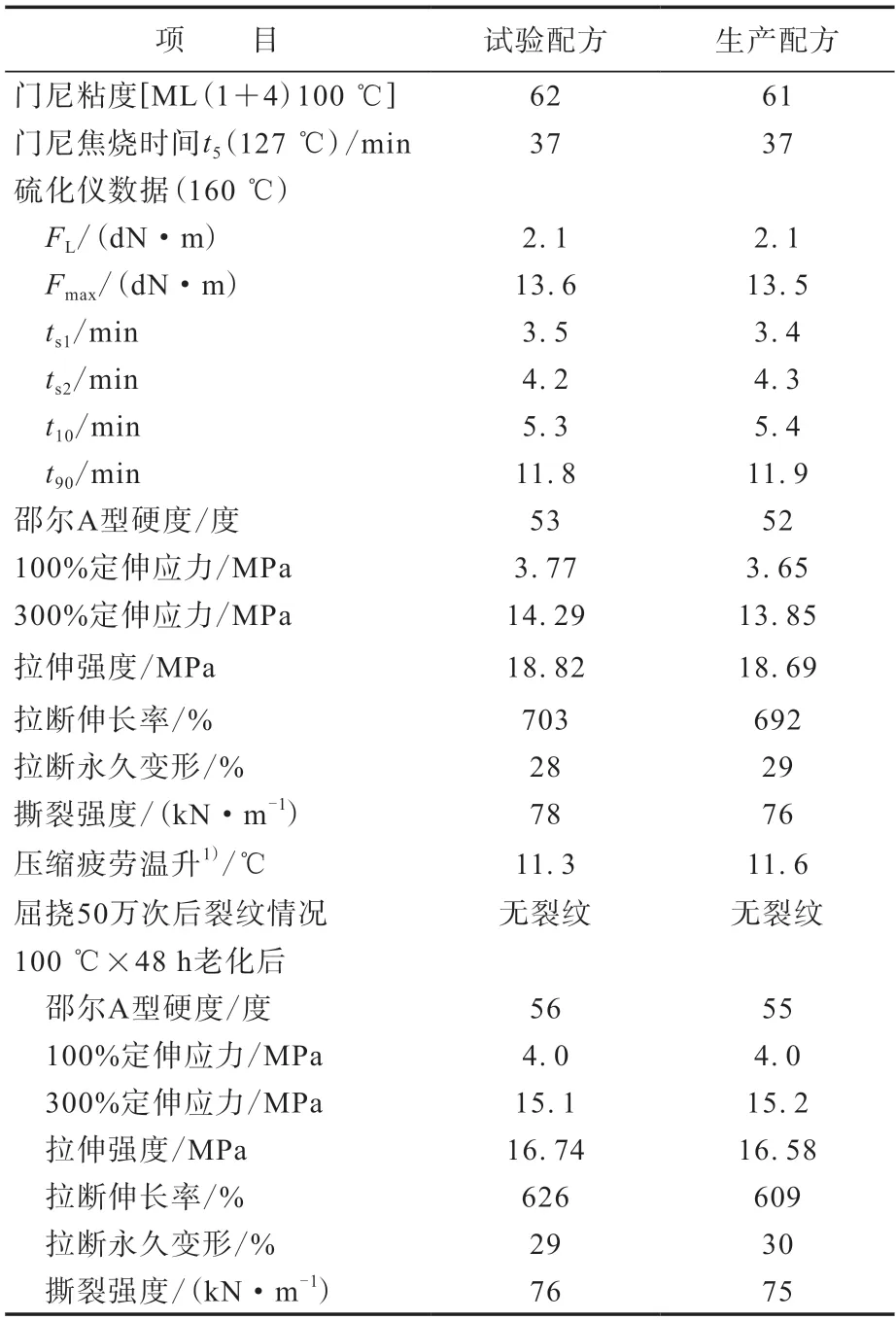
表2 小配合试验结果
2.3 大配合试验
大配合试验结果见表3。
从表3可以看出,大配合试验结果与小配合试验结果基本一致。
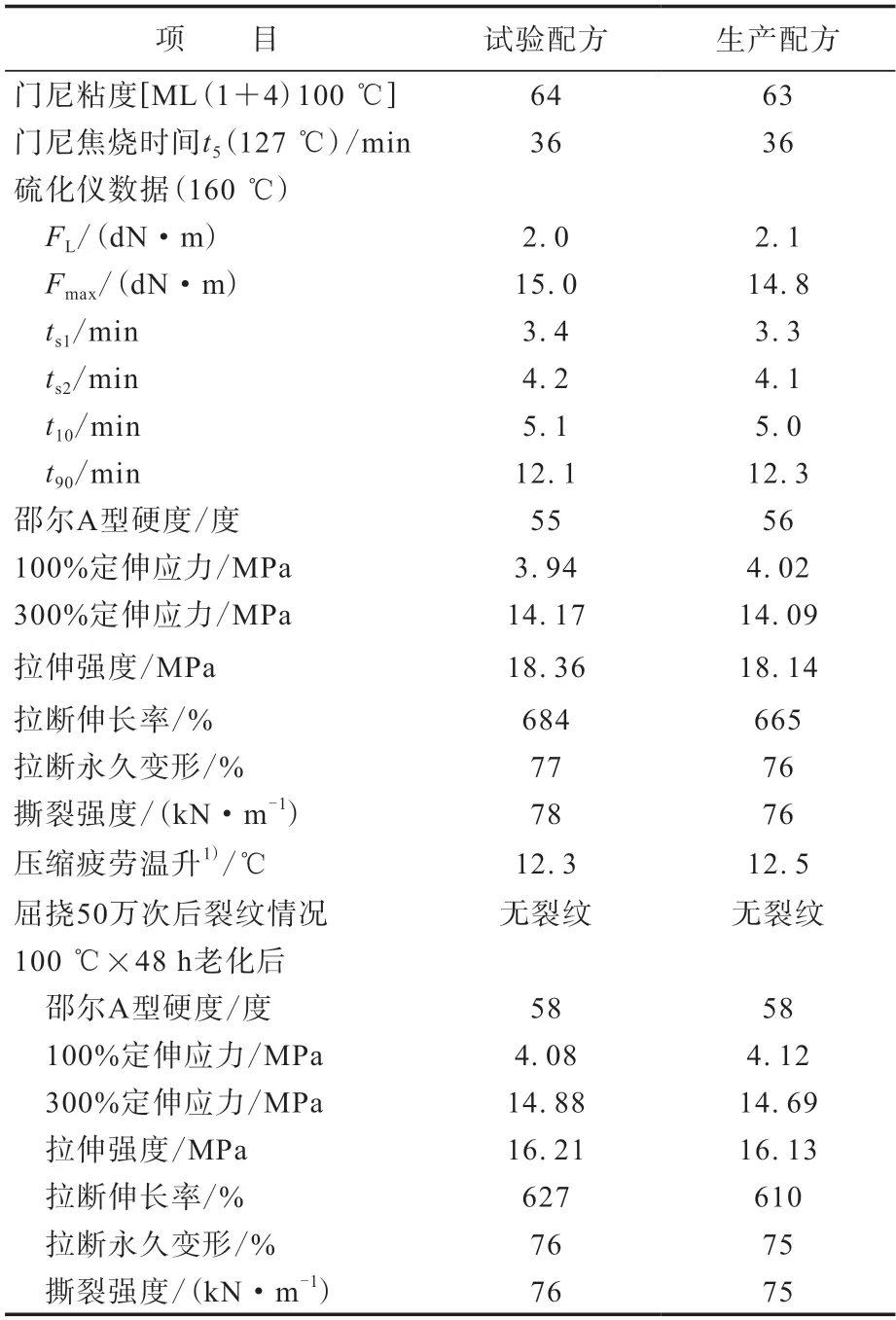
表3 大配合试验结果
2.4 成品试验
采用试验配方胶料制备185/60R14 82H半钢子午线轮胎,并按照GB/T 4502—2016进行耐久性试验,当轮胎行驶24 h后不改变试验条件继续进行试验,直到轮胎破坏为止,试验结果见表4。
从表4可以看出,试验轮胎和生产轮胎的耐久性能均达到国家标准要求,试验轮胎的耐久性能相对较优。
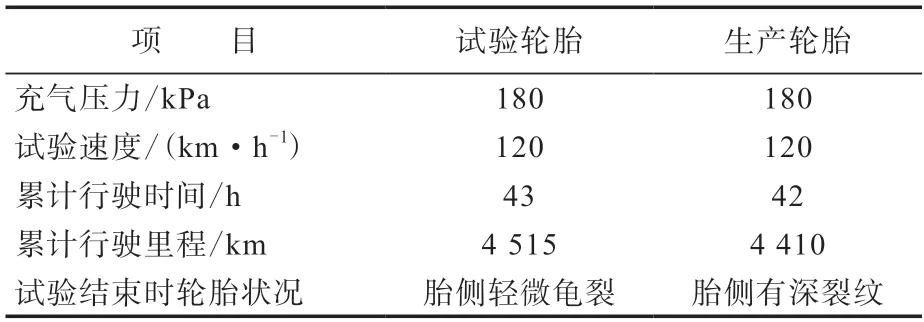
表4 成品轮胎的耐久性试验结果
2.5 经济效益分析
根据2020年6月的原材料价格计算,在半钢子午线轮胎胎侧胶中以核壳结构氧化锌等量替代间接法氧化锌,可节约胶料成本0.08元·kg-1。
3 结论
在半钢子午线轮胎胎侧胶中以核壳结构氧化锌等量替代间接法氧化锌,胶料的硫化特性和物理性能保持良好,成品轮胎的耐久性能达到国家标准要求,同时可为轮胎生产企业节约成本,符合发展低锌轮胎的方向,具有良好的经济和社会效益,可以在轮胎企业中大力推广。
猜你喜欢
养猪(2022年1期)2022-11-21
英语文摘(2022年9期)2022-10-26
轮胎工业(2022年9期)2022-09-30
养猪(2022年3期)2022-06-13
保健与生活(2020年10期)2020-05-28
大经贸(2020年1期)2020-04-07
分析化学(2018年8期)2018-11-01
知识就是力量(2018年3期)2018-03-08
幼儿教育·父母孩子版(2017年12期)2018-02-28
世界热带农业信息(2016年12期)2017-05-23