
稻草基复合材料成型工艺试验及影响
2022-07-13 01:52杨柳
化学与粘合 2022年3期
杨 柳
(西安培华学院 建筑与艺术设计学院,陕西 西安 710061)
引 言
经济的发展增加了木材的需求量。木材资源匮乏已经成了很多国家都需要面临的问题。为缓解木材压力,罗清海总结了秸秆材料在传统建筑中的应用,提出以稻草秸秆为原材料制备板材[1],既能缓解木材压力,又能解决稻草秸秆焚烧污染问题。但传统方法制备稻草刨花板力学性能低、产品终端利用方式少等问题,使得稻草基复合材料的应用受到了很大的限制。因此,如何提高稻草基复合材料性能,增加其使用范围是目前较为迫切需要解决的问题。夏琪琪等人尝试用改性剂增加稻草基复合材料的性能,并针对几种常用改性剂效果进行探讨[2];刘红光则研究了稻草秸秆复合材在建筑中的应用[3]。以上的研究人员从改变性能到改变用途,对稻草基复合材料的应用作出了一定贡献,但仍旧没有解决稻草基复合材料存在的问题。基于此,本文尝试用稻草刨花与杨木单板结合,制备一种用途较广的复合材料。并对该材料制备的包装盒进行设计,体现了其良好的视觉传导效果。
1 材料与方法
1.1 材料与设备
本试验所用材料为:杨木单板,(公称厚度3mm),德州博亿木业有限公司;异氰酸酯(MDI),密度1.220~1.250g/m3,江苏圣仑化工科技有限公司;酚醛胶,河北锦虹工程材料有限公司;氢氧化钠(分析纯),福州利坤源化工有限公司。
本试验所用设备为:植物粉碎机(HT188),曲阜宏泰机械设备有限公司;对流鼓风恒温干燥箱(101-3),郑州南北仪器设备有限公司;拌胶机(2-120),锡山区锡北镇万方木制品厂;预压机(MJ-50),曲阜市杉木机械设备有限公司;热压机(BLYL),盐城市步龙电器有限公司;实验室剖面密度检测仪(DAX5000),格雷康自动检测控制设备有限公司。
1.2 试验方法
稻草基复合材料成型工艺主要分为二次热压成型和一次热压成型方法。复合板材制备工艺为:在稻草板两侧复合一层杨木单板,板材公称厚度为10mm。
1.2.1 材料预处理
(1)用HT188 型植物粉碎机将稻秆粉碎,并用网眼尺寸为10mm×10mm 铁丝网进行过滤,过滤后将滤网上得的稻秆再次进行粉碎。
(2)用10 目网筛进行筛选,取网格上方稻草刨花进行碱工艺处理。碱处理流程为:按照10g∶50mL的料液比,根据稻草刨花质量取浓度为1.5%的碱液适量。将稻草刨花置于碱液中浸泡,浸泡时间为12h。
(3)将处理好的稻草刨花放入101-3 型对流鼓风恒温干燥箱中烘干,烘干的温度和程度为105℃,含水率6%±1%;
1.2.2 二次成型方法
(1)在拌胶机中放入经碱处理后的稻草刨花。同时开启拌胶机和空气压缩机,然后取3%的稻草刨花倒入喷枪中,进行施加。然后再将14%的酚醛胶和适量液体石蜡倒入另一把喷枪中进行喷胶。
(2)在一定速度下进行搅拌,使刨花和胶粘剂也充分混合均匀。将成品置于模框箱中进行手工铺装,得到板胚。在铺装时将四氟乙烯置于垫板与板胚间,防止热压后出现粘板现象。
(3)将板胚置于MJ-50 型预压机中进行预压,预压时间为15~20s。预压结束后取出板胚,拿掉模框箱,并在板胚上方再次放置一块四氟乙烯膜和垫板。
(4)将板胚置于BLYL 型热压机中热压成型,热压时间和温度分别为2.0min 和150℃。热压结束后,取出板胚,待其自然冷却,使用100 目砂纸对板胚进行砂光,将表面污染物和预固化层去除,使板胚表面光滑,厚度一致。
(5)将酚醛树脂胶涂刷在杨木单板背面,然后在稻草板的两侧各粘贴一层杨木单板。粘贴时要注意杨木单板的正面向外,背面与稻草板粘结。放置30min 后进行二次热压。涂胶量分为3 个水平,A:110g/m2;B:130g/m2;C:150g/m2。
(6)用厚度规进行定厚,热压温度和时间分别为150℃和10min。
具体制备流程如图1 所示:
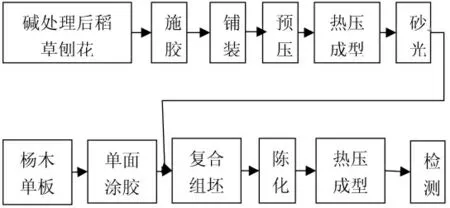
图1 二次热压成型工艺流程图Fig. 1 The process flow chart of two times hot pressing
1.2.3 一次成型方法
(1)按照1.2.2 节方法对经过处理的稻草刨花施胶,在杨木单板背面涂胶。涂胶量的三个水平分别为:D:55g/m2;E:65g/m2;F:75g/m2。
(2)将单面涂胶的杨木单板铺放在底层垫板上,将模框箱放在垫板上。将拌胶稻草刨花置于模框箱内进行手工铺装,在铺装时注意尽量使刨花均匀。
(3)完成后按照1.2.2 节步骤(3)进行预压。然后置于BLYL 型热压机中热压成型,热压时间和温度分别为20min 和150℃。热压结束后冷却。
具体制备流程如图2 所示:
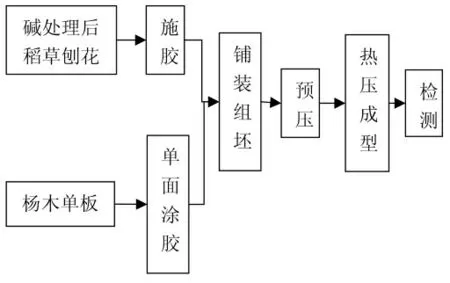
图2 一次热压成型工艺流程图Fig. 2 The process flow chart of one time hot pressing
1.3 性能测定
1.3.1 力学性能测定
参照《刨花板第4 部分:在干燥状态下使用的结构用板要求》、《人造板及饰面人造板理化性能试验方法》及《胶合板》中有关胶合强度的检测方法对制备的板材进行力学性能测定。具体步骤为:
(1)将复合板材从热压机中取出后,置于室温条件下静置24h,使其完全自然冷却,根据检测需求锯成相应尺寸的试件。
(2)将试件放置于温度20℃,相对湿度65%条件下,直至质量恒定后检测其性能。根据规定,复合墙板内强度(IB) 应不小于0.40MPa;静曲强度(MOR)不小于17MPa;弹性模量(MOE)不小于2.30GPa;吸水厚度膨胀率(24hTS)不大于16%;湿胶合强度(WBS) 和干胶合强度(DBS) 均不小于
0.7MPa;A 为冲击韧性。
1.3.2 剖面密度检测
用DAX5000 型实验室剖面密度检测仪对原吸水厚度膨胀率试件进行剖面密度检测。
2 结果与讨论
2.1 两种成型方法的优劣对比
表1、表2 分别为二次热压成型和一次热压成型复合板材的性能检测结果。综合表1、表2 可知,二次热压成型制备的复合板材内结构强度没有达到标准,而一次热压成型制备的复合板材内结构强度达标。这是因为试件破坏位置发生在稻草芯层。稻草芯层作为弱结合层,胶接程度直接决定内结合强度的状态。在二次热压过程中,稻草板被进一步压缩,内部已经胶接好的单元遭受一定破坏,降低了复合板的内结合强度。而一次热压成型制备的复合板,杨木单板与稻草层一起受压。受稻草松软材质的影响,在压缩过程中,稻草芯层密度相对升高,在一定程度上增加了复合板材的内强度。证明一次热压成型方法比二次热压成型方法更佳。
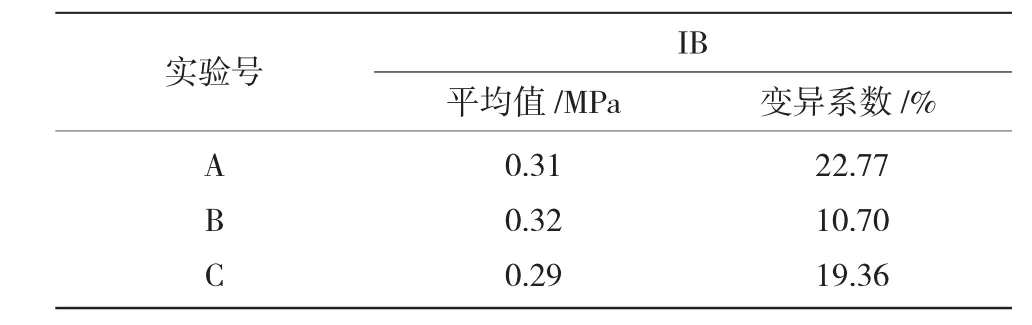
表1 二次热压成型复合板材的内结合强度Table1 The internal bonding strength of composite board prepared by two times hot pressing

表2 一次热压成型复合板材的内结合强度Table 2 The internal bonding strength of composite board prepared by one time hot pressing
2.2 涂胶量对复合材料性能影响
表3 为涂胶量对复合板材性能的显著性,显著性概率值小不大于0.05 时,该因素对复合板材的性能有较大影响。由表3 可知,在二次热成型方法中,涂胶量仅对弹性模量产生影响, 基本可认定以二次成型方法制备复合涂料,涂胶量几乎不对复合板材性能产生影响。在一次热成型的过程中,涂胶量对多个性能都有显著影响,这是因为在制备过程中,稻草芯层与单板表层在一起铺装热压过程中,稻草刨花施加的胶粘剂与单板表面的胶粘剂相互渗透扩散,均匀分布在两者的内部。胶粘剂固化后形成“胶钉”,从而表现出良好的粘结性能。因此单面最佳涂胶量为75g/m2。

成型方法性能 MOR MOE IB 24hTS A WBS DBS二次成型一次成型0.063 0.019 0.009 0.000 0.355 0.004 0.135 0.480 0.500 0.222 0.320 0.001 0.600 0.104
2.3 剖面密度对复合板材性能影响
表4 为复合板材芯层稻草板剖面密度检测结果。由表4 可知,二次热成型方法制备的复合板材平均厚度为5.08mm,一次热成型方法制备的板材平均厚度为3.92mm;二次成型的厚度明显大于一次成型。这是因为复合板材在二次成型的过程中,再一次被压缩,使稻草板内部已经固化的胶接结构受到了破坏,进而导致与胶接性能有关的性能变差。同时,二次成型复合板材芯层平均密度约为0.92g/cm3,一次成型复合板材芯层平均密度为1.15 g/cm3。这就说明一次成型方法可使芯层稻草压缩的较为紧密,提高稻草板的平均密度。

表4 复合板材芯层稻草板剖面密度检测结果Table 4 The test results of sectional density of straw board in core layer of composite board
2.4 MDI 对复合板材性能的影响
复合板材性能受MDI 施胶量影响,以同等条件,将MDI 施胶量做为变量设计3 种水平试验。3 组试验分别为:G:MDI 含量2%;H:MDI 含量1%;K:MDI 含量0%。分别检测该水平下,复合板材的性能,检测结果如表5 所示。由表5 可知,三组试验湿强度均为达到标准;1%和0%含量的复合板材内强度也未达到标准要求,其余性能指标符合标准要求。
表6 为通过研究MDI 施胶量对复合板材性能单因素方差分析,得到的显著性概率值。由表6 可知,只有24h 吸水厚度膨胀率显著性超过0.05.这就说明MDI 施胶量对复合板材各个性能都有显著影响。因此,在制备该复合板材时,需考虑使用环境,若在条件宽松的室内环境下使用,则可不添加MDI 胶粘剂。若使用条件相对较严格,可以添加2%的MDI胶粘剂改善板材的各方面性能。

表5 不同MDI 施胶量复合板材性能测试结果Table 5 The performance test results of composite board with different MDI sizing amounts
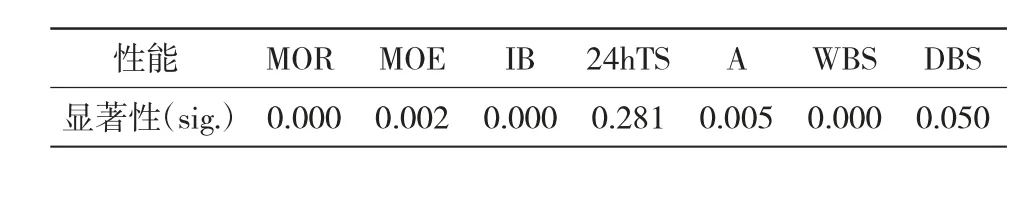
表6 MDI 对复合板材性能影响的显著性Table 6 The significance of MDI to the properties of composite board
3 结 论
本文分别使用一次热压成型和二次热压成型工艺制备稻草基杨木单板复合材料。并对两种工艺制备的复合板材力学性能进行检测,探讨了成型方法、杨木单板涂胶量、剖面密度和MDI 胶粘剂含量对其性能的影响。得到的具体结论如下:
1)综合考虑两种成型工艺对性能影响可知。一次成型工艺制备的复合板材各方面性能皆优于二次成型工艺。因此一次成型工艺为复合板材的较佳制备工艺。
2)一次成型工艺中,涂胶量对复合板材各方面性能皆有很多影响。综合考虑,选择75g/m2为杨木单板的最佳涂刷量。
3)二次成型热压工艺会破坏稻草内部胶接结构,导致与复合板材胶接性能有关的各项性能变差。而一次成型方式能将稻草芯压缩的更为紧密,此时的平均密度约为0.92g/m3。
4)MDI 含量对复合板材各方面性能皆有影响,在条件较为宽松的室内环境可不添加MDI。若使用环境条件较为严格,则需要添加2%的MDI 胶粘剂增加其强度。
5)通过对复合板材进行的设计,证实本文制备的复合板材有良好的视觉传导,可直接用于生活包装盒的制备。
猜你喜欢
关东学刊(2022年3期)2022-10-14
遵义医科大学学报(2022年4期)2022-08-30
林产工业(2022年4期)2022-04-20
爆炸与冲击(2021年4期)2021-05-06
兵器装备工程学报(2021年4期)2021-05-06
林产工业(2021年4期)2021-05-06
绿色科技(2020年1期)2020-11-29
绿色科技(2020年1期)2020-04-19
江河文学(2018年4期)2018-11-12
中国舰船研究(2018年3期)2018-06-24
