
铝合金H21钢挤压模热处理工艺研究
2022-07-12 06:43谭赞良陈向荣何孝美
金属加工(热加工) 2022年6期
谭赞良,陈向荣,何孝美
1.郴州职业技术学院 湖南郴州 423000
2.丰利热处理有限公司 湖南郴州 423000
1 序言
铝合金挤压模不仅需要具有较高的硬度,还需要具有良好的耐磨性和抗咬合性能。此外,由于铝合金在挤压成形时模具温度一般在450~550℃,所以模具还需要具有良好的热硬性,因此铝合金挤压模的使用寿命一般较低。如铝合金型材H21钢挤压模(凹模尺寸为φ110mm×45mm,凸模尺寸为φ106mm×35mm),采用常规热处理工艺(淬火+回火),一般在挤压型材2000~3000m后,模具表面便出现拉毛现象,需修复后才能使用,模具使用寿命短,生产效率低。因此,如何提高铝合金挤压模的耐磨性、抗咬合性和热硬性是亟需解决的问题。通过反复试验,发现采用硫-碳-氮三元共渗工艺,特别是真空硫-碳-氮三元共渗工艺,可以很好地提高铝合金挤压模的耐磨性、抗咬合性和热硬性,从而大大提高模具使用寿命。
2 硫-碳-氮三元共渗工艺
铝合金型材H21钢挤压模经过淬火、回火后,进行硫-碳-氮三元共渗处理[1]。三元共渗时先渗氮,在形成高硬度的渗氮层后,再进行硫-碳-氮三元共渗,共渗时混合气体中氨气、乙醇与CS2的体积比为75 : 2 : 1。通过硫-碳-氮三元共渗处理,可在模具表面形成高硬度的渗氮层,以及具有减磨、润滑作用的硫化物层,从而提高铝合金挤压模的耐磨性、抗咬合性和热硬性[2]。通过硫-碳-氮三元共渗处理后,H21钢铝合金型材挤压模可挤压型材20000m以上,其热处理工艺如图1所示。
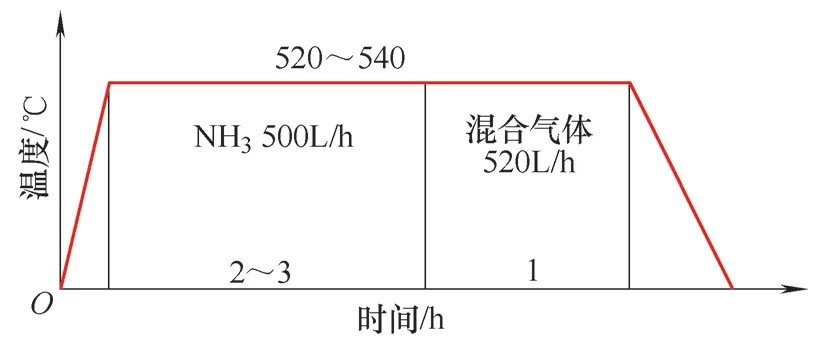
图1 铝合金型材H21钢挤压模硫-碳-氮三元共渗热处理工艺
3 真空硫-碳-氮三元共渗工艺
真空硫-碳-氮三元共渗是一种在真空状态下进行的热处理工艺[3],通过真空硫-碳-氮三元共渗,可以很好地提高铝合金挤压模的耐磨性、抗咬合性和热硬性,从而大大提高铝合金挤压模的使用寿命。由于真空对模具表面有净化作用,有利于硫、碳、氮原子被钢件表面吸收,因此可增加共渗速度。另外,在真空加热中,气体分子的自由能增大,气体扩散迅速,也可增加共渗速度,因此采用真空共渗可以缩短共渗时间,提高共渗效果。由于铝合金型材挤压模形状较复杂,所以采用脉冲式真空三元共渗工艺进行。
铝合金型材挤压模真空硫-碳-氮三元共渗工艺过程如下。
3.1 清洗、装炉
先对铝合金型材挤压模进行清洗,去除表面的油污、脏垢,然后将模具单层辅放在不锈钢网上,各层网之间用不锈钢框架隔开,并与料框捆牢,最后装入真空炉内。
3.2 淬火、回火
1)装炉完毕后真空炉开始抽真空,当真空度达到1.3×102Pa左右时将真空炉通电加热,并且同时继续抽真空,直到真空度为1.3Pa。
2)加热到850℃左右, 真空度为1.3Pa,保温1h,对模具进行预热。
3)继续加热到1100℃,真空度为25Pa,保温0.5h,对模具进行加热。
4)通入氮气冷却,对模具进行淬火。
5)加热到570℃,真空度为500P a,保温2h后,通入氮气冷却,对模具进行回火。
3.3 真空硫-碳-氮三元共渗
真空硫-碳-氮三元共渗介质为氨气、乙醇和CS2,为获得良好的渗层组织,必须控制好CS2的通入量,这是因为过厚的渗层、过高的硫含量,都会使渗层脆性增大,易产生剥落,同时过量的硫化物会阻止碳、氮的渗入,使共渗速度减慢。另外,硫化物虽然具有减磨、润滑作用,但与基体的结合力差,只有附着在高硬度的基体上,才能充分发挥硫化物的减磨、润滑作用。因此,采用先渗氮,在形成高硬度的渗氮层后,再进行硫-碳-氮三元共渗,共渗时混合气体中氨气、乙醇与CS2的体积比为75 :2 : 1。
1)加热到520~540℃,真空度为1.3Pa,保温0.5h,对模具进行预热。
2)温度保持在520~540℃,通入氨气,真空度为500Pa时,停止介质供应,停止抽真空,保持炉内压力不变并维持适当时间,在此时间内模具渗氮;之后抽真空,使炉内废气排出并得到较高的真空度(60Pa),在此时间内氮自模具表面向内扩散。
如此,送气、抽气交替进行(脉冲),模具的渗氮与氮向内层扩散同时进行,一般需1h才可形成高硬度的渗氮层。
3)温度保持520~540℃,通入混合气体,进行脉冲硫-碳-氮三元共渗,方法与上述相同,一般需0.5h才可使硫化物很好地附着在渗氮层表面,形成硫化层。
4)通入氮气进行冷却。
硫-碳-氮三元共渗后,渗层厚度为0.2 ~0.25mm,硫化层厚度为14μm。当模具温度达到650℃时,模具硬度虽然会有所下降,但由于渗层硬度很高,只有当模具温度达到750℃时,表面硬度才会降至48~52HRC。
4 铝合金21H钢挤压模热处理工艺
铝合金H21钢挤压模热处理工艺如图2所示,真空硫-碳-氮三元共渗真空度控制曲线如图3所示。
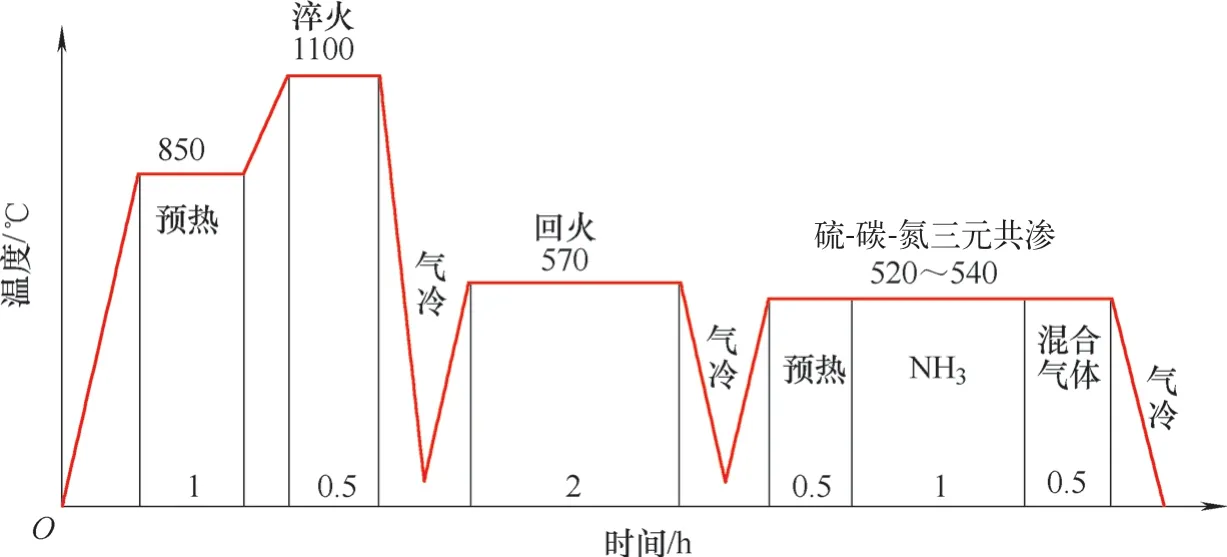
图2 铝合金型材H21钢挤压模热处理工艺
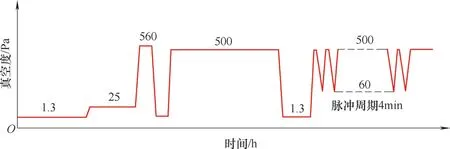
图3 真空硫-碳-氮三元共渗真空度控制曲线
铝合金型材挤压模采用真空硫-碳-氮三元共渗工艺后,模具具有很好的耐磨性、抗咬合性和热硬性,模具使用寿命有了很大地提高,可挤压型材10万m以上。
5 结束语
通过采用硫-碳-氮三元共渗工艺,特别是真空硫-碳-氮三元共渗工艺,铝合金H21钢挤压模的耐磨性、抗咬合性和热硬性有了很大地提高,从而大大延长了模具的使用寿命。采用真空硫-碳-氮三元共渗后,铝合金H21钢挤压模的使用寿命是常规热处理工艺的40~50倍。
猜你喜欢
金属热处理(2022年8期)2022-09-05
金属加工(热加工)(2022年5期)2022-06-21
金属加工(热加工)(2022年5期)2022-06-21
石材(2022年3期)2022-06-01
陶瓷学报(2021年4期)2021-10-14
上海大中型电机(2021年2期)2021-07-21
现代计算机(2020年32期)2021-01-18
模具制造(2019年3期)2019-06-06
读写算·素质教育论坛(2017年12期)2017-06-27
科技视界(2016年11期)2016-05-23
