
角接头电弧行为数值分析模型
2022-07-11 10:36龚祺龙王学礼王加友胥国祥
江苏科技大学学报(自然科学版) 2022年2期
苏 娜,龚祺龙,李 林,王学礼,王加友,朱 杰,胥国祥
(江苏科技大学 江苏省先进焊接技术重点实验室, 镇江 212100)
电弧等离子体物理特性与电弧、力源作用特征密切相关,决定了焊接物理过程的产生与演变.较于简单接头,角接头、窄间隙焊[1]等几何特征复杂,对电弧约束影响较大,同时,电极也常处于倾斜或摆动状态,故电弧动态行为更为复杂.然而受到弧光、设备条件和电磁干扰等因素的影响,采用实验方式直接对电弧进行观测非常困难.因此,通过数值模拟方法研究角接头焊接电弧物理特性和动态行为,有助于全面理解焊接物理机制,继而提高焊接质量的可靠性,具有重要的学术和工程价值.
目前学者已对电弧焊开展了大量数值模拟研究,但主要集中于焊接温度场[2]、熔池流体流动[3-4]等方面;针对电弧物理特性的研究相对较少,且主要局限于堆焊等简单接头.文献[5]研究发现金属蒸气会使弧柱内的电弧温度大大降低,造成电弧电压增加.文献[6]通过建立电弧数值分析模型,研究二维平板对接焊接过程电弧行为.文献[7-8]基于数值分析结果证实了GMAW焊电弧电流密度分布特征与电极倾斜角度及液态熔池表面形态的相关性.文献[9]则对双电极TIG焊电弧及熔池物理过程进行了模拟计算,分析了电弧与熔池之间的相关影响,但其模型仍仅限于堆焊过程.
文献[10]同样建立仅限于简单接头电弧数值模拟.可见,目前针对应用最为广泛的复杂接头,仍然缺乏电弧物理特性及动态行为的研究.
文中综合考虑接头夹角对电弧等离子体物理特性,建立了电极倾斜条件下角接头TIG焊电弧行为三维非对称数值分析模型,研究了电弧焊电弧物理特性和动态行为特征,对于深入理解T型接头、窄间隙焊等复杂接头电弧物理特性、优化焊接工艺参数和提高焊接过程稳定性具有重要意义.
1 实验
图1为角接头TIG焊接示意.母材为Q235低碳钢板;焊机为Frounius 数字化TIG焊机.焊接过程中,工件与电极中心轴线夹角为45°;焊接电流为180 A;电弧电压为20 V;焊接速度为0.6 m/min;保护气体为纯Ar.为了对比分析不同接头夹角的电弧行为,接头夹角分别取60°、90° 和120°.
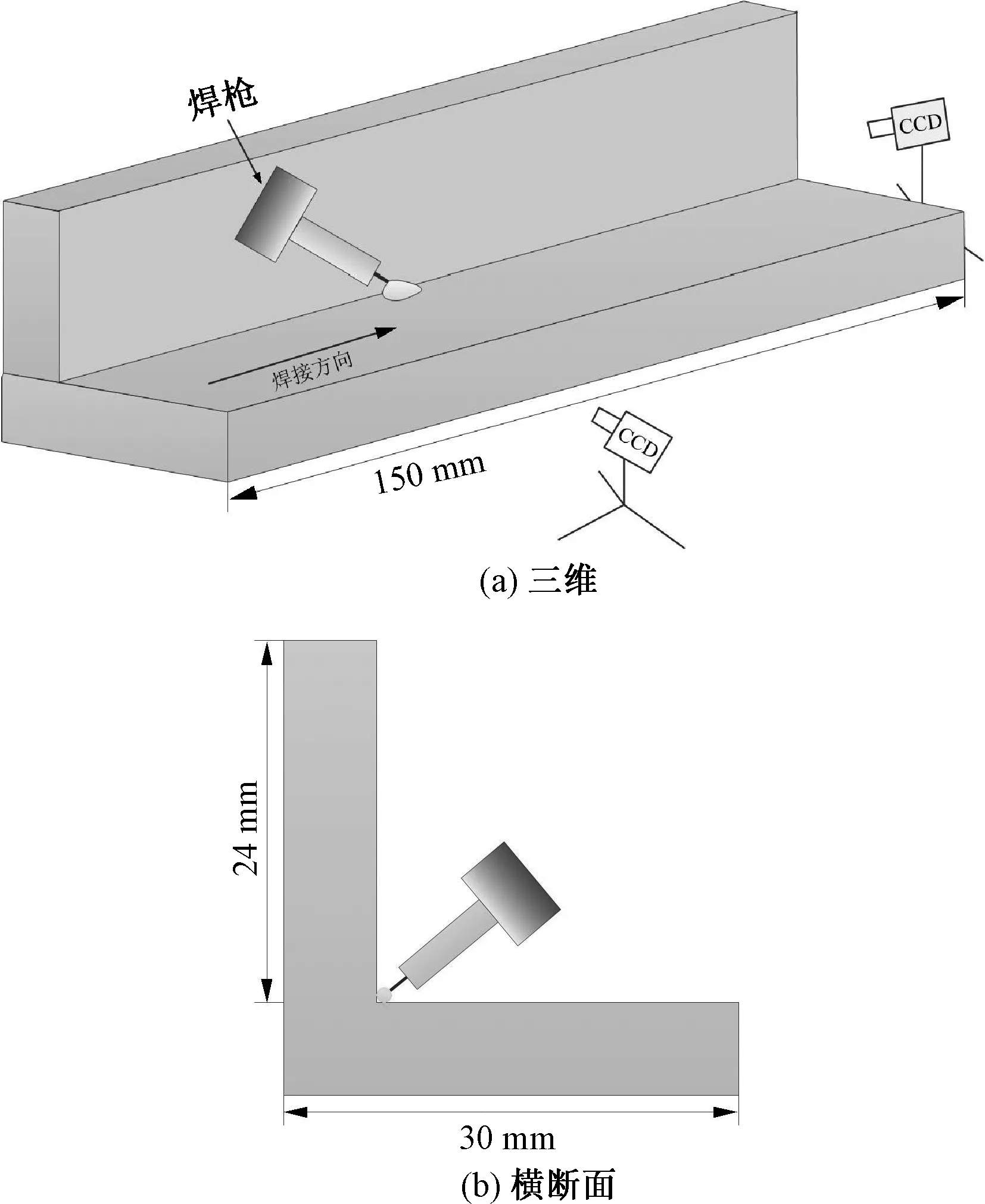
图1 角接头TIG焊接示意
2 数值分析模型
2.1 基本假设与控制方程
由于电弧物理过程十分复杂,为了提高计算效率,将研究重点放在焊接接头对电弧物理特性影响,需对模型进行简化[11].电弧等离子体假定为不可压缩层流流体,并处于局部热力学平衡状态;忽略重力和粘性耗散;电弧气体为纯氩;电弧等离子满足光学薄性质;忽略熔池表面产生的金属蒸汽;钨极端部假定为平面.在电弧数值分析过程需要涉及控制方程如下.
质量连续方程:
(1)
式中:ρ为密度,v为速度矢量.
能量守恒方程:
(2)
式中:h为热焓;T为温度,cp为比热;k为热导率;kb为波尔兹曼常数;e为电子电量;σe为电导率;SR为辐射热损失.
(3)
(4)
(5)
式中:vx,vy,vz为速度分量;P为压强;μ为粘度系数;jx,jy,jz为电流密度分量;Bx,By,Bz为磁场强度分量.
电流连续方程:
(6)
电流密度分量:
(7)
磁场分量:
(8)
(9)
(10)
(11)
式中:φ为电势;Ax、Ay、Az分别为x、y、z3个方向上的磁矢量分量;μ0为真空磁导率.
2.2 网格划分与边界条件
图2给出了计算区域示意图.为了简化模型,电极端部电流密度采用平均分布模型:
抛填片石、黏土比例一般按1:1,片石强度要求≥30MPa,尺寸约15~25cm。黏土需具有较好的黏性,一般采用将黏土润湿捏成黏土球,直径约10~15cm,或者采用抛填袋装黏土方式,效果强于将黏土散投入孔。对于埋深较深或洞高较大的溶洞,为加强填充圆台的稳固性能,可掺入适当PO32.5级水泥,水泥用量占黏土的1/3左右,水泥采用袋装抛填方式较好。也可采用在抛填片石黏土中掺入稻草、麻绳的方式,稻草、麻绳能起到加筋效果,能有效提高片石、黏土圆台的稳固性能。
(12)
式中:I为焊接电流,Rw为电极半径,具体边界条件见表1.
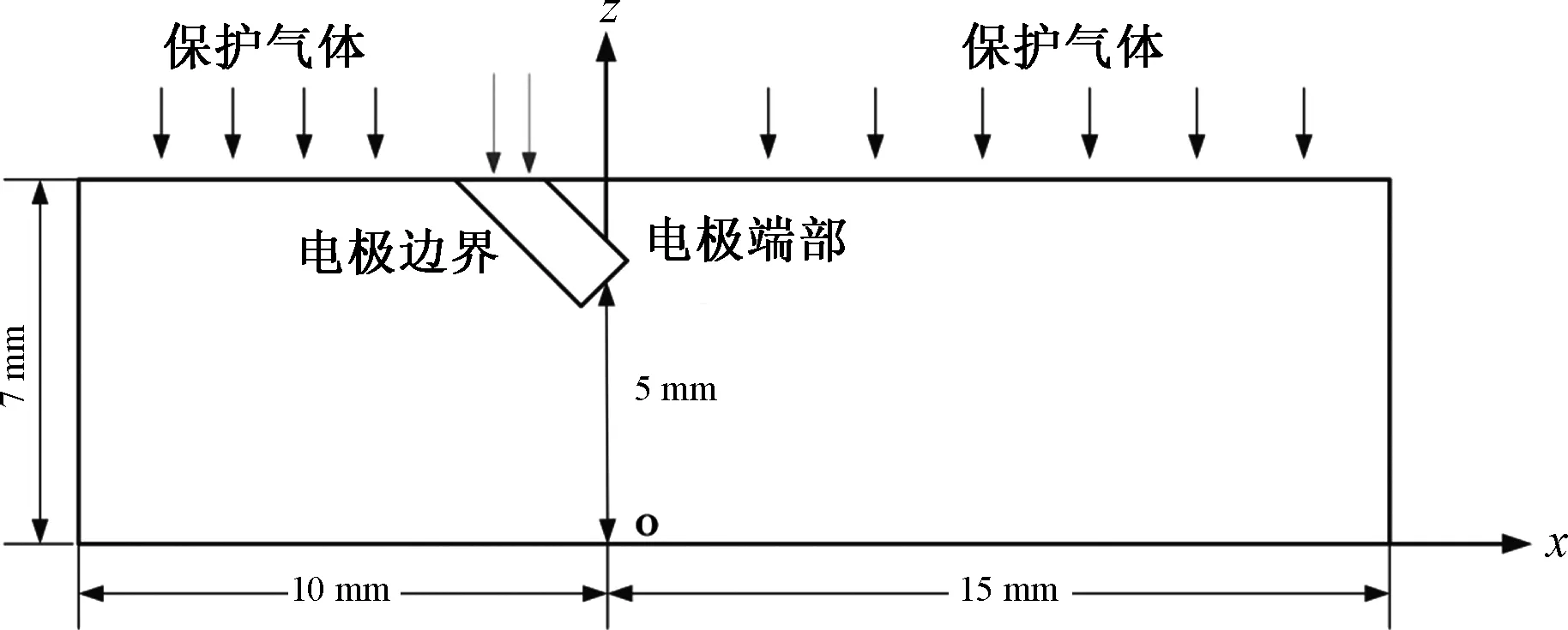
图2 计算区域示意图
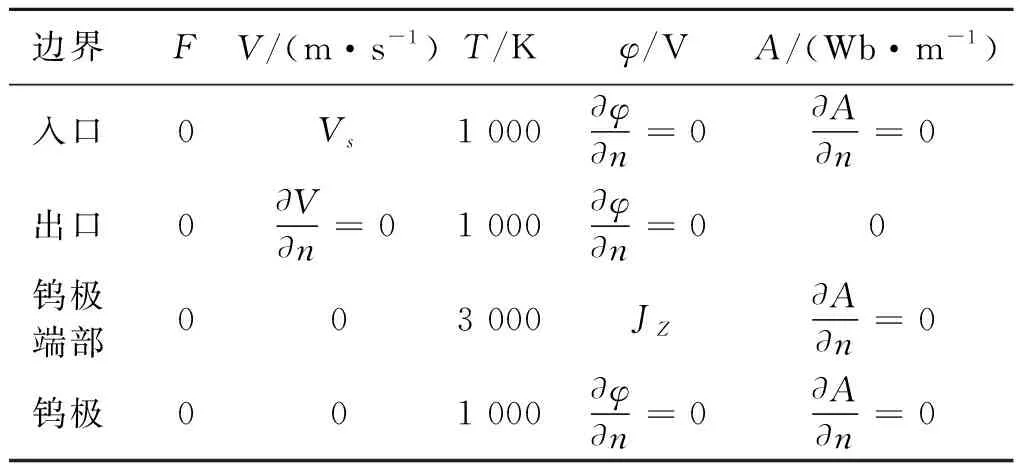
表1 电弧模型边界条件
计算过程中,混合等离子体物性参数见文献[11-12].为了提高计算效率,对几何模型进行非均匀网格划分,见图3和图4;最小网格尺寸为0.02 mm;同时,采用非均匀时间步长,最小时间步长为10-4s.
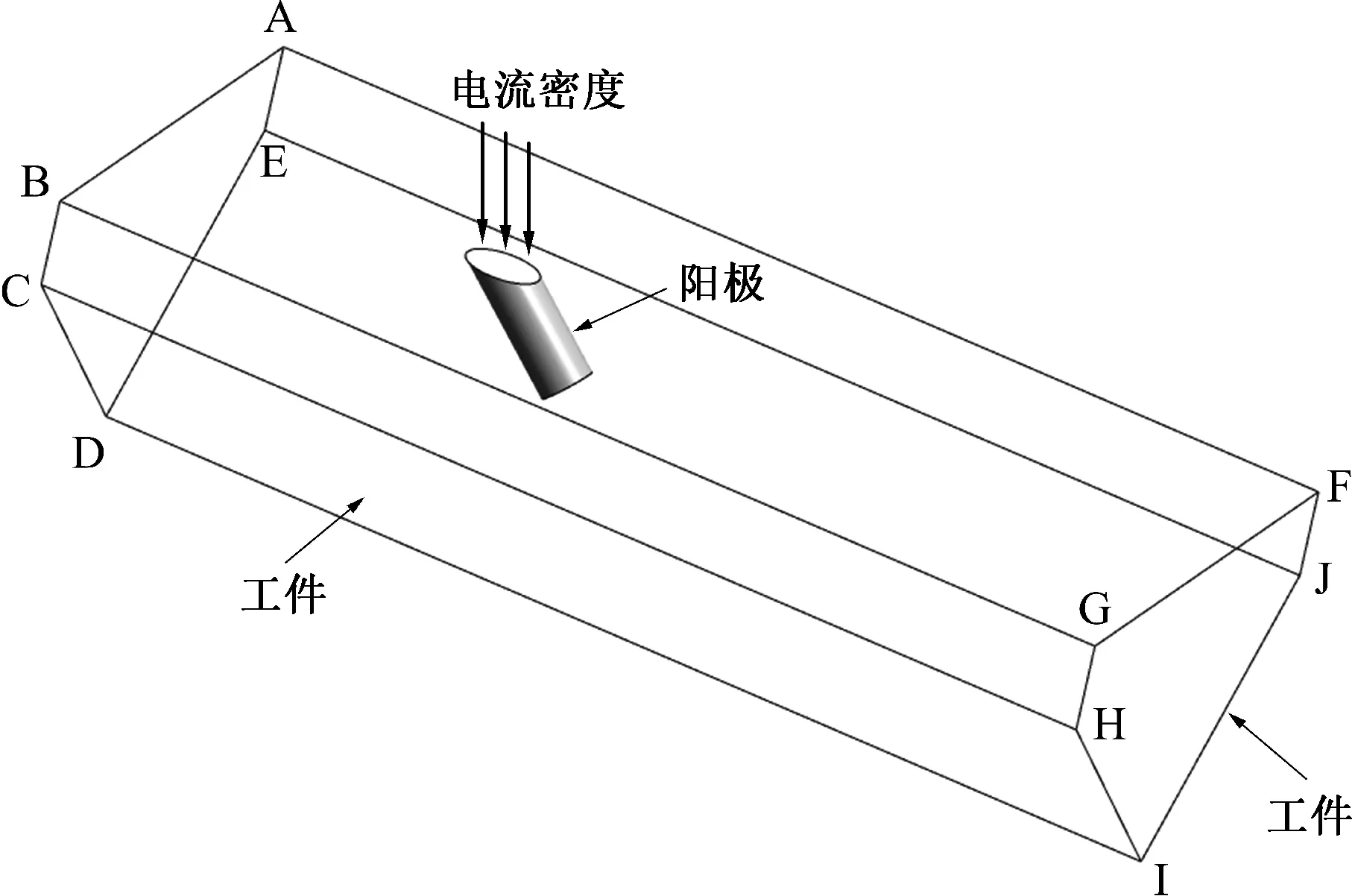
图3 几何模型
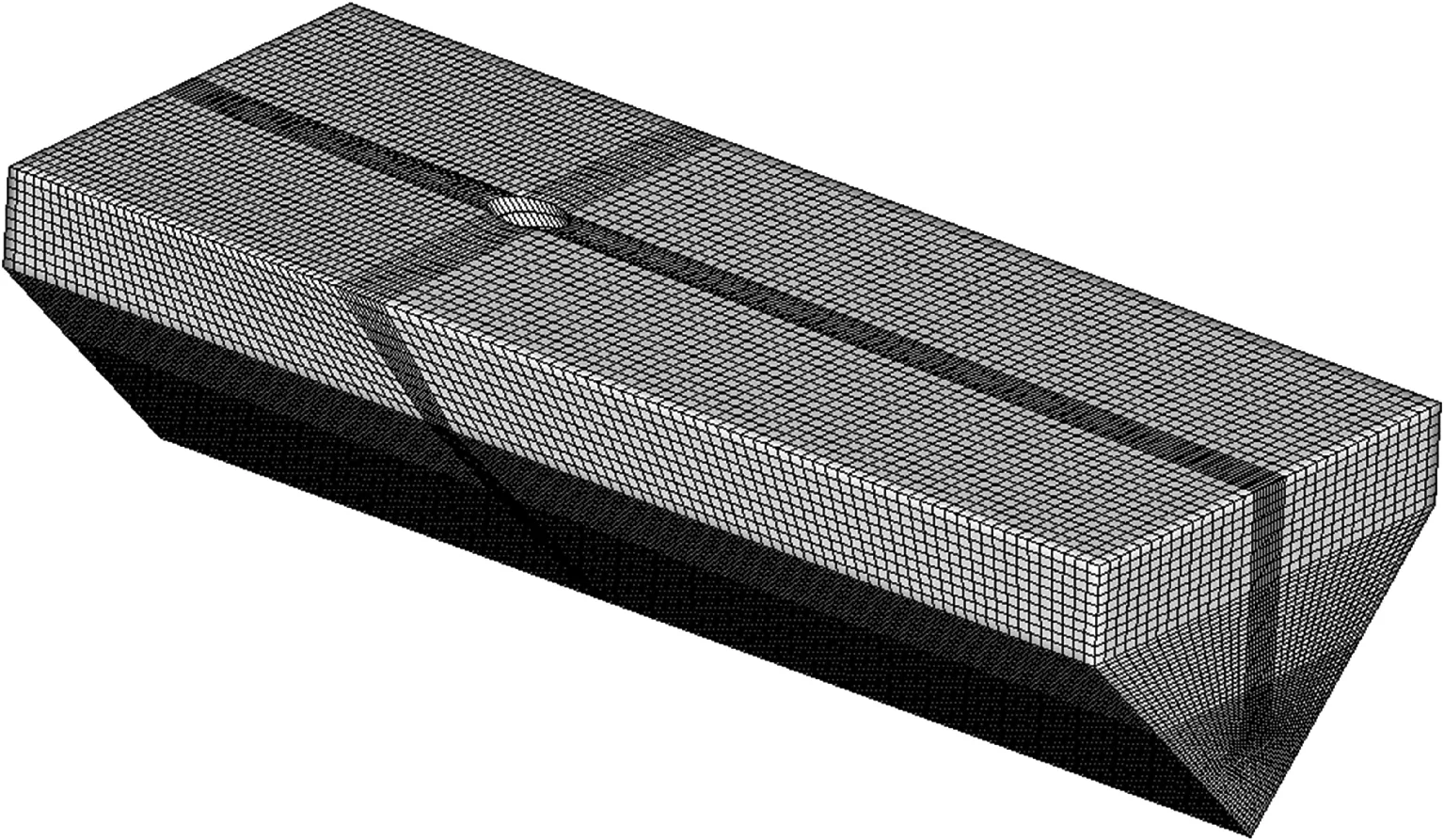
图4 网格划分
3 结果讨论
图5为接头夹角为60°、90°、120°时电弧纵截面温度场分布云图.由图5可以看出,在不同接头夹角条件下,由于电极倾斜,电弧热场均呈非对称分布.但是当接头夹角由60°增至90°时,工件表面附近区域电弧形态发生明显变化;电极轴线前侧电弧分布区域有所增大,而其后侧电弧中心收缩,电弧中心轴线逐渐与电极轴线一致;同时电极端部电弧高温区域有所增加,电弧最高温度也有所提升,由20 327 K变为21 278 K.这一现象表明,在文中研究条件下,夹角主要对电极轴线前侧电弧具有空间约束作用.当夹角较小时,电极与工件表面距离相对较近,受最小电压原理影响,弧长相对较小,轴线相对偏离电极轴线,导致高温区较小;同时降低了弧压(下文详细介绍)和峰值温度较小.
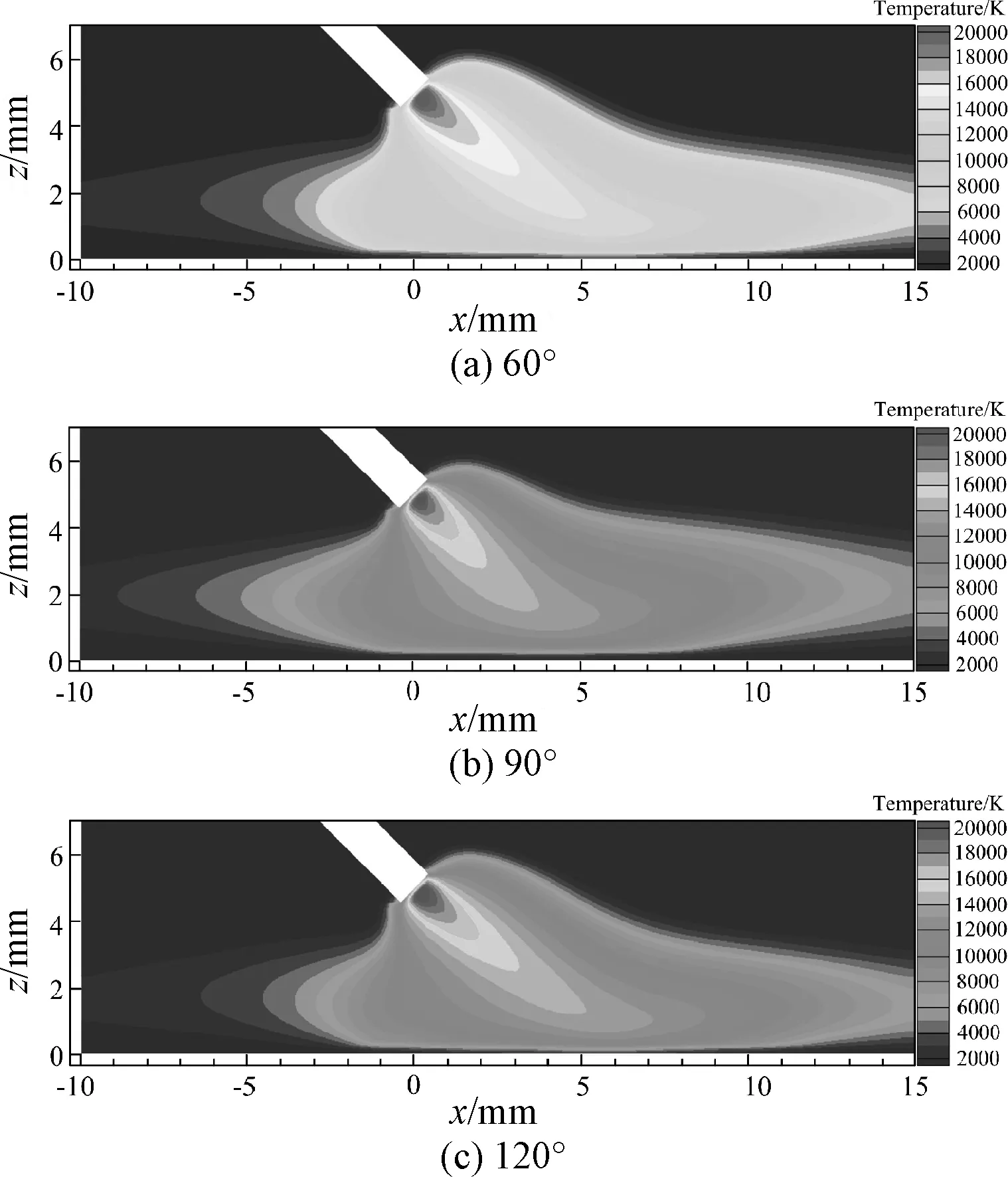
图5 电弧中心纵截面温度分布云图
图6为接头夹角为60°,90°,120°时电弧横断面温度场计算结果.可以看出,接头夹角对电弧断面热场分布特征影响更为明显.当夹角为60°时,接头对电弧拘束作用较大.电极端部与两工件结合线(接头底部)距离明显较其至工件表面大;如上所述,由于电弧会选择相对较短的路径进行导电,故电极端部附近高温区域相对较小,同时工件结合线附近区域温度相对较低;随着夹角的增大,工件在电弧横向约束减小,与接头底部相比,电弧至工件表面距离相对增大,故电弧挺度增加,中心轴线及接头底部附近高温区域增大.
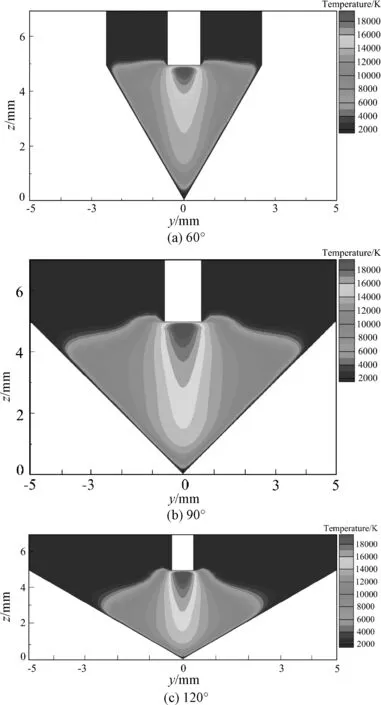
图6 沿焊丝轴线方向电弧横断面温度分布云图
图7为不同接头夹角条件下电弧流场计算结果.可见,电弧等离子体基本流态相似;高速等离子体冲击熔池表面后,分布向中心轴线前后转向;其最大流速出现于电极端部附近区域.与电弧中心轴线高温区域特征相似,当接头夹角由60°增大至120°时,电弧等离子体高速流动区域同样增大;同时,其最大流速也有所提高,由319 m/s变为367 m/s,电弧挺度也随着增加.这一现象同样是由于在大接头夹角条件下,电弧至工件表面的最小距离增大,一定程度上提高了电弧电压,从而导致轴向电磁力增大所致.
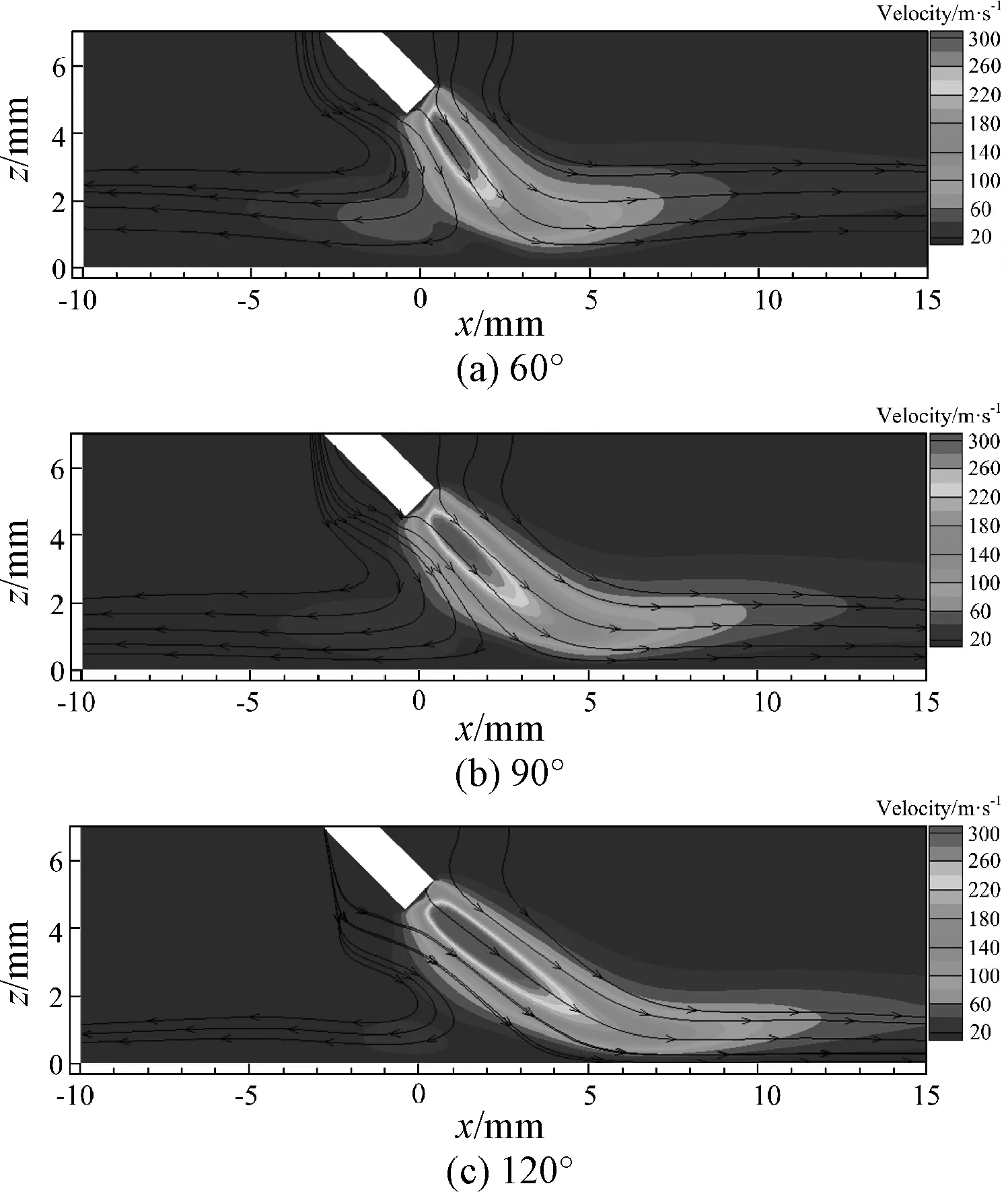
图7 不同角度下GMAW电弧速度分布云图
图8为不同接头夹角条件下电弧等离子体压力分布云图.对于电弧,其内部压力及对工件表面压力均与其等离子流速相关,故其压力分布特征与其流场特征相近.可以看出,压力峰值出现于电极端部附近区域;对于3种接头夹角,其最大压力值分别为1 098、1 129和1 307 Pa,高压力区域随着接头夹角的增加而有所增大.但由图8还可看出,当接头夹角为60°时,在工件表面附近应力峰值明显高于后两者.
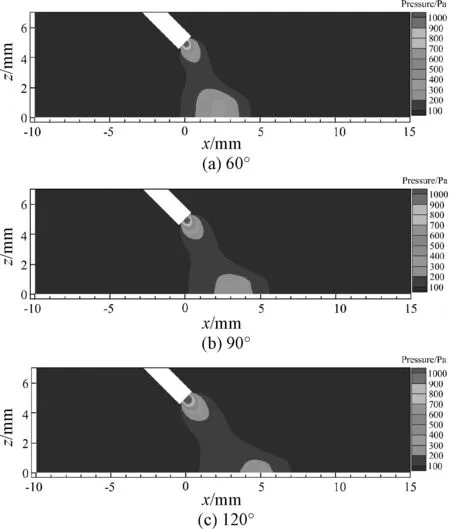
图8 电弧压力分布云图
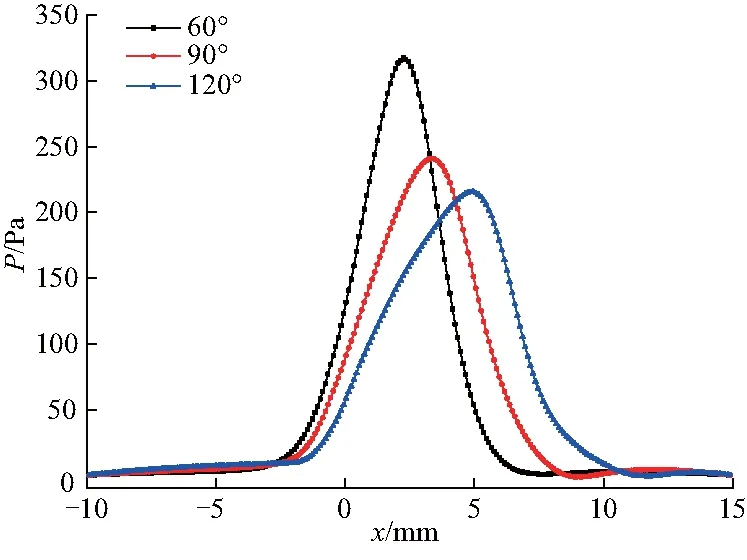
图9 不同角度下工件表面压强分布
图10为不同条件下电弧电势分布云图.可知,随着接头夹角的增大,电极附近高电势区域增加,电势峰值也有所提高;接头角度为60°、90°和120°时,其电势峰值分别为7.9、8.5和9.1 V;如上文所述,这一现象与大接头夹角时,电极端部至工件表面最小距离增大导致弧柱长度增加有关;同时也进一步解释了上述电弧物理特征分布规律.这里需要指出,上述相关规律和特征同时与电极倾斜角度有关,并受电极端部几何特征一定程度影响;更为深入、全面复杂接头电弧物理特征及模型优化将在后续工作中开展.
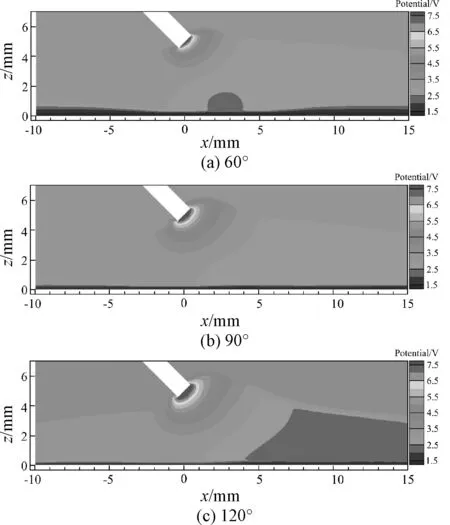
图10 电弧电势分布云图
图11为电弧横断面形态的检测结果.可见,电弧均呈钟罩形分布;接头夹角对电弧形态横向约束明显.通过对比形态基本特征及变化规律这与计算结果一致,从而证明模型的合理性和适用性.
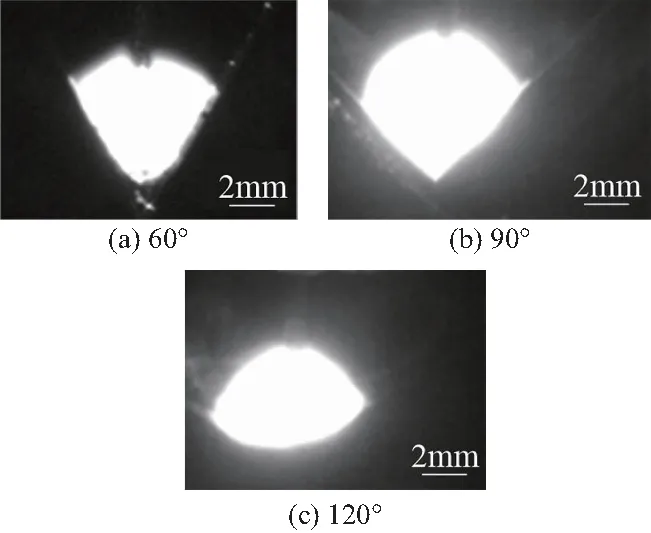
图11 电弧横截面形态检测结果
4 结论
(1) 综合考虑接头夹角影响,建立了倾斜电极条件下角接头TIG焊电弧非对称三维数值分析模型,模拟计算了不同接头夹角条件下电弧等离子体的热场、流场、压力场及电势分布;分析了接头夹角对其影响,并与比实验检测结果进行了对比验证.
(2) 在电极位置及其他工艺参数不变条件下,接头夹角对电弧横截面形态影响相对较大;在较小接头夹角条件下,电弧等离子体峰值温度及高温区域有所减小,弧柱电势相对较低,同时,等离子体峰值流速也相对较小,但受接头约束影响,工件表面附近压力峰值较大.
猜你喜欢
导航定位学报(2022年4期)2022-08-15
焊接学报(2022年2期)2022-03-17
山东工业技术(2018年23期)2018-12-27
智能制造(2015年9期)2015-10-15
小天使·四年级语数英综合(2015年3期)2015-04-20
科技与创新(2015年1期)2015-02-04
教育教学论坛(2014年16期)2014-09-01
青年文摘·上半月(1992年1期)1992-01-01
