高湿烟气中SO3酸雾气溶胶监测方法研究
2022-07-09 03:32:50马素霞赵贯甲米晨锋
上海电力大学学报 2022年3期
王 鹏, 马素霞, 赵贯甲, 王 芳, 裴 婷, 米晨锋
(太原理工大学 电气与动力工程学院, 山西 太原 030024)
燃煤电厂烟气中SO3的形成主要有两个途径:一是燃烧过程,煤中硫分在炉膛内燃烧生成SO2,约有1%的SO2被氧化成SO3;二是选择性催化还原脱硝过程,烟气经过反应器后有0.5%~1.0%的SO2被钒基催化剂氧化成SO3[1]。对于中高硫煤,脱硝装置出口处SO3浓度可达125~196 mg/m3。实际燃煤电厂中SO3的生成受到众多因素的影响[2]。SO3含量增加使酸露点温度升高,为避免空气预热器的低温腐蚀必须提高排烟温度,导致了锅炉热效率下降[3]。SO3与烟气中的水汽结合形成硫酸蒸气,进入湿法烟气脱硫系统时烟气冷却,经过均质成核及异质成核作用冷凝成亚微米至微米级的SO3酸雾气溶胶[4]。虽然湿法烟气脱硫系统对SO3具有一定的脱除作用,但由于SO3酸雾气溶胶粒径细小,脱除效率普遍不高(30%~50%)[5],易造成湿法烟气脱硫系统后续设备腐蚀、蓝色烟羽等问题[6]。SO3酸雾气溶胶监测方法是实现燃煤电厂SO3排放控制的关键技术。
SO3酸雾气溶胶监测方法一直是国内外燃煤电厂污染物测试的难点之一。原因主要有:一是燃煤电厂烟气组分复杂,会对SO3酸雾气溶胶监测造成干扰;二是SO3酸雾气溶胶化学性质活泼,易与其他物质发生反应,又极易被各种物质吸附,且燃煤电厂烟气中SO3浓度偏低[7],使得仪器标定和定量测量均有很大难度[8]。
目前,国内外对于SO3的测试方法主要有盐吸收法、异丙醇吸收法、控制冷凝法[9-10]和碱液吸收法。文献[11]利用石英棉和氯化钠收集SO3酸雾气溶胶,可分别吸收SO3酸雾气溶胶和SO3气体,但石英棉的后续处理过程复杂,人为误差较大;文献[12]利用异丙醇吸收SO3,异丙醇溶液可抑制SO2氧化,但后续测量所用试剂价格昂贵,难以应用于电厂实际监测;文献[13]对控制冷凝法和碱液吸收法进行了比较,结果表明,使用控制冷凝法对高湿烟气环境下SO3酸雾监测更为适宜;文献[14]使用不同结构尺寸的蛇形管对SO3捕集效率进行了实验研究。
本文利用SO3酸雾气溶胶生成系统和控制冷凝法采样装置,考察采样流速、水浴温度和采样枪温度对SO3酸雾气溶胶收集率的影响。利用冲击式吸收瓶和聚四氟乙烯滤膜改进控制冷凝法,确定收集率较高的采样装置。在此基础上,开展SO3浓度对SO3酸雾气溶胶收集率影响的研究,得到控制冷凝法修正公式,最终确定了一种准确、高效的SO3酸雾气溶胶监测方法。
1 实验系统
1.1 SO3酸雾气溶胶生成系统
SO3酸雾气溶胶生成系统如图1所示。SO2,O2,N2由储气钢瓶经质量流量控制器精确控制流量后在气体混合罐中充分混合,混合气体进入SO3发生器,SO2被高温催化氧化为SO3。采用V2O5作为催化剂,催化率稳定在90%,可保证实验过程中SO3浓度不变。将Testo350烟气分析仪(北京齐正同创科技有限公司)连接在三通阀上,控制三通阀使气体由气体混合罐进入烟气分析仪,以测量SO3发生器进口的SO2浓度;控制三通阀和双向阀使气体由气体混合罐依次进入SO3发生器、过滤器和烟气分析仪,以测量SO3发生器出口的SO2浓度。

图1 SO3酸雾气溶胶生成系统
生成的SO3与水蒸气、空气在气溶胶生成容器内混合,SO3与水蒸气结合,通过均质成核作用形成SO3酸雾气溶胶。在气溶胶生成容器出口20 cm处设置采样口,水蒸气发生器可精确控制水蒸气量以保证气溶胶生成容器内湿度接近100%。气溶胶生成容器外部由可调温的加热丝包裹,精确控制容器内温度为50 ℃。
1.2 控制冷凝法
控制冷凝法采样装置如图2所示。利用抽气泵抽吸气溶胶生成容器内的SO3酸雾气溶胶;气溶胶依次经过加热采样枪、石英过滤器和蛇形冷凝管,依靠离心力吸附在蛇形冷凝管内壁,其余气体经处理、干燥后由抽气泵抽出。实验过程中,控制采样枪温度和水浴锅温度达到设定值,开启水浴循环泵,开启微型隔膜抽气泵并设定抽气速率,将采样枪头探入采样口,开始采样。

图2 控制冷凝法采样装置
1.3 硫酸根离子分析
依据GB/T 5750.5—2006《生活饮用水标准检验方法无机非金属指标》中硫酸盐测定方法进行硫酸根离子分析。其原理是溶液中硫酸根离子和钡离子反应生成硫酸钡悬浊液,悬浊液吸光度与溶液中硫酸根离子浓度呈正比。使用UV-8000T型紫外可见分光光度计(上海元析仪器有限公司),设置分光光度计波长为420 nm,采用3 cm比色皿,以去离子水为参比,测量样品吸光度。图3是硫酸根离子标准曲线,相关系数为0.997 8。
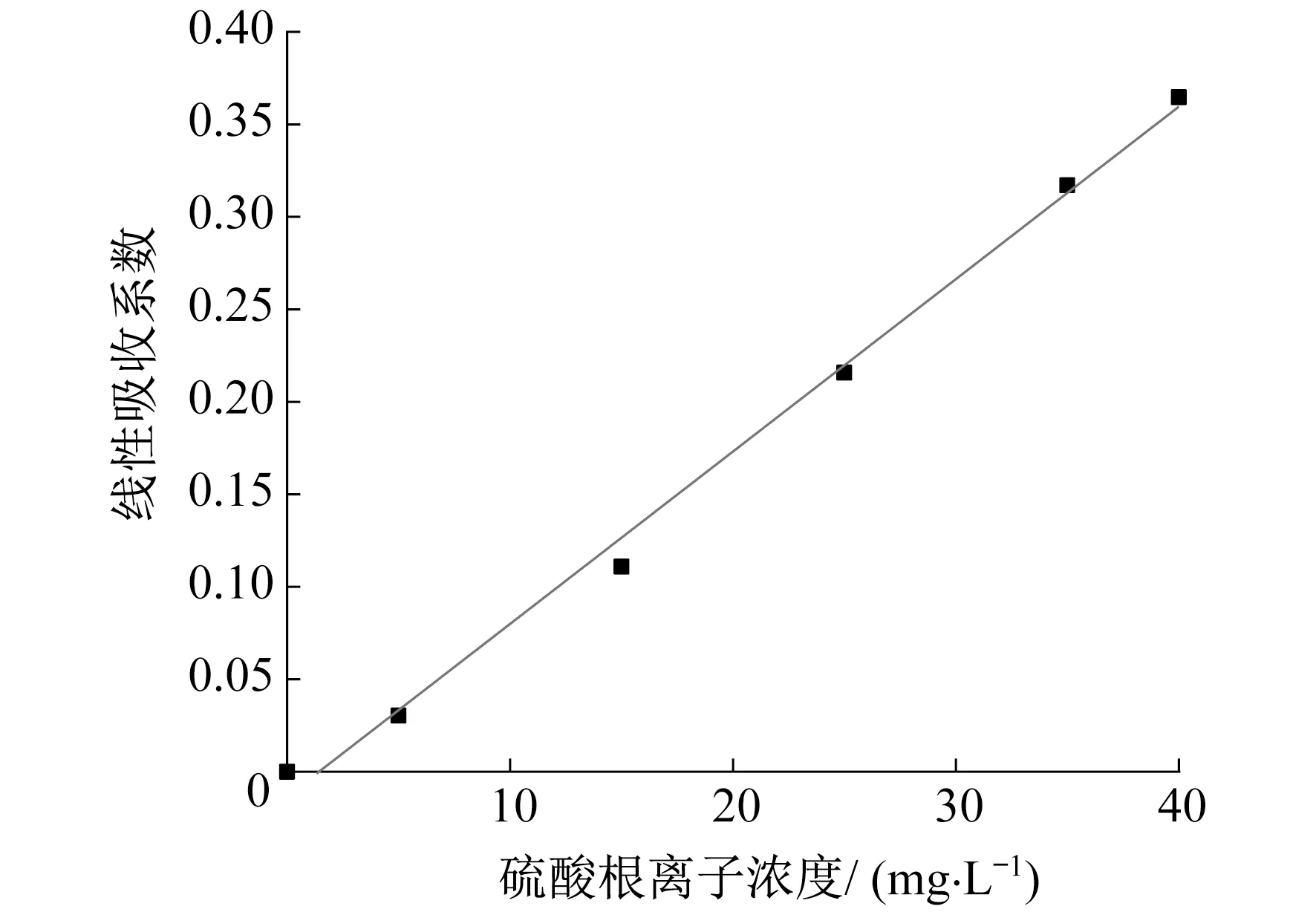
图3 硫酸根离子标准曲线
2 结果分析
2.1 采样条件对SO3酸雾气溶胶收集率的影响
2.1.1 采样流速
控制SO3浓度为30 mg/m3,水浴温度为70℃,采样枪温度为200 ℃。改变采样流速后,比较SO3酸雾气溶胶收集率,如图4所示。其中,收集率在数值上等于监测浓度与实际浓度的比值。
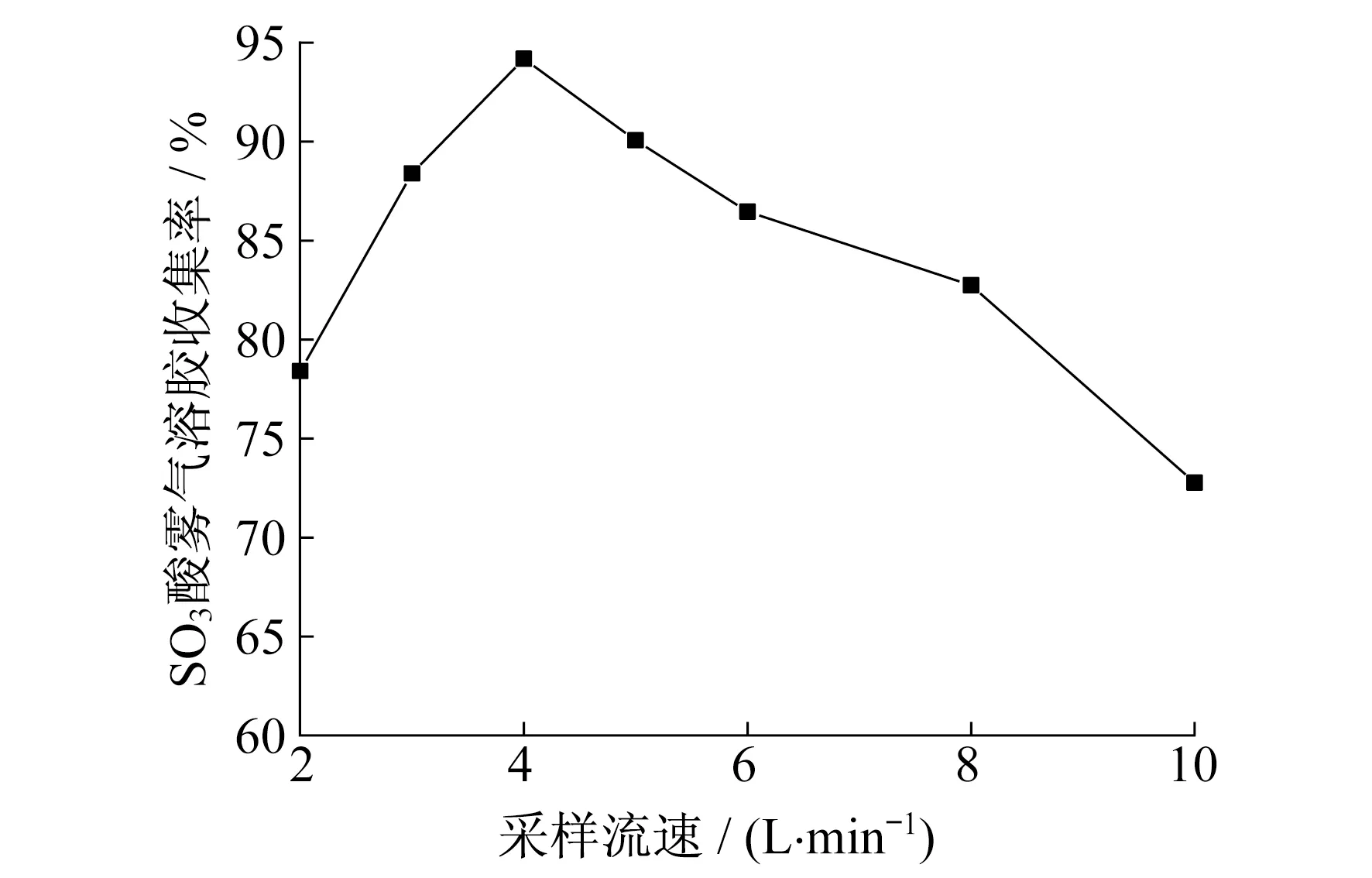
图4 采样流速对SO3酸雾气溶胶收集率的影响
由图4可以看出,当采样流速为4 L/min时,收集率达到最高值94.18%;当采样流速为2 L/min时,收集率下降至78.41%;当采样流速为10 L/min时,收集率下降至72.77%。这是因为控制冷凝法的原理是控制蛇形冷凝管温度低于酸露点温度但高于水露点温度,SO3酸雾气溶胶在蛇形冷凝管内冷凝,并依靠离心力吸附在蛇形冷凝管内壁。
采样流速会直接影响离心力的大小和SO3酸雾气溶胶在冷凝管内的停留时间。当采样流速从2 L/min升至4 L/min时离心力逐渐增加,SO3酸雾气溶胶吸附效果增强,收集率逐渐升高;当采样流速继续增大,SO3酸雾气溶胶在管内的停留时间减少,酸雾还未冷凝,吸附在蛇形冷凝管内壁就随主气流逃逸;同时,在高速气流作用下,已吸附的SO3酸雾气溶胶也极易被吹散,带出蛇形冷凝管,导致SO3酸雾气溶胶收集率下降。因此,采用控制冷凝法监测SO3酸雾气溶胶时,应选择合适的采样流速,4 L/min较为适宜。
2.1.2 水浴温度
SO3酸雾气溶胶收集率随水浴温度变化规律如图5所示。
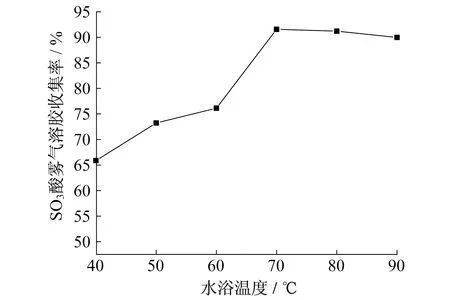
图5 水浴温度对SO3酸雾气溶胶收集率的影响
由图5可以看出,随着水浴温度的升高,SO3酸雾气溶胶收集率呈增加趋势;当水浴温度升至70 ℃,SO3酸雾气溶胶收集率达到最高值91.56%;当水浴温度在70~90 ℃范围内,SO3酸雾气溶胶收集率均维持在较高水平,约为90%。
气溶胶生成容器内湿度接近100%且温度为50 ℃时,水露点温度为47 ℃。实验过程中发现,当水浴温度低于水露点温度或在水露点温度附近时,蛇形冷凝管内部及尾部出口管路有大量细小液滴。该细小液滴由SO3酸雾气溶胶和烟气中的水蒸气冷凝而成。部分细小液滴被主气流带出至尾部出口管路,导致收集率下降。只有当水浴温度远高于水露点温度且低于酸露点温度时,才有较高水平的收集率。因此,采用控制冷凝法监测SO3酸雾气溶胶时,水浴温度在70~80 ℃内为宜。
2.1.3 采样枪温度
SO3酸雾气溶胶收集率随采样枪温度变化规律如图6所示。
由图6可以看出,当采样枪温度在100~160 ℃时,SO3酸雾气溶胶收集率不足80%;当采样枪温度高于180 ℃时,SO3酸雾气溶胶收集率约为91%。这是因为酸露点温度约为180 ℃,当采样枪温度低于180 ℃时,部分SO3酸雾气溶胶在采样枪管内冷凝,导致收集率偏低;当采样枪温度保持在酸露点以上时,收集率较高。因此,采用控制冷凝法监测SO3酸雾气溶胶时,采样枪温度应高于酸露点温度,200 ℃左右为宜。
2.2 控制冷凝法的改进
2.2.1 控制冷凝法改进单元
控制冷凝法改进单元如图7所示。将图7(a)所示的冲击式吸收瓶连接于蛇形冷凝管尾部,将图7(b)所示的聚四氟乙烯滤膜置于滤膜夹内连接于蛇形冷凝管尾部,以提高SO3酸雾气溶胶收集率。控制采样流速分别为4 L/min,6 L/min,8 L/min,水浴温度为70 ℃,采样枪温度为200 ℃。
2.2.2 控制冷凝法改进效果对比
对控制冷凝法进行改进后,各收集单元的SO3酸雾气溶胶收集率如图8所示。
由图8可以看出,加装冲击式吸收瓶后,SO3酸雾气溶胶总收集率在采样流速为4 L/min时达到最高(97.74%)。其中,蛇形冷凝管收集率为94.51%,冲击式吸收瓶收集率为3.23%。SO3酸雾气溶胶总收集率、蛇形冷凝管收集率和冲击式吸收瓶收集率均随着采样流速的加快而下降。冲击式吸收瓶的收集原理是使冷凝的SO3酸雾气溶胶依靠惯性接触并吸附在冲击瓶内壁,因此采样流速会直接影响惯性的大小。采样流速的增加使冲击力增大,进而增加了SO3酸雾气溶胶在冲击瓶内碰撞聚合的概率,SO3酸雾气溶胶聚合成小颗粒随主气流逃逸,导致了收集率下降。
加装聚四氟乙烯滤膜后,SO3酸雾气溶胶总收集率在采样流速为4 L/min时达到最高(89.12%),其中蛇形冷凝管收集率为87.80%,聚四氟乙烯滤膜收集率为1.32%。SO3酸雾气溶胶总收集率和蛇形冷凝管收集率随着采样流速的增加而下降,当采样流速为8 L/min时聚四氟乙烯滤膜收集率最高。
在相同采样流速下,冲击式吸收瓶的收集率均高于聚四氟乙烯滤膜。当采样流速为4 L/min时,加装冲击式吸收瓶后的总收集率比加装聚四氟乙烯滤膜高8.6%。由此可见,加装冲击式吸收瓶对控制冷凝法的改进效果较好。
2.3 SO3浓度对SO3酸雾气溶胶收集率的影响
分别配制SO3浓度为30 mg/m3,40 mg/m3,60 mg/m3,90 mg/m3,120 mg/m3的模拟高湿烟气,控制采样流速为4 L/min,水浴温度为70 ℃,采样枪温度为200 ℃进行取样。SO3的实际浓度、监测浓度及收集率如表1所示。
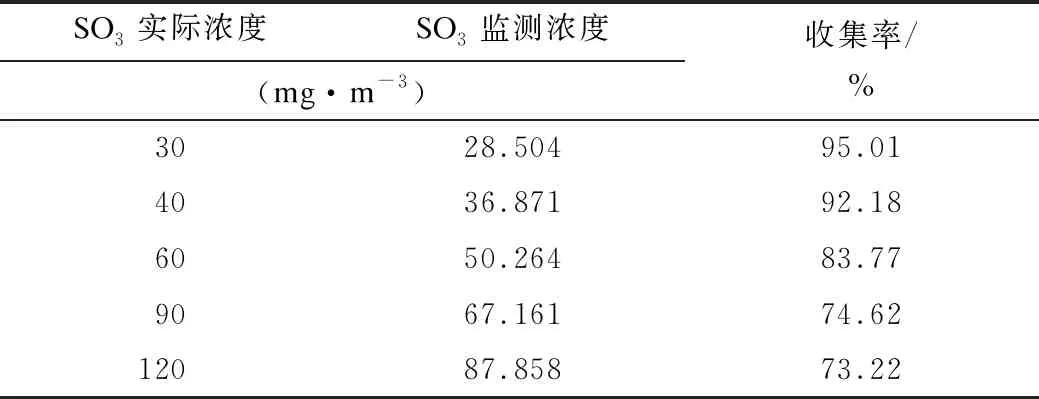
表1 SO3实际浓度、监测浓度及收集率
对不同浓度的SO3酸雾气溶胶监测结果拟合后,得到控制冷凝法的修正公式为
C1=1.550×C2-15.887
(1)
式中:C1——修正后SO3酸雾气溶胶浓度;
C2——监测所得SO3酸雾气溶胶浓度。
图9为控制冷凝法的拟合直线,相关系数为0.998 9。
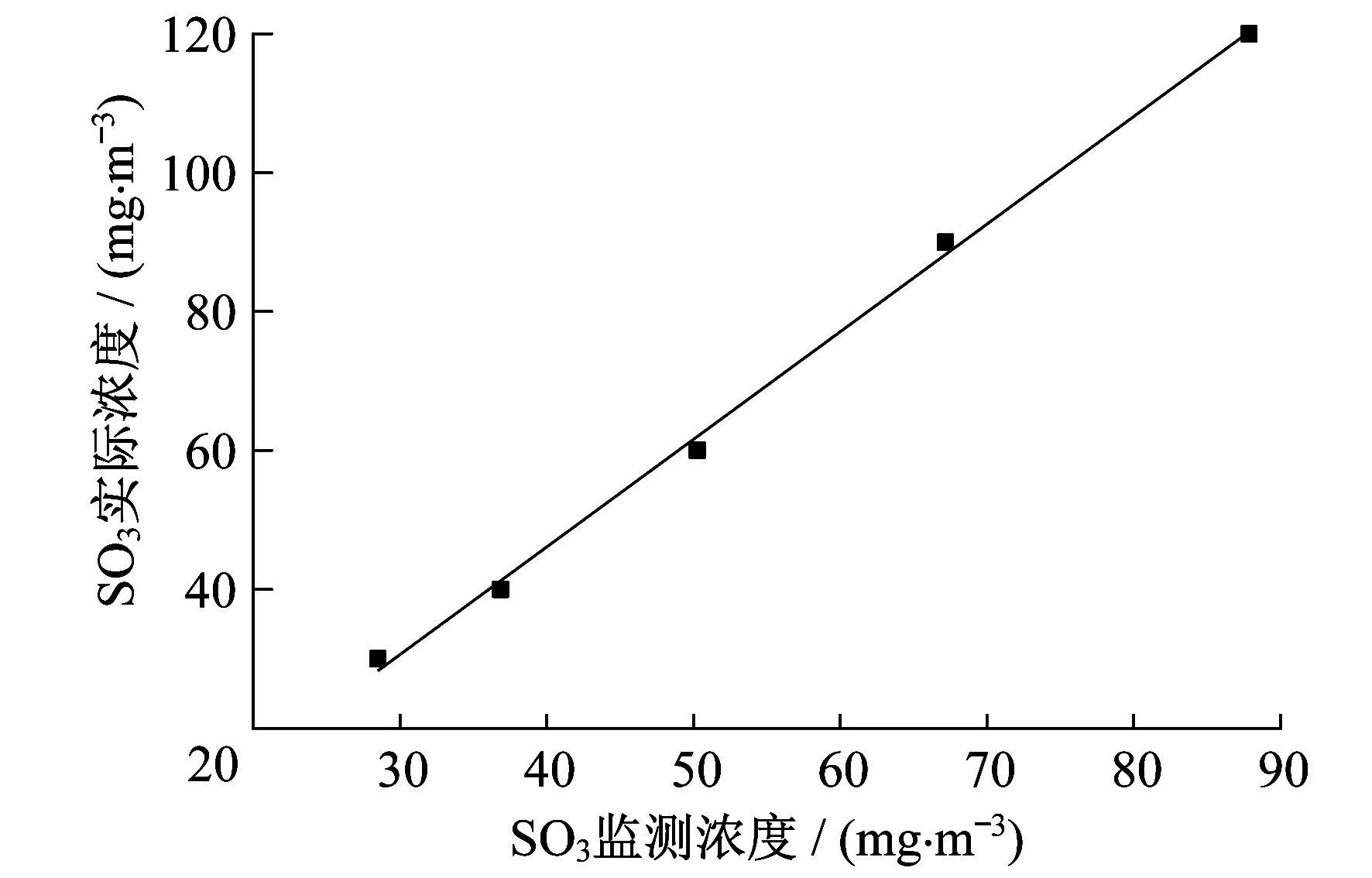
图9 控制冷凝法拟合直线
利用控制冷凝法修正公式对SO3酸雾气溶胶的监测结果进行修正,实际浓度和修正浓度的比较如表2所示。由表2可以看出,修正浓度的误差均小于5%。

表2 SO3实际浓度和修正浓度对比
3 结 论
(1) 采用控制冷凝法监测SO3酸雾气溶胶时,控制采样流速为4 L/min较为适宜,水浴温度在70~80 ℃内,采样枪温度应高于酸露点温度,约为200 ℃。
(2) 综合分析各收集单元的收集率后发现,加装冲击式吸收瓶对控制冷凝法的改进效果较好,采样流速为4 L/min时,加装冲击式吸收瓶后的总收集率比加装聚四氟乙烯滤膜法高8.6%。
(3) SO3酸雾气溶胶收集率随着SO3浓度的增加而降低,对控制冷凝法的监测结果进行修正后,可准确反映SO3酸雾气溶胶的实际浓度。
猜你喜欢
文萃报·周二版(2023年50期)2024-01-07 00:55:02
湿法冶金(2021年6期)2021-12-09 02:39:36
军事文摘(2021年18期)2021-12-02 01:27:58
中国测试(2021年4期)2021-07-16 07:49:18
有色冶金节能(2019年1期)2019-03-04 02:27:14
中国特种设备安全(2018年10期)2018-12-18 02:17:18
电站辅机(2017年3期)2018-01-31 01:46:38
电镀与环保(2017年5期)2017-12-19 12:06:07
金色年华(2017年13期)2017-04-04 02:55:52
当代化工研究(2016年9期)2016-03-20 16:22:17