
基于工业视觉的压缩机搬运工作站设计
2022-07-09 13:54:24王峰
机电信息 2022年13期
关键词:工业机器人



摘 要:空调室外机组装时需要装配压缩机,但由于压缩机较重(15 kg左右),且每天装配次数多达两千余次,因此使用人工装配,体力劳动重复性高且十分繁重。为了解决此问题,并进一步提升企业的自动化水平,设计了一套压缩机搬运工作站。该工作站使用两套工业视觉系统分别识别压缩机在栈板、底盘上的位置和角度,再通过机器人夹爪上的激光测距传感器测得夹爪距压缩机高度,从而准确获取压缩机位置,借助六轴工业机器人及夹爪实现压缩机的自动抓取和装配。此外,装配后利用两套读码器分别读取底盘和压缩机上SN码并进行比对,防止两者型号不匹配,实现了品质防呆。
关键词:工业机器人;工业视觉;自动装配;读码
中图分类号:TP242.2 文献标志码:A 文章编号:1671-0797(2022)13-0041-03
DOI:10.19514/j.cnki.cn32-1628/tm.2022.13.012
0 引言
近年来,中国人口红利正在消失,老龄化问题越来越严重[1],同时年轻人“宁送外卖不进工厂”,使传统制造业正面临着招工难、用工成本增加等问题,传统产业转型升级已迫在眉睫。当前,以自动化、数字化、信息化为代表的先进制造技术正悄然兴起,使得机器换人成为一种应对用工问题行之有效的解决途径。针对人工装配压缩机存在的劳动强度大、员工流失率高的问题,笔者使用工业机器人并借助定制夹爪和视觉检测系统,实现压缩机装配的全自动识别、定位、取料和装配,再通过读码器获取底盘和压缩机上SN码并进行比对,判断两者型号是否匹配;此外,通过PLC与企业的制造执行系统MES的通信,实现对产品型号、产量、设备状态等相关数据的采集和显示控制,完成对设备的有效监控管理。
1 装配工艺分析
空调室外机底盘部件包括纸托、底泡、底板和缓冲垫,其上装配压缩机后如图1所示。
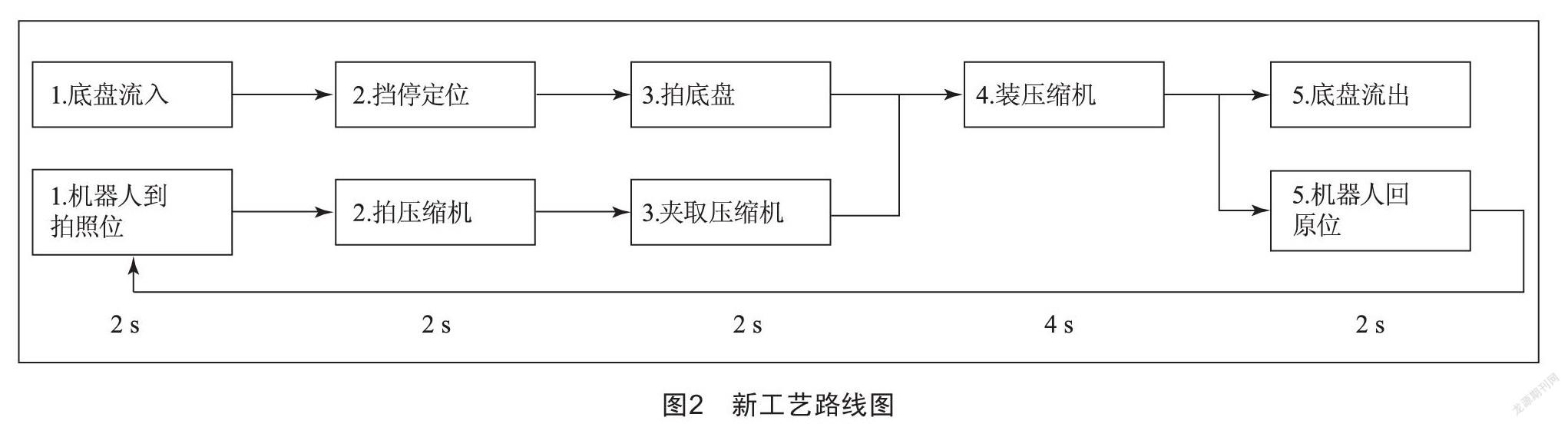
根据人工装配压缩机的工艺流程进行动作分解,经调整优化后,制订出适合自动化生产的工艺路线,如图2所示。
从图2可以看出,自动装配压缩机整个流程节拍是12 s,满足效率要求。
2 工作站开发过程
2.1 工作站布局
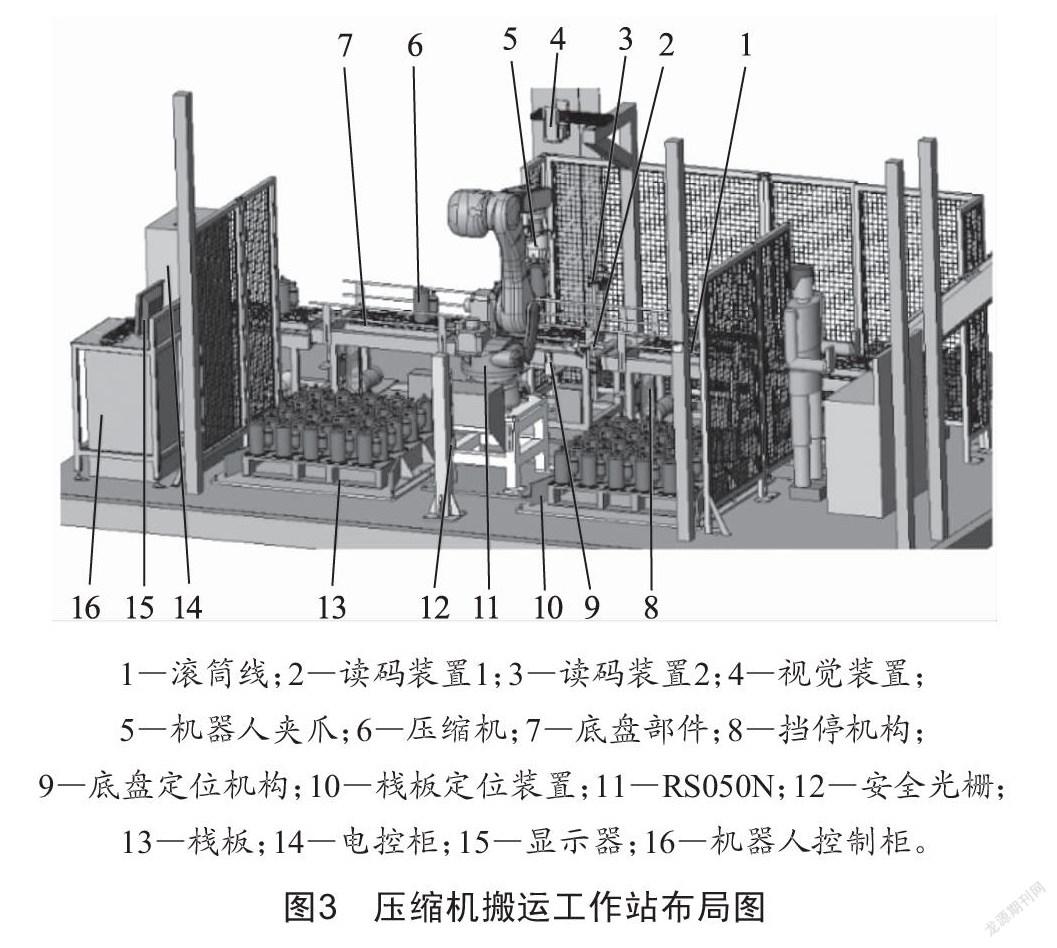
压缩机搬运工作站由3段滚筒线、4套挡停机构、1套底盘定位机构、2套读码装置、1套视觉装置、1台Kawasaki RS050N六轴机器人、定制夹爪、栈板定位装置、电控柜配套气动系统等组成,压缩机搬运工作站布局如图3所示。
2.2 机器人夹爪设计
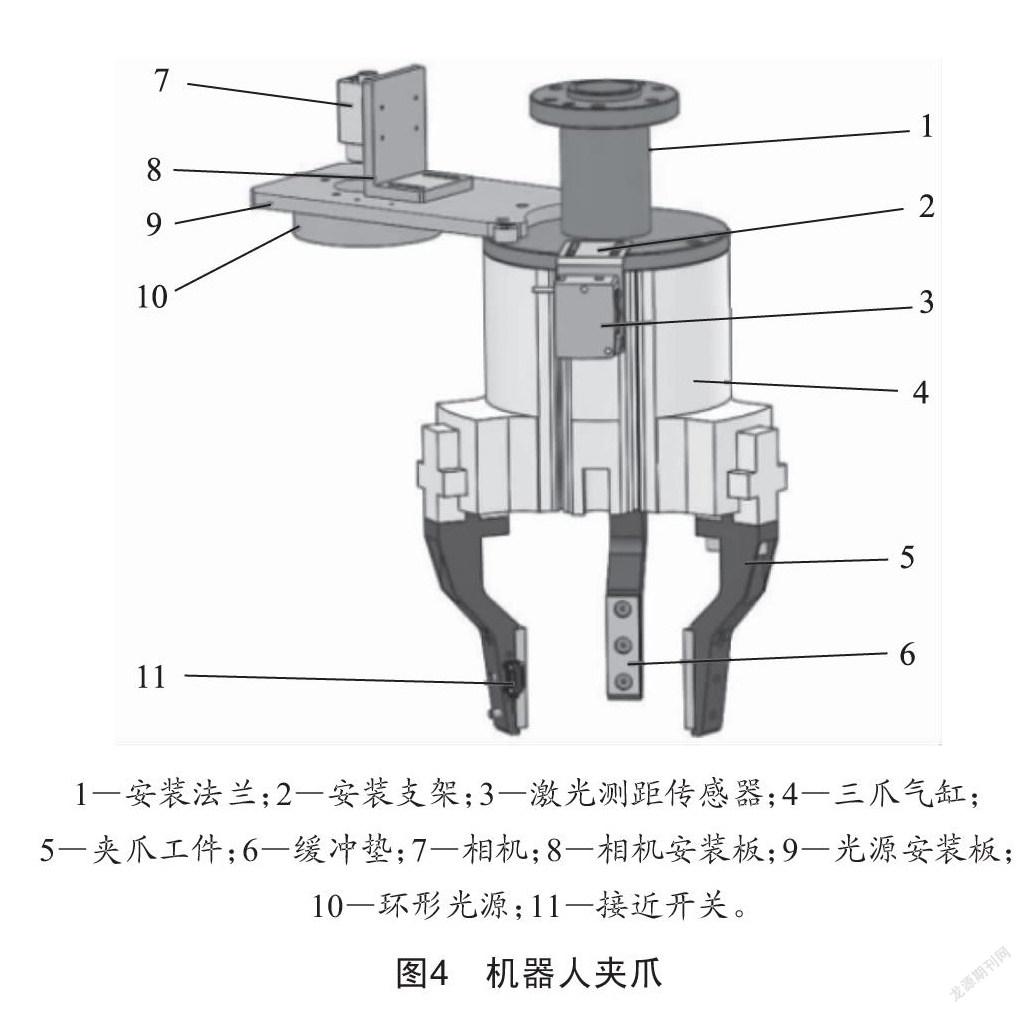
机器人夹爪需兼容22种不同直径的压缩机,压缩机直径范围为96~119 mm。为了兼容直径范围内所有压缩机,选用SMC三爪气缸MHSL3-125D;为了确定压缩机在栈板上的位置及放置角度,需在夹爪上安装一套由500万像素相机、高分辨率镜头和环形光源等组成的视觉系统;安装激光测距传感器KEYENCE LR-TB5000,用于测量夹爪距压缩机的高度,有了压缩机位置、角度和高度信息,就可以确定压缩机抓取位置;在一个夹爪工件上安装Omron接近开关TL-Q5MD1,用于检测夹爪内有无压缩机,以防压缩机抓取失败或者意外掉落。机器人夹爪如图4所示。
2.3 控制系统设计
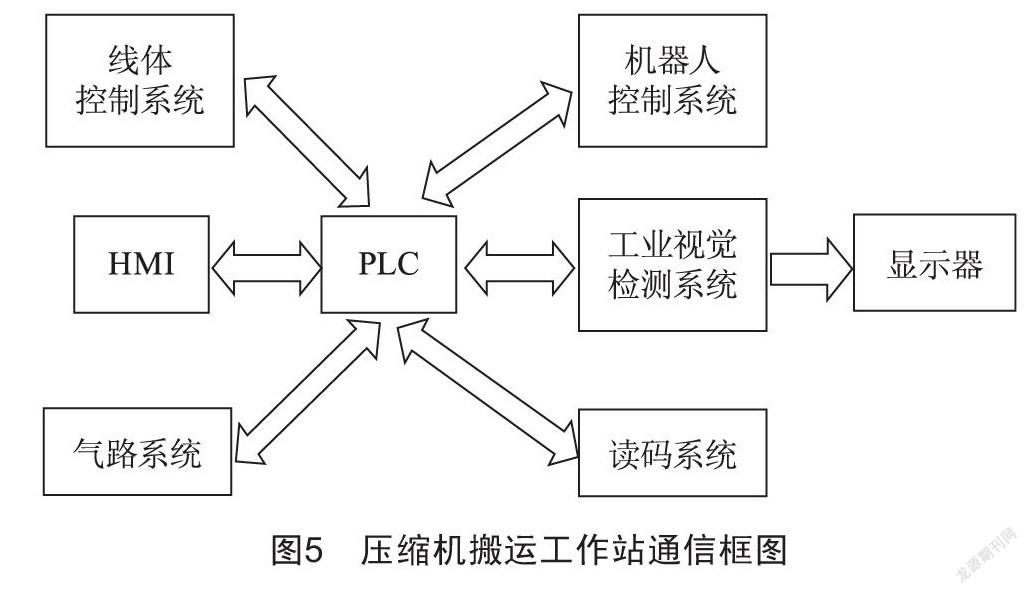
压缩机搬运工作站是全自动生产的工作站,需要内部各控制系统之间按照程序设定的逻辑联动[2],其控制系统主要由可编程序控制器(简称PLC)、机器人控制系统、工业视觉检测系统、线体控制系统和气路系统等组成。PLC作为控制核心,通过CC-Link通信总线与各控制系统进行通信[3],并收集信号反馈、做出判断后,输出动作指令。通信框图如图5所示。
工作站人机交互通过WEINVIEW MT8071IE触摸屏进行,可在触摸屏上显示机器人、线体、视觉和读码器运行状态,修改设备相关参数,记录设备报警信息,监视I/O信息,也可随时查看产量、合格率、节拍等实时数据信息,最终达到可视化管理的目的[4]。人机交互主界面如图6所示。
3 技术难点及解决措施
3.1 底盘与压缩机型号配对防呆
同一型号室外机中的底盘部件与压缩机型号是匹配的,为了防止用错型号,在底盘部件底泡和压缩机上贴有SN码,装配压缩机后需分别使用读码器读取两者SN码,上传到MES系统中进行比对。原来使用人工扫码费时费力,取消人工后在滚筒线两侧各安装一套读码装置,如图7所示,其上安装有COGNEX DataMan262读码器,可自动读取SN码,省时省力。
3.2 断气压缩机掉落
当机器人夹爪上有压缩机时,若突然断气,夹爪上三爪气缸无法提供夹紧力,压缩机因重力掉落,此时会造成压缩机损坏甚至安全事故。为了解决该问题,在气路系统中采取以下措施:
(1)气路增加压力开关用于检查气压,如发现气压突然减小,则判定为断气并立即给出断气信号;
(2)选择五位三通中封式电磁阀,当收到断气信号后立即转换到中封位,将气管内压缩空气封住,防止夹爪气缸松开;
(3)增加一个储气罐,断气后可在一段时间内继续向夹爪气缸供气,等待人工将压缩机取走。
4 结语
笔者设计的压缩机搬运工作站,不仅实现了压缩机的自动装配,而且通过自动扫码获取底盘部件和压缩机的SN码并进行比对,实现了品质防呆。该工作站在企业内部已批量复制推广,相信在不久的将来会给企业带来更多的利润和价值。
[参考文献]
[1] 陆旸.中国人口红利的变化趋势和对策建议[J].人民论坛,2021(17):70-73.
[2] 王鸿博,李建东,崔晓晖,等.基于工业机器人的分拣生产线群控通信系统设计[J].制造技术与机床,2016(3):93-98.
[3] 戴騰清.基于PROFIBUS现场总线在机器人冲压自动化线的设计与实现[D].广州:华南理工大学,2015.
[4] 吕会安.密封工件自动上下料生产线设计与实现[J].机电信息,2021(30):54-55.
收稿日期:2022-04-21
作者简介:王峰(1986—),男,河南周口人,机械工程师,研究方向:机械设计及自动化。
猜你喜欢
中国科技纵横(2016年20期)2016-12-28 17:55:52
科技创新与应用(2016年34期)2016-12-23 18:52:28
青春岁月(2016年22期)2016-12-23 16:07:08
汽车科技(2016年6期)2016-12-19 20:40:37
科技创新导报(2016年21期)2016-12-17 12:23:00
科技视界(2016年25期)2016-11-25 00:16:40
中小企业管理与科技·下旬刊(2016年10期)2016-11-18 20:57:34
科技视界(2016年18期)2016-11-03 23:15:51
企业导报(2016年13期)2016-07-19 18:30:45
科技视界(2016年15期)2016-06-30 18:35:47
