
钢水包耳轴安全性改造设计
2022-07-08 03:29:36杨付春YANGFuchun周文军ZHOUWenjun
价值工程 2022年21期
杨付春YANG Fu-chun;周文军ZHOU Wen-jun
(山西同德兴华特钢有限公司,大同037018)
0 引言
炼钢厂现有两台35t 转炉,1 台6 机6 流连铸机和1台5 机5 流连铸机,使用40t 的钢水包,主要参数如下:
炼钢系统主要工艺参数如下:转炉公称容量35t,转炉2 座,转炉平均出钢量38t,转炉最大出钢量42t,转炉平均冶炼周期25 分,日均冶炼炉数125 炉,连浇炉数125 炉,有效作业天数310 天,连铸机年生产能力120 万t。断面:150mm×150mm、165mm×165mm;定尺长度:6~12m;普碳钢Q235 50%,低合金钢HRB400 50%。
连铸机主要工艺参数及设备特点如下:连铸机2 台,连铸机流数,6 流和5 流,连铸机机型是全弧型,连铸机基圆半径是R8m,铸机设计机长是约24m,流间距是1250mm,矫直方式是连续矫直,浇注断面mm2是150×150mm2、165×165mm2,浇铸钢种是普碳钢、低合金钢,定尺长度是6~12m,连铸机作业率是85%,连铸机金属收得率是97%,连铸机年产量是~120 万t/台或100 万吨/台,钢包回转台是直臂型;单臂承重80t×2;事故液压马达,中间罐形式是“T”型大容量中间罐;工作液面~800mm,工作容量~32t;溢流液面~850mm,溢流容量~35t,中间罐车是高低腿式;承载70t;结晶器形式是高效窄水缝弧管式结晶器,结晶器振动是半板簧正弦振动,二次冷却是分为4 段,全水冷却,拉矫机是五辊拉矫机,机械拉速范围:0.45~4.2m/min,切割方式是窄割缝高速火焰切割,切割介质是丙烷,切割行程是1800mm,切割前辊道是自由辊,引锭杆形式是刚性引锭杆,送引锭速度是0.4~3.0m/min,引锭杆存放传动形式是双摩擦轮传动,切割后及输送辊道是集中链传动,出坯辊道是集中链传动,出坯方式是双侧出坯,出坯辊、道移钢机、滑轨冷床、步进冷床(预留)、出坯辊面标高是-1.500m,浊环回水是采用铁皮沉淀池,铸坯清理是离线火焰清理。影响钢水包安全的因素很多,主要有钢水包的耐火材料-、钢水包外壳、滑动水口机件、耳轴、耳轴块等,耳轴从耳轴块中拔出这一故障在2005 年前几次发生,后经过改造,效果良好。改造情况介绍如下。
1 钢水包没改造前的情况
1.1 没改以前的总图(图1)
从总图中可以看出,钢水包外壳用δ20mm 厚16Mn钢板卷制,上口为Φ2460mm,下底为Φ2110mm,高为3132mm 倒锥形容器,从上口向下1010mm 有两个耳轴,由天车的龙门钩挂着耳轴进行吊运,钢水包的重心在耳轴的下方,这样钢水包吊起来不会倾翻,耐火材料厚度为200 mm,所以耳轴是钢水包承重的重要部件,是绝对不能发生事故的,每年要对耳轴进行定期探伤,看有没有裂纹,并检查它的磨损情况,达到报废标准就得更换。
1.2 没改以前的耳轴块(图2)
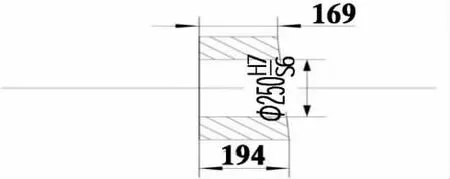
图2 钢水包耳轴块
1.3 没改以前的耳轴(图3)
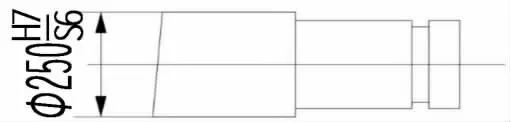
图3 钢水包耳轴
2 存在的问题
2.1 尺寸是用特定单位表示长度值的数字
基本尺寸是设计给定的尺寸。设计零件时,根据使用要求,通过刚度、强度计算或结构等方面的考虑,并按标准直径或标准长度圆整后所给定的尺寸。它是计算极限尺寸和极限偏差的起始尺寸。实际尺寸是通过测量获得的尺寸,由于存在测量误差,所以实际尺寸并非尺寸的真值。同时由于形状误差等影响,零件同一表面不同部位的实际尺寸往往是不等得。极限尺寸是指允许尺寸变化的两个极限值。两个极限尺寸中较大的一个称为最大极限尺寸,较小的一个称为最小极限尺寸。这样耳轴配合处和耳轴块的配合处的基本尺寸都是Φ250mm,耳轴块配合处的最大极限尺寸为Φ250.029mm,最小尺寸为Φ250.000mm,耳轴的最大尺寸为Φ250.169mm,最小尺寸为Φ250.140mm。
最大实体尺寸指孔或轴在尺寸公差范围内,具有材料量最多时的状态,在此状态下的尺寸,称为最大实体尺寸。它是孔的最小极限尺寸和轴的最大极限尺寸的统称。最小实体尺寸指孔或轴在尺寸公差范围内,具有材料量最少时的状态。在此状态下的尺寸,称为最小实体尺寸,它是孔的最大极限尺寸和轴的最小极限尺寸的统称。
作用尺寸指在配合面的全长上,与实际孔内接的最大理想轴的尺寸,称为孔的作用尺寸。与实际轴外接的最小理想孔的尺寸,称为轴的作用尺寸。引自《互换性与技术测量》p2。
极限尺寸判断原则(泰勒原则):
孔或轴的作用尺寸不允许超过最大实体尺寸。即对于孔,其作用尺寸应不小于最小极限尺寸;对于轴应不大于最大极限尺寸。在任何位置上的实际尺寸,不允许超过最小实体尺寸。即对于孔,其实际尺寸应不大于最大极限尺寸,对于轴,则应不小于最小极限尺寸。由此可见,孔或轴的最大实体尺寸是控制其作用尺寸的;孔或轴的最小实体尺寸是控制实际尺寸的。
尺寸偏差是指某一个尺寸减其基本尺寸所得的代数差。上偏差指最大极限尺寸减其基本尺寸的代数差。下偏差是指最小极限尺寸减其基本尺寸的代数差。本次轴的上偏差为0.169mm,下偏差为0.14mm,耳轴块的上偏差为0.029mm,下偏差为0,尺寸公差是指允许尺寸的变动量。公差等于最大极限尺寸与最小极限尺寸的代数差的绝对值,也等于上偏差与下偏差的代数差的绝对值。引自《互换性与技术测量》p3。
配合是指基本尺寸相同的、相互结合的孔和轴公差带之间的关系。国标对配合规定有两种基准制,即基孔制和基轴制。基孔制是指基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度。基孔制的孔为基准孔,标准规定基准孔的下偏差为0,基准孔的代号为“H”,基轴制是基本偏差为一定的孔的公差带,与不同基本偏差的孔的公差带形成的各种配合的一种制度,基轴制的轴为基准轴,标准规定基准轴的上偏差为0,基准轴的代号为“h”,现在我们采用基孔制。
配合有三种,即间隙配合、过度配合、过盈配合。间隙配合是指在孔和轴的配合中,孔的尺寸减去相配合的轴的尺寸,其值为正时是间隙配合。由于孔、轴是有公差的,所以实际间隙的大小将随着孔和轴的实际尺寸而变化,孔的最大极限尺寸减轴的最小极限尺寸所得代数差称为最大间隙;孔的最小极限市场减轴的最大极限尺寸所得代数差称为最小间隙。过盈配合是指在孔与轴的配合中,孔的尺寸减去相配合轴的尺寸,其差值为负值。实际过盈也随着孔和轴的实际尺寸而变化,孔的最小极限尺寸减去轴的最大极限尺寸说得的代数差,称为最大过盈,孔的最大极限尺寸减轴的最小极限尺寸所得的代数差称为最小过盈。耳轴块和耳轴是过盈配合,最大过盈量为0.169mm,最小过盈量为0.094mm,最小过盈量偏小。引自《互换性与技术测量》p4。
2.2 钢水包保护浇注浇钢工艺技术规程
化学成分:按相关工艺标准控制钢水成分,为保证连铸顺利浇注和提高连铸坯质量,供连铸钢水应该达到以下要求:钢中锰硫比≥20,[P]<0.045%,[S]<0.045%(特殊钢种除外),钢中含铝量[AL]≤0.006%,[Gu]<0.002%,[Sn]<0.02%,两炉连浇:[C]≤0.02%,[Mn]≤0.15%。
钢水包在吹氩站的温度见表1。
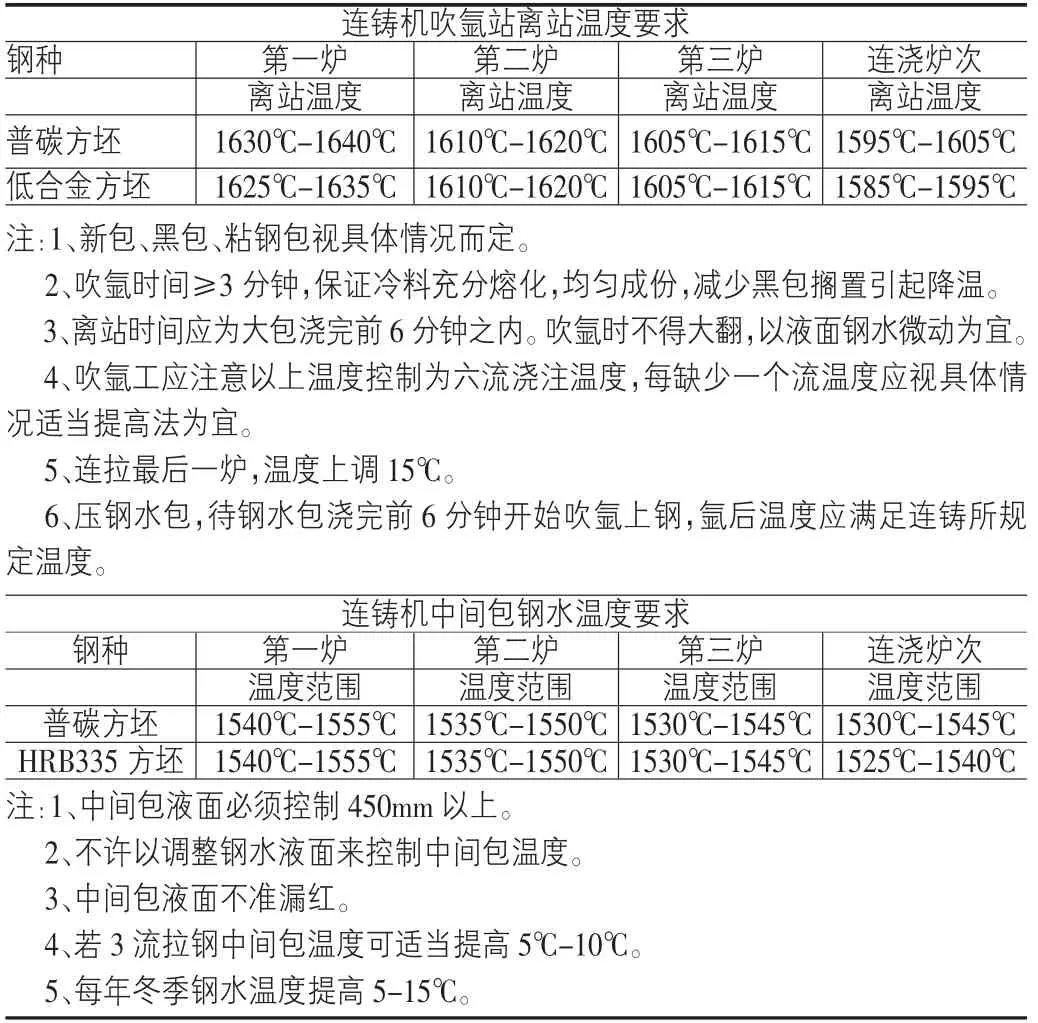
表1 钢水包在吹氩站的温度
钢水包浇钢工艺规程:
浇注前的准备:
准备所需材料:覆盖剂、测温管、烧氧管,浇注作业前检查钢水包回转台,空载转动灵活、无噪音,检查钢水包回转台气动事故回转处于良好备用状态。
浇注操作:
在浇注过程中,每包钢水应在前、中、后期各测量温度一次,中间包温度特殊情况下应及时测量。在正常浇注过程中,应认真控制好中包液面,实行满包或较高液面浇注,杜绝低液面操作(液面低于300mm)。钢水包开浇后中间间包液面到200mm 时,往中包加入覆盖剂,以后根据情况补加,以中间包液面不露红为原则。
特殊情况事故处理:当发现钢水包滑动水口穿钢或关不住时,应该立即采用事故回转设备迅速将钢水包转出浇注位,通知天车及时吊走。
连浇时,当钢水包滑动水口打开困难时,中间包液面降到300 mm 以下时,应通知滑动水口热修工协助处理。
浇注结束操作:密切注视钢流,见到下渣立即关闭钢水包滑动水口,不得向中间包放渣,遇到滑动水口关不住时,应该立即转动钢水包回转台,将钢水包旋转到事故包位。
钢水包中的钢水温度在1600-1700℃,钢水包耳轴处于高温状态,受热胀冷缩的影响,过盈量会进一步减小,耳轴更容易从耳轴块中拔出,非常危险。在2005 年就有数次拔出。为了安全可靠,对耳轴和耳轴块进行了改造。修改情况如下。
3 改造情况
3.1 耳轴块改造情况(图4)
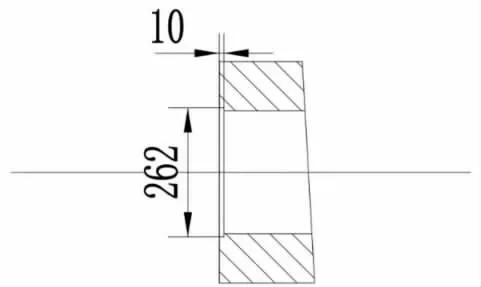
图4 钢水包耳轴块
3.2 耳轴的改造情况(图5)
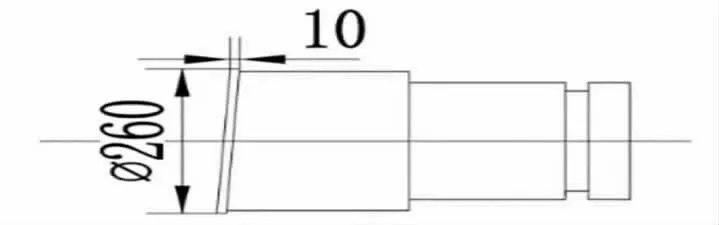
图5 钢水包耳轴
3.3 在耳轴的左侧设计一个长10mm 高5mm 的轴肩,装配时改为从内侧装配,过盈量不变,这样即使最小过盈量偏小,有轴肩卡着,也不会拔出。从2005 年改造完使用到现在,再也没有出现过耳轴拔出的情况,效果明显。
4 结论
钢水包耳轴是重要的承重部件,绝对不能发生故障,发生故障后,造成的进一步破坏是巨大的,因此钢水包耳轴的安全可靠,是冶金行业重点关注的部位。只有钢水包耳轴安全可靠了,炼钢厂才能连续安全生产,不断提高产量。有同类问题的兄弟单位可以借鉴。
猜你喜欢
中国铸造装备与技术(2021年1期)2021-02-02 03:24:22
山东冶金(2020年6期)2021-01-04 14:08:30
山东冶金(2019年2期)2019-05-11 09:12:16
科技视界(2017年1期)2017-04-20 00:48:12
中国新技术新产品(2017年7期)2017-03-18 21:14:47
当代工人(2016年11期)2016-07-19 23:25:52
安徽冶金科技职业学院学报(2015年3期)2015-12-02 03:46:33
山东工业技术(2015年14期)2015-07-16 18:16:08
微特电机(2015年1期)2015-07-09 03:45:02
机械工程师(2014年8期)2014-12-02 01:39:26
