可任意比例混合的阻燃PC/PET工程塑料合金的制备
2022-07-06 09:47贾义军翁书元严欢焕陈国军肖能君马青云
上海塑料 2022年3期
贾义军, 翁书元, 严欢焕, 陈国军, 肖能君, 马青云
(1. 北京市化学工业研究院有限责任公司, 北京 100080;2. 宁波华腾首研新材料有限公司, 浙江余姚 315400)
0 前言
通过熔融共混方法制备聚合物合金,已成为高分子材料改性的重要手段。充分利用2种不同类型合成树脂聚合物材料性能的长处,相互间取长补短,获得综合性能更佳的高分子材料是近些年材料改性的研究热点。聚碳酸酯(PC)作为一种抗冲击性优异和尺寸稳定性好的热塑性工程塑料,广泛应用于家电、汽车、电子电器和工业塑胶配件等行业;但PC的流动性差、对缺口敏感、易应力开裂、耐有机化学品性能差等缺点,限制了它在诸多领域中的应用。工业上常将 PC与其他树脂进行熔融共混制得合金,以达到改善其成型加工性能、减少制品残余内应力、降低材料成本的目的。
随着国内PC合成树脂产能的扩大,拓展PC应用领域、化解PC过剩产能成为关注的热点。聚对苯二甲酸乙二醇酯(PET)树脂具有价格低、易加工和耐化学溶剂性好的优点,但PET工程塑料在单独使用时,其耐热温度性、尺寸稳定性和韧性差等缺点,限制了它的应用。综合PC和PET的优缺点,获得加工性能均衡、综合性能优异的合金材料,可进一步拓展PC树脂在家电、电子电器元器件和汽车塑胶件等领域的应用。国外企业如沙特基础工业公司、韩国三养株式会社、科思创聚合物(中国)有限公司、三菱工程塑料株式会社等,都有成熟的PC/PET工程塑料合金系列化产品在应用。国内企业和高校研究人员也开展了对PC/PET工程塑料合金的研究,但研究多集中于合金的相容性和增韧方面[1-7]。笔者系统地研究了PC和PET不同配比的合金化材料的性能,开发出可任意比例PC和PET熔融共混制得的合金材料,并可根据不同应用场景,灵活选用可用于注塑加工成型的阻燃PC/PET工程塑料合金材料。
1 实验部分
1.1 主要原料
PC树脂,2405,科思创聚合物有限公司;
PET树脂,FG600,中石化仪征股份有限公司;
相容增韧剂,甲基丙烯酸甲酯-丁二烯-苯乙烯共聚物(MBS),EM500,LG化学;
相容增韧剂,含有环氧功能团的乙烯-丙烯酸酯的三元共聚物,PTW,美国杜邦公司;
相容增韧剂,甲基丙烯酸缩水甘油酯接枝聚烯烃弹性体(GMA-g-POE),宁波能之光新材料科技股份有限公司;
阻燃剂,十溴二苯乙烷,山东天一化学有限公司;
阻燃剂,溴化聚苯乙烯,山东天一化学有限公司;
阻燃剂,溴代三嗪,SR-245,日本第一工业株式会社;
阻燃剂,三氧化二锑,湖南常德辰州锑品有限责任公司;
抗氧剂,1010,圣莱科特精细化工(上海)有限公司;
抗氧剂,168,圣莱科特精细化工(上海)有限公司;
润滑剂,PETS,意大利发基有限公司。
1.2 主要设备及仪器
同向平行双螺杆挤出机,ZSK-30型,直径为30 mm,长径比为40,南京瑞亚挤出机械制造有限公司;
电子万能试验机,CMT6104型,承德精密仪器有限公司;
简支梁冲击试验机,ZBC7151-B型,承德精密仪器有限公司;
熔体质量流动速率测试仪,XNR400A型,承德精密仪器有限公司;
热变形维卡试验仪,RV-300A,承德精密试验机有限公司;
水平垂直燃烧试验仪,ZZZ-RS-HL,深圳市中子测控仪器有限公司;
漏电起痕指数仪,LDQ-JT,上海竟田测试设备有限公司;
灼热丝试验仪,ZRS-JT,上海竟田测试设备有限公司;
电子密度计,AU-300S,广东宏拓仪器科技有限公司;
注塑机,MA600/150型,海天集团有限公司。
1.3 材料制备及性能测试
1.3.1 PC/PET工程塑料合金的制备
分别将相容剂、抗氧剂、润滑剂、增韧剂和阻燃剂等按设定配方比例准确称量后进行预混合,随后在预混物中加入一定量的PC和PET(不同比例)工程塑料树脂,经混合均匀后加入同向平行双螺杆挤出机中,制备出PC/PET工程塑料合金材料颗粒。同向平行双螺杆挤出机1#~10#的加工温度分别为200 ℃、220 ℃、240 ℃、255 ℃、255 ℃、255 ℃、255 ℃、265 ℃、265 ℃、265 ℃,机头温度为260 ℃。
1.3.2 PC/PET工程塑料合金材料标准测试样条的制备
经同向平行双螺杆挤出机挤出造粒制得的材料,经鼓风热干燥烘箱(烘干温度为120 ℃,烘干时间为4 h)干燥,烘干后的物料经配各种不同标准测试样条模具的注塑机注塑成型后,制得测试样条,具体注塑成型工艺温度设定条件见表1。

表1 PC/PET工程塑料合金材料注塑成型标准测试样条的工艺温度
1.3.3 性能测试
拉伸强度按ISO 527-2—2012 《塑料 拉伸性能的测定》测试,样条型式采用1A型,拉伸速度为 5 mm/min。
弯曲强度按ISO 178—2019 《塑料 弯曲性能的测定》测试,测试速率为2 mm/min。
简支梁冲击强度按ISO 179—2010 《塑料 摆式冲击性能的测定》测试,缺口样条型式采用1eA型。
热变形温度按照ISO 75-2—2003 《塑料 载荷下挠曲温度的测定》测试,测试砝码质量为1.8 MPa。
密度按ISO 1183—2019 《塑料 测定非泡沫塑料密度的方法》测试。
熔体质量流动速率按照ISO 1133-1—2011 《塑料 测定热塑性塑料熔体质量流动速率和熔体体积流动速率的测定》测试,测试温度为275 ℃,测试砝码质量为2.16 kg。
阻燃性按照UL-94标准测试,测试样条尺寸为(125±5) mm×(13±0.5) mm,厚度分别为0.8 mm、1.6 mm和3.0 mm。
灼热丝引燃温度按照IEC 60695-2-11:2000 《成品灼热丝易燃性测试》测试。
耐漏电痕迹指数按照IEC 60112—2020 《固体绝缘材料耐腐蚀性和比较跟踪指数的测定方法》测试。
2 结果与讨论
2.1 相容剂的种类和用量对PC/PET工程塑料合金性能的影响
在聚合物高分子材料合金的制备中,相容剂的选择是关键。通过查阅相关文献[1,3-4],确定基础配方(见表2),每组配方中加入确定量的抗氧剂和润滑剂等。

表2 PC/PET工程塑料合金试验基础配方
将3种相容增韧剂(EM500、PTW、GMA-g-POE)引入配方体系进行对比,观察其对PC/PET工程塑料合金加工过程中相容性的影响,结果见表3。

表3 3种不同类型相容剂在PC/PET工程塑料合金挤出加工中的对比
从表3可以看出:固定PC∶PET质量比为70∶30,相容增韧剂添加量一定时,3种类型的相容增韧剂中MBS的相容性最好,PTW次之,GMA-g-POE最差。
综合考虑各方面因素,决定选用MBS为PC/PET工程塑料合金的相容增韧剂做进一步研究。改变MBS用量考察其对PC/PET工程塑料合金性能的影响,结果见表4(其中,“空白”代表未测,“NB”代表无法冲断)。
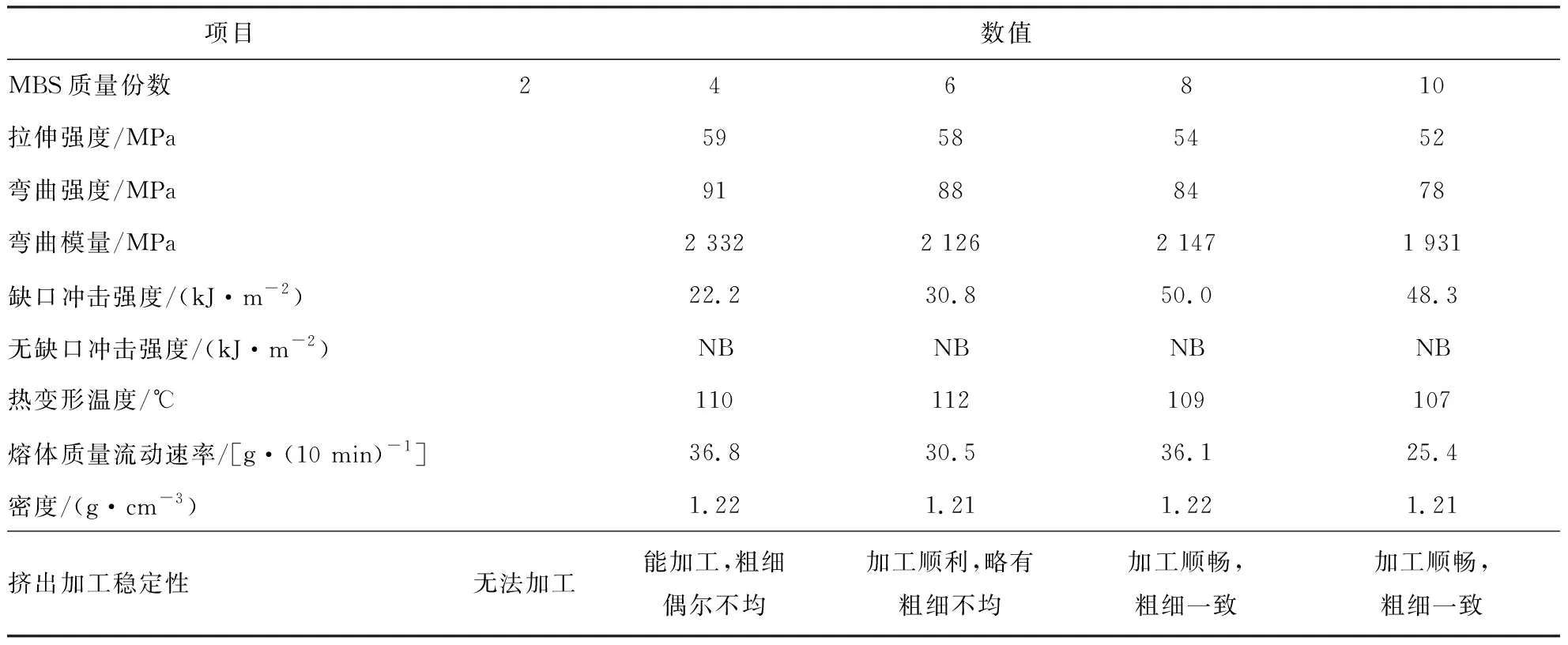
表4 MBS用量对PC/PET工程塑料合金性能的影响
从表4可以看出:在加工性方面,随着MBS用量的增加,加工性逐步改善;当MBS添加质量份数超过6时,加工顺利,料条粗细一致,牵引拉条非常顺畅。在力学性能方面,随着MBS用量的增加,拉伸强度、弯曲强度呈下降趋势,密度基本不变;缺口冲击强度随MBS用量的增大逐渐增大,当MBS添加质量份数为8时效果最佳。这可能是由于MBS结构中的丙烯酸甲酯在熔融过程中能与PC和PET中的端羧基或羟基反应,生成接枝共聚物,明显改善PC和PET两者相界面的相容性。当MBS添加量较少时,MBS对相界面的改善有限,当添加量达到一定程度后,能有效改善相界面的相容性,PC/PET工程塑料合金的加工性和力学性能,特别是非缺口冲击强度明显改善。
2.2 PC和PET质量比对PC/PET工程塑料合金性能的影响
选择MBS为相容增韧剂,添加质量份数为8,通过改变PC和PET的质量比,考察其对PC/PET工程塑料合金性能包括加工性的影响,结果见表5。

表5 PC和PET的质量比对PC/PET工程塑料合金性能的影响
从表5可以看出:在加工性方面,不同的PC和PET质量比下,挤出过程中均牵引造粒顺畅,说明在该相容增韧剂条件下,PC与PET的质量比对PC/PET工程塑料合金相容性影响不大,可顺利加工。随着PC含量的增加,PC/PET工程塑料合金的缺口冲击程度和热变形温度呈明显上升趋势,材料的熔体质量流动速率呈下降趋势。综合来看,PC质量分数超过40%时性能最佳,但PC质量分数过高(超过80%),流动性明显下降。这可能是由于MBS的核壳结构对PC的增韧效果较好,因此随着PC含量增加,PC/PET工程塑料合金的韧性改善明显;同时,由于PC结构中含有苯环结构,导致随着PC含量增加,PC/PET工程塑料合金的热变形温度提高明显。但当PC质量分数超过80%后,由于PC黏度高、流动性差导致熔体质量流动速率下降明显。
2.3 阻燃PC/PET工程塑料合金性能研究
2.3.1 阻燃剂类型的影响
电子电器、小家电和工业元器件等塑胶件用到的材料通常要求具有一定阻燃性。为了将PC的应用范围进一步扩大,必须实现PC/PET工程塑料合金的阻燃性。采用质量份数分别为70、30、8的PC、PET、MBS,在其他组分抗氧剂和润滑剂等不变的情况下,分别添加十溴二苯乙烷、溴化聚苯乙烯和溴代三嗪阻燃剂与三氧化二锑复配,制得的阻燃PC/PET工程塑料合金材料的性能对比见表6。

表6 3种阻燃PC/PET工程塑料合金材料的性能对比
从表6可以看出:在PC质量份数为70、PET质量份数为30、MBS质量份数为8的条件下,当阻燃等级达到V-0时,溴代三嗪的添加量最少,阻燃效果和各项性能最佳。这可能是由于在该体系中十溴二苯乙烷和溴化聚苯乙烯均属填充型溴锑复配,而溴代三嗪阻燃剂除了属于溴锑复配外,其本身属于一种溴/氮协同的阻燃剂,阻燃剂分子结构中的官能团能与PC和PET中的端羧基或羟基反应,可以有效改善其分散性;同时,由于阻燃剂体系中PC树脂的作用,使得溴代三嗪和三氧化二锑复配的阻燃效率更高,添加量最低。
2.3.2 PC和PET质量比的影响
固定MBS质量份数为8,阻燃剂选择溴代三嗪和三氧化二锑复配(质量份数分别为7.0和2.5),当其他组分不变时,考察不同PC和PET质量比对阻燃PC/PET工程塑料合金材料性能的影响,结果见表7。

表7 不同PC和PET质量比对阻燃PC/PET工程塑料合金性能的影响
从表7可以看出:随着PC含量的增加,阻燃PC/PET工程塑料合金的断裂伸长率、缺口冲击性能、阻燃性能和耐热温度均有明显提高。在PC质量分数超过30%后,灼热丝引燃温度和耐漏电痕迹指数基本无变化。这说明在该体系中,PC树脂的作用明显,PC含量的增加有效改善了PET的韧性和耐热性。当阻燃PC/PET工程塑料合金中PC质量分数大于50%时,缺口冲击性能较为优异。因此,笔者后续选取PC∶PET为60∶40的阻燃PC/PET工程塑料合金进行注塑成型试验。
2.4 注塑加工成型模拟成型应用试验
考虑阻燃PC/PET工程塑料合金的最终应用,综合不同配比的材料性能和原材料成本,选取阻燃体系为溴代三嗪/三氧化二锑(质量份数分别为7.0和2.5),PC∶PET分别为50∶50、60、40∶70∶30和80∶20 4种配方材料进行注塑加工成型和应用评价。成型产品为电脑散热风扇外壳,产品模具为一模成型2个产品,具体的注塑加工工艺条件见表8、表9。
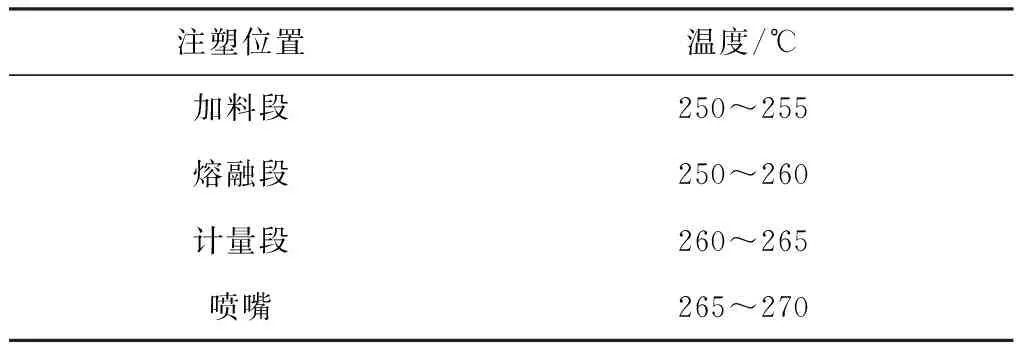
表8 阻燃PC/PET工程塑料合金注塑成型工艺温度
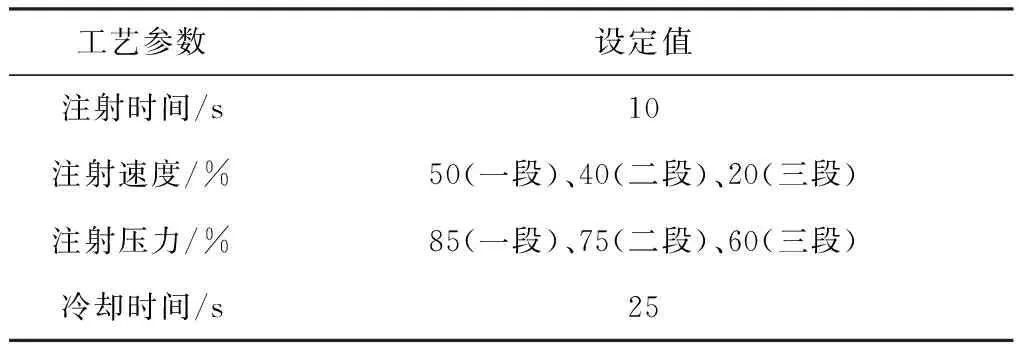
表9 阻燃PC/PET工程塑料合金注塑成型其他工艺条件
注塑成型加工的产品照片见图1。其中,样件从左往右PC∶PET分别为50∶50、60∶40、70∶30和80∶20。

(a) 正面
从产品的注塑成型加工过程和产品外观来看,不同配比的阻燃PC/PET工程塑料合金材料,注塑加工流动性好,成型顺利且注塑产品表面光亮。
3 结语
通过以上研究,得出的主要结论为:
(1) PC/PET工程塑料合金材料的制备最优选用MBS作为相容增韧剂,且MBS的质量份数一般不少于6时,可满足任意比例的PC和PET工程塑料复配。
(2) 在PC/PET工程塑料合金材料的制备中,PC的含量对PC/PET工程塑料合金韧性和耐热性有很大影响。为了充分利用PC的韧性优点,通常PC的质量分数应不低于40%,但PC质量分数太高(超过80%)时,又会带来加工流动性差的缺点。
(3) 在阻燃PC/PET工程塑料合金材料的制备中,采用溴系阻燃体系时,优选溴代三嗪与三氧化二锑复配,阻燃实现V-0的最佳添加质量份数分别为7.0(溴代三嗪)和2.5(三氧化二锑)。在该阻燃剂添加量下,PC含量越高阻燃性越高,阻燃PC/PET工程塑料合金材料的光泽度和耐热性越高。
猜你喜欢
西部交通科技(2022年2期)2022-04-27
商品与质量(2021年7期)2021-11-23
教学月刊(小学版)(2020年29期)2020-12-30
中国外汇(2020年10期)2020-11-25
中国新技术新产品(2017年20期)2017-09-15
山东工业技术(2017年11期)2017-06-13
读写算·高年级(2017年4期)2017-04-15
汽车零部件(2014年1期)2014-09-21
纺织导报(2014年2期)2014-03-17
汽车与新动力(2014年2期)2014-02-27