
光固化3D打印羟基磷灰石工艺参数优化
2022-07-06 02:12董志红严雅静胡旭麟李开南
成都大学学报(自然科学版) 2022年2期
李 虎, 张 震,董志红 ,严雅静,2, 胡旭麟,2 ,李开南,2
(1.成都大学 机械工程学院,四川 成都 610106; 2. 成都大学 附属医院,四川 成都 610081)
0 引 言
羟基磷灰石(hydroxyapatite,HAP),其分子式为Ca10(PO4)6(OH)2,因其具有较好的生物活性和生物相容性,以及无毒、无排斥反应、不致癌、可降解与可与骨键合等特点,作为骨修复替代物在临床上具有极高的应用价值[1-3].而在实际的骨修复临床应用中,对于较大的骨缺损,则需要精准的骨结构支架才能完成骨的较好修复.研究表明,通过三维建模,并结合光固化3D打印加工技术,可较好地实现骨支架材料的制作[4-5].相关研究也证实,利用光固化3D打印技术,材料的工艺参数影响着支架结构的成型性,如浆料的黏度、球磨时间、粉体粒径尺寸、配比以及分散剂等[6-9].其中,球磨时间短,浆料会混合不均,球磨时间长,导致浆料粒径尺寸变小而发生团聚;而较大的粒径尺寸可增加浆料的流动性,但粉体间的距离增大会导致后续烧结过程支架的坍塌[10-12];适当的加入分散剂,会使浆料混合均匀,降低其黏度,从而增加浆料的可打印性[13-14].对此,本研究从加工工艺的角度,分析了球磨时间、粉体粒径尺寸、配比与分散剂的选择对浆料黏度的影响,并通过上述参数的优化完成了光固化3D打印HAP支架试样的制备,拟为人工骨支架材料的制备与应用提供相关参考.
1 实 验
1.1 材料与仪器
1.1.1 材 料
实验所用的材料包括:纳米级HAP(粒径尺寸为100~200 nm),购自成都雨峰博研生物科技有限公司,微米级HAP(粒径尺寸为10~40 μm),购自上海华蓝化学科技有限公司,光敏树脂,购自深圳诺瓦机器人有限公司,分散剂,包括硬脂酸、聚丙烯酸钠、液体聚丙烯酸、无水柠檬酸钠、聚乙二醇及油酸,均为分析纯,购自南京一基生化科技有限公司.
1.1.2 仪 器
实验所用的仪器包括:NDJ-5S型数显粘度计(浙江力辰仪器科技有限公司),QM-3SP2型球磨机(南京驰顺科技发展有限公司),Whale-2型光固化3D打印机(深圳诺瓦机器人有限公司),DSC-3+型热重量分析仪(美国METTLER TOLEDO公司),KSL-1400X-A1型马弗炉(合肥科晶材料技术有限公司),Phenom pro型扫描电子显微镜(复纳科学仪器(上海)有限公司).
1.2 方 法
1.2.1 浆料参数优化
1)球磨时间对浆料黏度的影响.采用单因素法进行实验,即选择油性光敏树脂与纳米级HAP配制固含量为30 wt%的浆料,在不加入其他添加剂的条件下进行测试.浆料的配制过程中每隔15min使用数显粘度计对其进行黏度测定.通过对同一浆料在不同球磨时间时的黏度变化选择出最佳的球磨时间.

表1 HAP粉体组成
3)分散剂对浆料黏度的影响.将固含量为50 wt%HAP(15 wt%的纳米级HAP+85 wt%的微米级HAP)+45 wt%光敏树脂+5 wt%分散剂的浆料球磨120min后,采用数显粘度计对其进行测试得到不同分散剂作用下的浆料黏度,通过实测比对选择出效果最佳的分散剂.
1.2.2 支架试样制备
在支架试样的光固化3D打印时,首先使用Solidworks软件工具按预先设计好的3D试样模型(试样为长40 mm、宽20 mm、高8 mm的长方体与直径30 mm、高8 mm的圆柱体),再使用切片软件进行切片,将切片厚度设置为0.05 mm,曝光时间设置为3.0 s,底层曝光时间设置为20 s,打印平台抬高4 mm,上升和下降速度设置为200 mm/min,打印停止后等待时间为2 s.将1.2.1项下3)中的各组分采用油酸做分散剂,进行光固化打印并成型制样.然后将试样进行热重分析,确定最佳脱脂温度,再在马弗炉中脱脂烧结,最终制备得到HAP支架试样.
1.3 性能测试与表征
1)在浆料的黏度检测时,使用NDJ-5S型数显粘度计测量不同球磨时间、不同粉体粒径尺寸、配比与不同分散剂的浆料的黏度.测试条件为,选择1~4号转子,转子转速为30 r/m.
2)使用DSC-3+型热重量分析仪,分析光固化3D打印支架试样的材料质量与温度的变化关系,具体方法为:取10 mg的样品放入坩埚中,氮气保护下,将反应温度设置为20 ℃~800 ℃,升温速率为10 ℃/min.
3)使用Phenom pro型扫描电子显微镜,对脱脂烧结制备的支架试样表面的微观形貌进行观察,并将试样样品加工成1~2 mm厚的样片,固定,喷金,进行测试分析,设置电压为10 kV.
2 结果与讨论
2.1 工艺参数对浆料黏度的影响
2.1.1 球磨时间对浆料黏度的影响
2.把好引种和繁殖关。一是在引进种兔时,要做好引种计划,应到有种兔经营许可证的正规种兔场引种,不可到疫区特别是患有兔球虫病严重的或饲养管理条件较差的种兔场引种;选种时应选择外貌符合该品种特征,系谱档案资料齐全,精神良好,行走姿势正确,耳朵转动灵活,被毛光洁,毛短齐密,无皮肤病等的种兔,种兔年龄应选择4~5月龄的青年兔。二是在配种繁殖时,要做好配种繁殖计划,配种时间宜选在1~4月份、8~12月份等阶段,气温较高时应安排在早晨和夜间的8~10点,气温低时可在上午9~10点或在晚上7~9点,配种时期还应避开高温多雨季节;此外,配种前最好先对种兔的粪便进行检测,患有球虫病的种兔不得用于配种繁殖。
浆料黏度随球磨时间的变化如图1所示.由图1可知,随着球磨时间的增加,浆料黏度随之增大,具体表现为:浆料混合均匀后,在球磨120 min时浆料黏度为3 532 mPa·s,此时的浆料黏度与球磨90 min时的3 375 mPa·s相差不大,混合物分散较好;球磨150 min时,浆料黏度快速增大到8 093 mPa·s.这种现象主要是由于HAP颗粒具有极高的比表面积和表面能,随着球磨时间的延长,浆料黏度逐渐增大导致其内部团聚.因此,浆料的最佳球磨时间选为120 min.
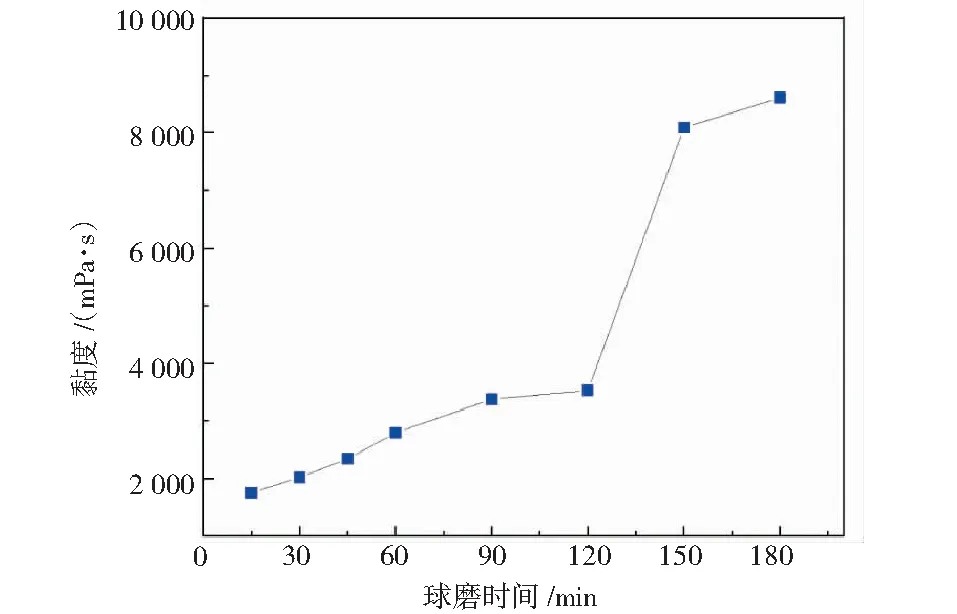
图1 浆料黏度随球磨时间的变化曲线
2.1.2 粉体粒径对浆料黏度的影响
不同HAP粉体粒径尺寸(见表1)对浆料黏度的影响如图2所示.实验中发现,表1中的B组和D组浆料因失去流动性而无法进行3D打印.图2中,A、C、E 3组黏度相近.均在150 mPa·s~300 mPa·s之间,微米级HAP占的比例较多,颗粒间距离较大,使得浆料黏度较小,流动性较好.而F组黏度增长迅速,表明浆料发生了团聚现象.又因为相同粉体颗粒间存在间隙,在其进行烧结时将会产生极大的收缩或者开裂,而通过加入小粒径粉体可以改善这一缺陷[7-8],所以,本研究选择C组,即15 wt%的纳米HAP+85 wt%的微米HAP粉体配比组合.

图2 不同HAP粉体组成对浆料黏度的影响曲线
2.1.3 分散剂对浆料黏度的影响
不同分散剂对浆料黏度的影响如图3所示.由图3可知,实验中所用的6种分散剂,即硬脂酸、聚丙烯酸钠、液体聚丙烯酸、无水柠檬酸钠、聚乙二醇与油酸,其浆料黏度分别为4 865 mPa·s、3 415 mPa·s、5 231 mPa·s、3 094 mPa·s、3 712 mPa·s、2 401 mPa·s;空白对照组的浆料黏度为5 491 mPa·s.通过比对不同分散剂的测试效果表明,油酸作为分散剂的效果最佳,其浆料的流动性得到了一定的提高.
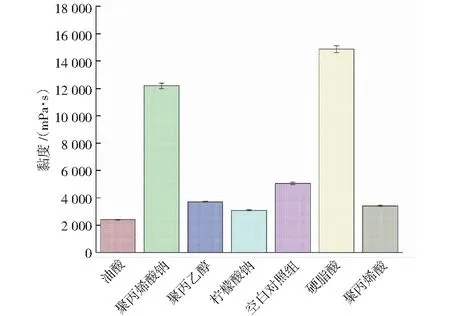
图3 不同分散剂对浆料黏度的影响曲线
2.2 沉降观测
在实验中,固含量为50 wt%HAP(15 wt%的纳米HAP+85 wt%的微米HAP粉体配比)的浆料静置14 d的结果如图4所示,其中,a组为未加入分散剂的对照实验组,b组为加入油酸作为分散剂的实验组.实验中,由于HAP颗粒的密度大于光敏树脂的密度,导致HAP颗粒发生沉降,从图中也可以看出,加入油酸分散剂的HAP颗粒,在其浆料中的沉降速率明显低于未加入分散剂的对照组,可见,油酸的加入对于抑制HAP颗粒的沉降具有显著作用.

图4 静置14 d后的浆料沉降对比效果图
2.3 热重分析测试
在实验中,光固体3D打印的HAP试样的热重测试结果如图5所示.由图5可知,在378.76 ℃时,光敏树脂的分解速率达到最大,试样质量快速下降,在450.56 ℃时,试样的质量损失速率再次增大,当温度到达508.01 ℃时,质量不再变化,说明此时光敏树脂已经分解完全.

图5 HAP试样的热重分析曲线
2.4 脱脂与烧结
实验制备的HAP支架试样的脱脂与烧结工艺曲线如图6所示.由图6可知,在低温预烧结阶段(0~235 ℃),支架试样主要发生气体吸附及水分的挥发,此阶段升温速率为1 ℃/min,保温60 min;在脱脂烧结阶段(235~508 ℃),支架试样坯体内的光敏树脂完全分解,此阶段升温速率为1 ℃/min,保温120 min;在中温预烧阶段(508~900 ℃),支架试样坯体中的挥发成分进一步减少,使其致密度增加,此阶段升温速率为4 ℃/min,保温60 min;在高温烧结阶段(900~1200 ℃),支架试样体积快速收缩,晶粒间距减小,支架试样致密度进一步增大,此阶段升温速率为4 ℃/min,保温120 min.最后得到较为理想的支架试样.
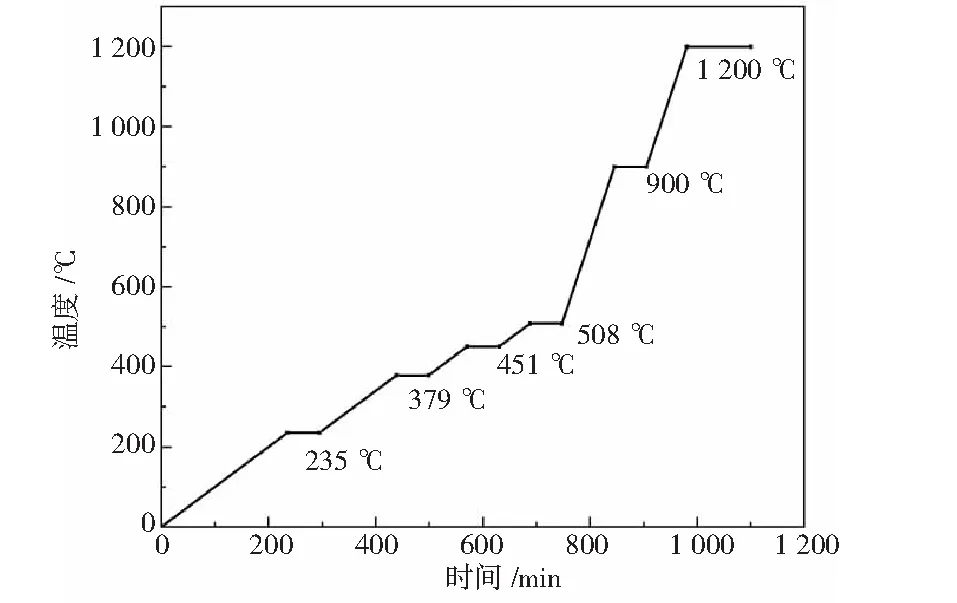
图6 HAP支架试样坯体的脱脂与烧结工艺曲线
2.5 试样收缩率测试
在实验中,本研究对脱脂与烧结后的支架试样进行了表观尺寸的测量,通过计算得到了试样不同时期的体积收缩率,其结果如表2所示.结果表明,脱脂后试样的长宽和直径都有收缩,其中,长方体试样收缩率为2.48%;圆柱体试样收缩率为3.21%.此表明,试样在脱脂过后体积收缩不明显;高温烧结后长方体的体积收缩率为44.18%,圆柱体的体积收缩率为48.28%.由此可知,在高温烧结过程中,HAP试样体积收缩明显,此为高温下晶粒之间相互聚集使得体积减小所致.

表2 HAPF支架试样尺寸及收缩率
2.6 微观形貌分析
实验制备的HAP支架试样经扫描电镜观测其表面微观形貌如图7所示.由图7可知,试样烧结后材料的晶粒致密,其表面有许多微小孔隙,且孔隙均匀.实际上,正是由于这些微孔的存在,而有利于晶须生长与细胞黏附等骨组织的生长.

图7 HAP支架试样的扫描电镜观测图像
3 结 论
本研究通过光固化3D打印技术对HAP浆料工艺参进行优化,并通过光固化3D打印与烧结获得HAP支架试样,并得出以下结论:
1)在光固化3D打印HAP浆料的配制时,浆料的最佳球磨时间为120 min,这样可以避免由于浆料中粉体颗粒变小与比表面积增大而导致的团聚现象.
2)采用15 wt%的纳米HAP+85 wt%的微米HAP的粉体进行配比,可获得流动性较好的浆料,其烧结后可获得致密度较高的支架试样.
3)6种分散剂,即硬脂酸、聚丙烯酸钠、液体聚丙烯酸、无水柠檬酸钠、聚乙二醇与油酸的优化测试效果表明,采用油酸为分散剂的浆料黏度最低,分散效果最佳.
4)在脱脂速率为1 ℃/min,升温速率为4 ℃/min时,可获得较好的多孔HPA支架材料.
猜你喜欢
再生资源与循环经济(2022年9期)2022-11-20
现代食品(2022年17期)2022-10-20
发明与创新·大科技(2021年2期)2021-04-20
健康大视野(2020年16期)2020-08-16
新材料产业(2019年9期)2019-10-30
中国美容医学(2017年7期)2018-02-02
佛山陶瓷(2017年7期)2017-09-06
科技创新与应用(2017年9期)2017-04-26
健康女性(2016年7期)2016-09-28
科技创新导报(2016年5期)2016-05-14
