多源集成式大飞机蒙皮在机测量方法
2022-06-30 06:56:48向兵飞杨文军郝小忠张延晶温建林
南京航空航天大学学报 2022年3期
向兵飞,杨文军,郝小忠,张延晶,马 玮,刘 彤,方 瑞,温建林
(1.江西洪都航空工业集团有限责任公司,南昌 330096;2.南京航空航天大学机电学院,南京 210016;3.南昌沪航工业有限公司,南昌 330096;4.空装驻南昌地区军事代表室,南昌 330024)
大飞机蒙皮壁薄、呈弱刚性,毛坯在成型、装夹及重力影响下,形状稳定性差,导致装夹后毛坯的实际型面与理论型面存在较大偏差[1-2]。大飞机某大型蒙皮毛坯变形误差如图1 所示,变形大且分布复杂,变形量为[-11.29~+0.607 mm],变形量超过蒙皮厚度,按照理论程序直接加工将导致零件报废。因此,需要获取蒙皮实际曲面来保证后续加工程序的生成,传统接触式探针检测方法对整张蒙皮进行在机检测,由于大飞机蒙皮尺寸大,接触式检测效率低,影响零件制造周期。基于线激光的在机快速扫描技术能有效提高实际型面获取效率,但测量精度低,无法满足大飞机蒙皮加工精度要求。如何精确、高效地对大型蒙皮进行原位检测,获取实际型面,是大飞机蒙皮高效制造的瓶颈难题。

图1 蒙皮毛坯变形误差Fig.1 Normal error between actual shape and nominal shape for aircraft skin
融合测量是弥补单个传感器的测量局限,通过相互配合,实现高效和高精度测量。德国Werth 公司生产的多传感器测量设备和美国的OGP 多传感器测量系统均集成了接触式和非接触式多传感器,实现了融合测量,此类融合测量系统多用于离线测量,重定位误差大、效率低,不适用于大飞机大型蒙皮的高精、高效测量[3]。在机融合式测量是一种兼顾测量效率和精度,集成激光扫描仪与接触式探针相结合的融合检测方法,被应用于曲面重构、加工误差计算与补偿[4-5]。激光在机扫描存在系统误差和随机误差,且蒙皮曲面在机探针检测和激光扫描测量数据的精度、尺度不匹配,如何对多源数据进行融合是实现高精、高效在机测量的关键。学术界对多源数据融合的研究主要分为3 类:
(1)残差逼近(Residual approximation,RA)方法。RA[6]是一种数据条件分布逼近算法,通过计算2 组数据之间的残差来逼近2 组数据的条件分布差异,适用于处理异构数据。然而RA 主要聚焦于拟合2 组数据间的系统误差模型,针对大型蒙皮曲面激光测量过程中存在较大随机误差,仅用RA法难以消除随机误差带来的影响。
(2)加权融合方法。加权融合适用于处理同构数据从而减小随机误差对测量结果的影响。根据加权对象的不同,Wang 等[7]将加权融合分为4类:加权最小二乘融合[8]、像素级加权[9]、参数加权[10]与非参数加权,并通过实验证明RA 与加权融合是应用场景互补的两种融合测量方案。该方法能够减少随机误差,但大型蒙皮多源测量数据异构,无法解决测量融合问题。
(3)相依高斯过程方法。相依高斯过程[11]是一种新的数据融合技术。与高斯过程(Gaussion process,GP)不同,相依高斯过程可以处理来自不同传感器的数据集,利用相同数据之间的关系,并考虑不同数据集之间的耦合关系,达到数据融合的目的。但相依高斯过程中核函数及相关性系数的选取会对结果产生相当大的影响,目前仅靠经验及贝叶斯优化进行选择,难以保证大型蒙皮曲面数据融合结果的稳定性。
针对大型蒙皮在机融合测量同时存在系统误差和随机误差的问题,现有几类融合方法适用场景及误差消除方式均难以满足实际零件的融合测量需求。针对以上问题,本文提出了一种蒙皮多源集成式在机测量方法(Multi-source integrated on-line measurement,MSIM)。该方法采用集成接触式探针和激光扫描设备对大飞机蒙皮进行在机测量,分别获得少量高精度测量点和大量较低精度扫描点云。然后将激光扫描点云数据随机分为若干等份,以高精度的接触式测量数据为基准,建立多源测量数据间的残差逼近模型,并对其进行加权集成,生成高精度蒙皮实际型面,为后续蒙皮实际加工程序生成提供模型输入。
1 蒙皮多源集成式在机测量
大飞机蒙皮多源集成式在机测量过程中,激光扫描存在系统误差和随机误差,且多源测量数据的精度、尺度不匹配,高精度的基准数据与低精度形貌数据融合难。针对这一难题,首先,MSIM 方法采用多源集成式在机测量,以获得的高精度测量点和较低精度扫描点云为输入,采用多源集成式测量数据融合方法(Multi-source integrated measurement data fusion,MSIM-F),生成高精度实际型面。其中,MSIM-F 以高精度的接触式测量数据为基准,建立多源测量数据间的残差逼近模型,并基于加权平均对多源残差逼近模型进行集成,从而解决高精度基准数据与低精度形貌数据的融合难题。MSIM 的原理框架如图2 所示。关键技术主要包括以下2 方面:
(1)蒙皮多源集成式在机测量。在大型蒙皮加工机床上实现激光扫描设备、接触式探针装置与机床的集成,解决激光检测信号长距离传输、长行程空间误差补偿、驱动信号与距离信号高速低延迟实时配准等关键技术,实现大型蒙皮的在机快速检测。采用接触式探针在机检测获取少量高精度测量点,采用激光扫描在机测量获取大量较低精度扫描点云数据。
(2)MSIM-F。①初始融合。首先将激光扫描点云数据随机分为若干等份,记为N组。N组激光扫描点集分别与接触式探针获得的少量探针点进行基于残差逼近模型的数据初始融合,得到N组不同的融合结果,实现激光源和探针源的精度和尺度的匹配,并消除系统误差。②加权集成。为了消除激光测量的随机误差对初始修正模型的影响,通过集成方法对N组初始修正模型结果进行加权集成,减小随机误差,得到最终的测量结果。

图2 MSIM 方法框架Fig.2 Framework of MSIM method
2 大型蒙皮激光在机快速扫描方法
2.1 激光扫描硬件及选择
激光快速扫描装置主要为激光扫描设备、与机床设备集成的装置、信号获取和转换所需的数据传输线、信号转换器、信号集成盒、控制器、计算机以及细分方波线等。核心硬件为激光扫描设备,其选择需要考虑应用机床、测量精度、扫描速度、抗反光能力以及工作间距等。扫描仪器需要与机床进行集成,并采集机床运动数据,仅应用于三坐标测量机或关节臂的扫描设备不一定能满足大型蒙皮加工机床的应用要求[12-13]。扫描速度需满足机床及实际应用需求,速度不匹配可能导致扫描效率低或产生较大的测量误差。由于大型蒙皮变形大,扫描设备的工作间距(扫描设备与蒙皮毛坯之间的距离)要在零件变形量的基础上留有余度,足够的安全距离才能保证扫描的安全性。
大飞机蒙皮存在尺寸大、金属材料易反光且装夹后变形大等特点,对扫描设备的扫描速度、测量精度、抗反光能力以及工作间距等有较高要求。因此,本文方案选取了蓝光扫描设备,扫描速度250 000 点/s,扫描精度0.01 mm,激光束宽度70 mm,工作间距75 mm。激光扫描设备与机床的集成设计了连接器,连接器一端为HSK63A 标准刀柄结构,能够与机床快速安装;另一端根据扫描仪器结构设计了对接装置,保证扫描仪器激光发射源与设备主轴回转中心重合,便于后期进行距离信号处理。由于设备运动行程大、数据传输线长、检测信号长距离传输过程中存在衰减,影响检测精度,因此,定制了专用传输线,经过系统测试,解决了检测信号的长距离传输难题。
2.2 硬件集成和数据采集
大飞机蒙皮尺寸大、加工精度高且加工机床行程大、运动速度快,激光扫描过程中,机床运动信号和扫描设备距离信号的实时采集和合成难度大。大型蒙皮激光在机扫描需要解决激光扫描仪器与设备集成、设备运动信号实时获取、扫描仪器与机床信号的处理与传输等实际应用问题。激光扫描得到的实际型面数据实际是激光扫描仪器距离信号和机床运动信号的合成,数据合成会影响测量的分辨率及测量精度,目前常用的机床运动信号有OPC信号、光栅尺信号及驱动信号。OPC 信号读取数据方便,但运动信号延迟较高,与激光距离信号的数据包匹配会产生较大误差,且采样频率较低,高速运动时运动信号分辨率不足,不满足高速运动激光扫描测量需求。驱动信号延迟低且输出采样频率高,然而需对驱动器软硬件进行改装,且需考虑驱动器挂载能力。相比之下,各轴光栅尺信号为体现机床运动的最直接信号,且一般为通用的TTL 或VPP 信号,通过对光栅尺与驱动器的转接器可将光栅尺信号直接读出,测量延迟低,分辨率可达0.1 μm,因此广泛应用于企业及学术界中激光在机改装[14]。
本文的蒙皮曲面激光在机快速扫描系统如图3所示。具体方案为:读取机床XYZ轴光栅尺运动信号,本文机床光栅尺运动信号为波长为20 μm、幅值为1 V 的正弦波信号。为了与扫描设备的距离信号合成转换为点云矩阵,对正弦波信号进行解析,将XYZ三组正弦波信号转换为3组波长为1 μm 的方波信号。设计信号合成装置,将3 组XYZ方波信号集成后与扫描设备的距离信号传输给ECU 控制器,ECU 控制器将2组不同周期的信号进行转换和合成后传输给计算机,通过机床位置精度误差补偿矩阵和点云矩阵综合变换,形成空间坐标点云,完成信号的采集和处理。扫描设备与机床信号的处理与传输突破了检测信号长距离传输、长行程空间误差补偿、驱动信号与距离信号高速低延迟实时配准等关键技术,实现了大型蒙皮的在机快速检测(扫描速度为12 000 mm/min)。相比传统接触式在机检测蒙皮曲面方法,激光在机扫描方法提效7倍以上。
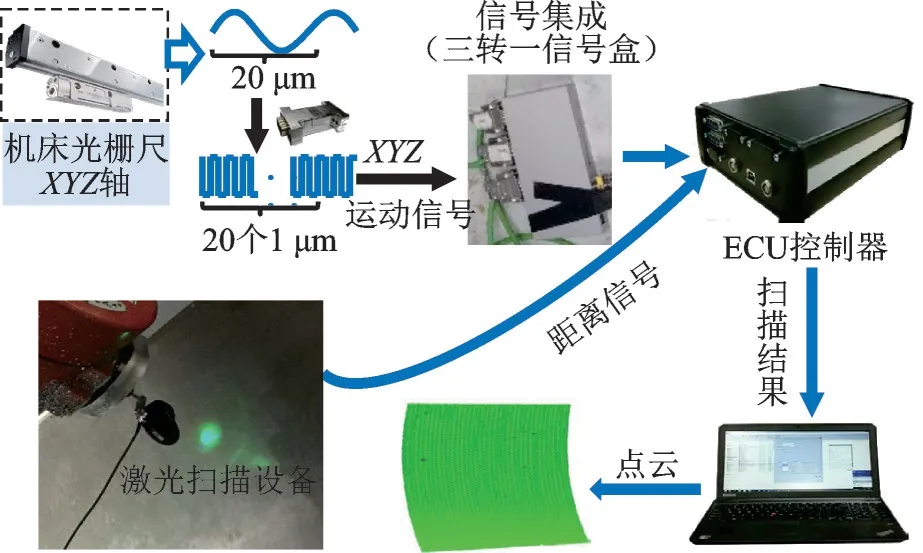
图3 蒙皮曲面激光在机快速扫描Fig.3 On-machine laser scanner measurement for aircraft skin
3 多源集成式蒙皮测量数据融合方法
蒙皮实际型面测量数据为空间位置点的三维坐标{x1,x2,z}。本文作如下映射定义:f:{x1,x2}→x,曲面上任意一点坐标可表示为{x,z}。定义激光扫描点云为DS,接触式探测数据点为DT。为了消除激光扫描测量的随机误差,将点云随机分为若干等份,建立N组较低精度源数据集DSi,i=1,2,3,…,N。对于蒙皮型面,记为f(x),激光扫描数据DSi可以表示为

式中:rSi(x)代表系统误差,εSi代表随机误差。由于激光扫描数据存在系统误差和随机误差,且激光扫描数据和接触式测量数据的精度、尺度均不相同,因此首先通过RA 模型将N组激光扫描数据与一组少量探针数据进行初始融合,消除系统误差,得到精度、尺度处于同一量级的N组初始修正模型。然后采用加权集成的方式对N组初始修正模型进行加权集成,消除测量的随机误差,从而得到多源融合测量结果。
3.1 多源集成式测量数据初始融合
多源集成式测量数据的初始融合即建立多源测量数据间的RA 模型。RA 模型是一种数据条件分布逼近算法,通过计算2 组数据之间的残差来逼近2 组数据的条件分布差异,从而减少系统误差带来的影响,在光学曲面、机械加工等领域得到了广泛应用。Colosimo 等[6]提出一种基于高斯过程的数据融合方法,根据缩放系数与位移系数来消除不同精度数据之间的差异,并在三坐标测量机以及激光扫描设备上进行了验证。Luca 等[15]基于RA 框架提出了一种基于最小二乘B 样条拟合的分层模型,显著提升了计算效率。
RA 模型适用于数据集大小,精度差异较大的情况,如少量高精度数据与大量低精度数据的融合。多源集成式测量中激光与探针2 组传感器的在不同x处的坐标z的分布可以表示为条件分布P(z|x),且数据异构,因此RA 算法可以用于2 组测量数据的初始融合。在蒙皮测量过程中,激光扫描数据集DSi为源数据集,对源数据集进行GP 建模获得源模型zSi(x*)。采用少量高精度探针数据对源模型zSi(x*)重建曲面的残差进行估计,通过GP 建模获得残差逼近模型,进而修正DSi的系统误差。少量高精度探针数据和较低精度高密度扫描数据的残差被视为DSi在z坐标方向上的误差,数据融合后在点x*处的z坐标预测值为zFi(x*),定义为初始修正模型,数学上表示为源模型zSi(x*)和残差zri(x*)的叠加,表示为

式中:下标i代表第i组融合,zFi(x*)为高精度的基准数据与低精度形貌数据融合的结果。N组激光扫描数据DSi与一组探针数据DT进行N次初始融合,得到N组精度、尺度处于同一量级的初始融合模型。多源集成式测量数据初始融合消除了扫描数据的系统误差,但随机误差影响最终的融合效果。
3.2 初始修正模型的加权集成
通过对来自不同传感器的数据进行加权融合能够有效消除单次测量带来的随机误差,广泛应用于光学曲面测量、跨尺度曲面测量等场景。激光扫描数据和接触式测量数据的精度、尺度差异大,2个数据集为异构数据,不适合直接加权融合。由于初始融合后的N组修正模型得到的DFi={XSi,zFi(XSi)}为同构数据,精度、尺度处于相同水平,对N组数据DFi,i=1,2,3,…,N进行加权可以减少随机误差对测量结果的影响。N组初始融合模型的加权集成方式为

4 实验验证
4.1 实验设置
为了验证本文提出的在机融合测量及数据融合方法在大飞机大型蒙皮测量上的性能,采用在机激光扫描和接触式测量相结合的融合测量方法对飞机蒙皮零件进行测量,选取其他3 种数据融合方法进行对比以表明本文方法的优势。如图4 所示,来自激光扫描仪和接触式探针的数据将通过基准球配准,即2 种数据集位于同一坐标系下。将激光扫描点云数据随机分为3 等份,由于数据密度大,对其进行稀释,得到扫描点云数据集DSi,i=1,2,3。接触式探针数据包含用于模型评估的450个检测点和用于模型修正的64 个检测点DT。蒙皮的测量数据集信息如表1 所示,4 种数据融合方法将在表1 的数据集上测试,然后通过分析重建误差分布、平均绝对误差以及最大绝对误差来对比不同方法的数据融合效果。

图4 蒙皮在机激光扫描Fig.4 On-machine laser scanning measurement for skin parts
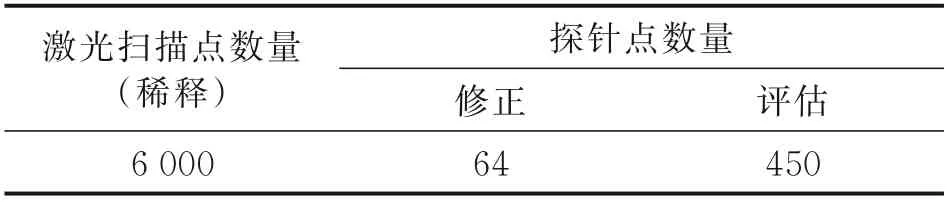
表1 测量数据信息Table 1 Measurement data information
4.2 实验结果分析
不同方法的融合结果如图5 所示,其显示了不同融合结果的重建网格模型、误差沿蒙皮表面的分布以及对应的误差分布图,不同方法的重建误差结果如表2 所示。为了验证各融合方法的有效性,加入了1 组对照试验,即单独使用1 组数据的重建误差结果,2 个数据集都是通过GP 模型重建。通过实验结果,可以发现几种数据融合方法的结果相比于单个数据集都有不同程度的提升。图5(a~d),4种数据融合方法中基于RA 与MSIM-F 的重建误差分布更为集中且平均绝对误差更小,这表明RA与MSIM-F 在处理精度相差较大的数据集上具有非常大的优势。此外,由于MSIM-F 利用了集成的思想,因此在随机误差的控制上更为出色,除去边界非加工区域外,有效区域最大绝对测量误差仅为0.08 mm。相依高斯过程能将非边界误差控制到±0.1 mm 以内,但在边界区域出现了较大的不稳定性,最大误差达到0.4 mm。4 种方法中加权融合效果不理想,大比例区域误差超过0.2 mm,局部甚至超过1 mm。根据表2 可以发现加权融合与仅使用探针数据的结果非常接近,这是因为探针数据的精度高于激光扫描数据的精度,因此探针数据权重大,因此,少量的探针数据根本不足以拟合出曲面的全部外形特征,这与Wang 等[7]的结论一致,即加权融合不适用于处理数据集大小、精度相差很大的数据。
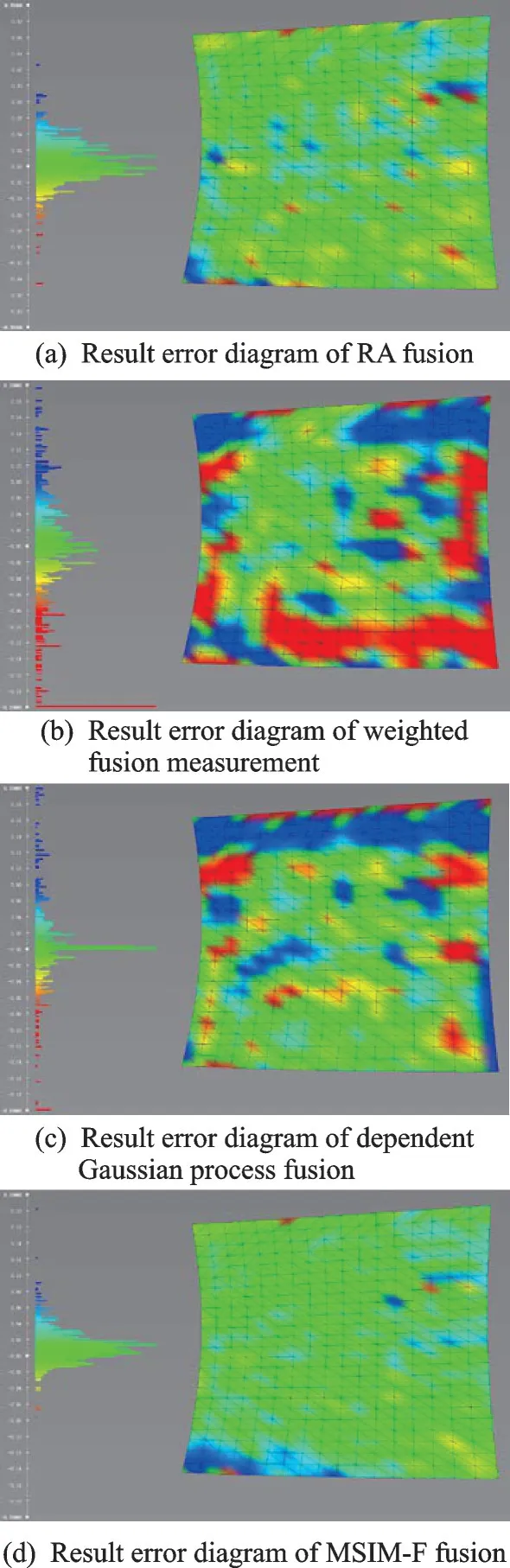
图5 基于4 种融合方法的重建结果Fig.5 Reconstruction results of four fusion methods

表2 不同测量建模方法的误差对比结果Table 2 Error comparison of different measurement modeling methods
根据上述分析,可以得出如下结论:RA以及MSIM-F方法在大型蒙皮曲面零件的多传感器融合测量中效果显著;相依高斯过程由于参数求解困难导致实践效果稳定性不足,尤其是在边界部分;加权融合由于其应用场景限制难以用于大小、精度相差较大的数据集;针对蒙皮、壁板类大型航空零件的融合测量中同时存在系统误差和随机误差的情况,MSIM-F 方法能够提供较为稳定的结果,能够为后续基于实际状态加工程序生成提供模型输入。
5 结论
针对大型蒙皮高精高效在机检测难题,开展MSIM 研究,得到以下结论:
(1)针对大行程高速在机扫描难题,给出了大型蒙皮在机激光扫描硬件集成和数据合成方法,实现了大型蒙皮的在机快速扫描(扫描速度为12 000 mm/min)。
(2)针对蒙皮多源集成式测量过程中同时存在系统误差及随机误差以及数据异构问题,提出了一种多源集成式测量数据融合方法,解决了高精度的基准数据与低精度形貌数据的融合难题。
(3)多源集成式大飞机蒙皮在机测量方法满足高精高效测量需求,能够拓展至大型壁板类零件或复杂构件铸造毛坯的在机测量应用。
猜你喜欢
西北工业大学学报(2023年2期)2023-05-12 12:12:36
客车技术与研究(2023年1期)2023-03-15 04:11:34
汽车工程师(2021年12期)2022-01-17 02:29:52
军民两用技术与产品(2021年5期)2021-07-28 05:55:06
航空世界(2018年12期)2018-07-16 08:34:46
上海大中型电机(2017年3期)2017-11-13 03:38:51
现代检验医学杂志(2016年3期)2016-11-15 01:59:28
三峡大学学报(自然科学版)(2016年6期)2016-04-16 05:02:56
物理实验(2015年9期)2015-02-28 17:36:47
中国水利(2015年12期)2015-02-28 15:14:02