
特征自适应的飞机大型蒙皮曲面测量系统与测量规划
2022-06-30 06:57李艺达隋少春杨建平
南京航空航天大学学报 2022年3期
李艺达,隋少春,曾 坤,杨建平,谢 乾,汪 俊
(1.南京航空航天大学机电学院,南京 210016;2.航空工业成都飞机工业(集团)有限责任公司,成都 610073;3.中国航空工业昌河飞机工业(集团)有限责任公司,景德镇 333002)
为了检验产品是否满足设计要求,三维测量是生产过程中不可或缺的重要环节。现代飞机为了获得更好的气动性能与隐身性能,对蒙皮外形准确度提出了严格的要求,同时也对测量技术提出了很大的挑战。航空制造企业正积极推进数字化测量技术的应用,如利用三维激光扫描技术快速获取复杂型面点云数据,实现飞机蒙皮曲面的非接触式测量。但是目前的扫描测量仍以人工操作为主,难以满足飞机脉动生产的效率要求。为了提升航空制造业生产自动化水平、扩大自动化数字测量技术应用范围、减少检测人员的工作量、提高检测精度及检测效率、加速航空制造业向智能制造转变的进程,国内外许多学者对航空零部件的自动化测量方法进行了一系列探索[1-3]。
在自动化测量系统的构建方面,早期的自动化测量较多地采用了三坐标测量机[4-6]。由于其测量效率较低,在大型曲面测量应用中受到了很大的限制。针对飞机蒙皮类零件尺寸大的特点,构建全局测量场的广域测量方案被广泛研究[7-8]。Shi 等[9]将三维扫描仪与激光测距仪相结合,实现了大型物体三维测量;文献[10]提出了一种多视场全局标定方法用于全局测量场的建立;Jiang 等[11]将双目视觉系统和光学扫描仪相结合,研究了激光扫描仪在整个扫描过程中的定位与跟踪;于浩等[12]基于固定站位下柔性测量单元的测量空间及精度分布进行分析,提出了基于K-均值聚类的测量站位规划及自适应控制策略;孟飙等[13]对组合测量系统的全局标定和数据融合方法进行研究,实现了全局误差控制。然而全局测量场在实际应用中存在建设成本高、测量误差控制难度大、系统灵活性较差等问题。
扫描规划是实现自动化扫描测量的关键问题,扫描路径规划策略直接影响着扫描效率、扫描数据完整性与测量精度。Mahmud 等[14]基于测量不确定度控制进行激光扫描仪扫描路径规划。王鹏等[15]结合背影轮廓法和凸包法对线结构光传感器的最佳视角确定方法进行了研究。Ding 等[16]对激光扫描过程中被测表面采样点的扫描方向与法向量的位置关系进行分析,提出了一种针对复杂机械零件的扫描路径规划方法。这些方法生成的扫描路径不连续且数据依赖于点云配准,数据精度难以保证。Minh 等[17]使用最小二乘保角映射将三维曲面展开为二维平面,在平面上进行等距路径规划后再将路径点映射至三维空间,通过控制扫描重叠率完成扫描路径规划,一定程度上简化了扫描规划难度。该算法只能处理曲率变化较平缓的三维曲面,无法自适应特征区域。林晶[18]基于软件CATIA进行二次开发以生成初始扫描轨迹,并基于粒子群算法和系统误差预测模型对曲面扫描轨迹进行优化。浙江大学的艾小祥等[19-20]在分析扫描仪扫描约束及测量对象几何特征的基础上,针对机翼骨架的特征集中区域提出了分对象总体最优法,并采用蚁群算法优化扫描路径。这些方法在特定的场景中达到了较好的效果,然而其特征提取需借助三维建模软件进行人机交互,对特征区域的划分仍需较多人工干预。
综上,现有的自动化测量系统存在建设成本高、系统柔性差的问题;现有的自动化扫描规划方法无法针对待测对象的曲率变化大的特征区域自适应调整扫描策略,难以直接应用于飞机大型蒙皮曲面零件的扫描测量。针对以上问题及飞机蒙皮零件制造尺寸大、外形复杂的特点,本文构建了基于移动机械臂的柔性测量系统,提出了特征自适应的多站位自动化扫描规划方法,并对扫描效率,模型完整性以及测量精度进行实验验证。
1 柔性测量系统
柔性测量系统主要包含执行模块和测量模块,如图1 所示。执行模块采用机械臂与移动平台的组合方式。机械臂末端夹持扫描仪进行手持扫描动作;移动平台配备激光雷达与视觉传感器,可在复杂车间内建立环境障碍地图,实现车间环境内的动态路径规划与定位及待测对象与柔性测量系统的相对位姿估计。测量模块包含手持式扫描仪和动态跟踪系统。通过工装将扫描仪与机械臂末端连接。扫描过程中,由动态跟踪系统进行扫描仪的实时位姿解算,将扫描获取的型面三维数据转换至动态跟踪系统坐标系下。
为了实现模块间数据传递、保证系统协调工作,首先对系统各组成部分之间的相对坐标关系进行建模,然后对待测工件进行位姿估计。
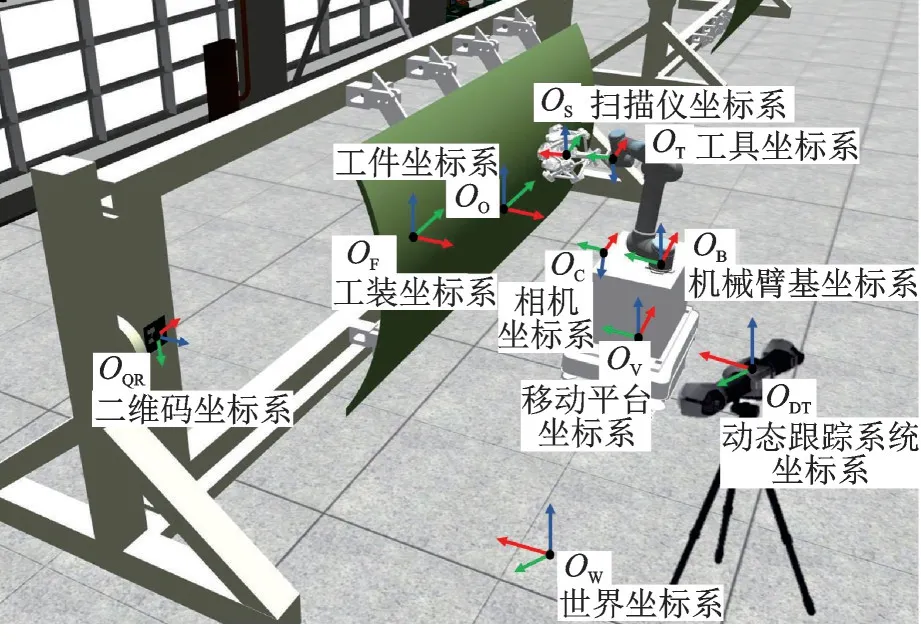
图1 系统组成与坐标系定义示意图Fig.1 System composition and coordinate system definition
1.1 系统坐标关系建模
系统坐标系定义如图1 所示。OO为工件坐标系,OF为工装坐标系,OQR为二维码坐标系,通过工装建立工件坐标系与二维码坐标系的联系,工装同时保证了工件与二维码的定位精度,二维码坐标系到工件坐标系的相对位姿可由工装设计参数确定。执行模块包含机械臂基坐标系OB,工具坐标系OT,移动平台坐标系OV和相机坐标系OC;测量模块包含扫描仪坐标系OS,设定垂直于扫描平面指向扫描对象的方向为扫描仪坐标系x轴正方向;动态跟踪系统坐标系为ODT;全局参考坐标系定义为OW。
待测对象坐标系之间,从工件坐标系到二维码坐标系为固定变换,由工装设计参数得到。利用相机成像几何模型可估计出二维码坐标系在相机坐标系下的位姿(将在1.2 节讨论)。从相机坐标系到机械臂基坐标系的变换由手眼标定得到。扫描仪坐标系与工具坐标系的相对位姿由夹具设计参数得到。由机械臂运动学模型可以得到任意姿态下工具坐标系在机械臂基座标系的位姿BTT。基于被测对象数模进行扫描路径规划,扫描路径点可转化为扫描仪在工件坐标系下的期待位姿,为了将其转化为执行模块可执行的扫描动作,需要将其从工件坐标系转换到机械臂基座标系下,根据矩阵乘法结合律,其变换矩阵表达为

通过该变换关系得到扫描仪坐标系在机械臂基坐标系下的期望位姿,再通过机械臂运动学逆解求得期望的机械臂各关节角度,实现扫描动作解算。
当待扫描区域较大,一个站位下无法覆盖所有扫描路径点时,将全局扫描路径点拆分成各站位下的局部扫描路径点,利用柔性测量系统的水平移动分站覆盖完整扫描区域。在系统站位转换过程中,扫描仪在机械臂基坐标系下的期待位姿会随着柔性测量系统与待测工件的相对运动而发生改变。令s0站位为柔性测量系统初始站位,假设从s0站位到sn站位的变换为,则
式中:Ps0为s0站位坐标系下的扫描仪期待位姿集合,Psn为sn站位下的扫描仪期待位姿集合,通过式(2)实现两个集合之间的映射。
在一个工位测量任务中坐标系之间的变换关系如图2 所示,图2 中使用实线和虚线区分测量任务中固定或动态变化的位姿关系,各坐标系之间通过固定变换或动态变换建立联系。其中,世界坐标系作为参考坐标系,在一个工位的测量任务中其与工装坐标系及动态跟踪系统坐标系的相对位姿保持不变,此外移动平台坐标系与机械臂基座标系相对位姿也是固定的,这些固定变换在计算中可以被消去,因此无需进行求解。
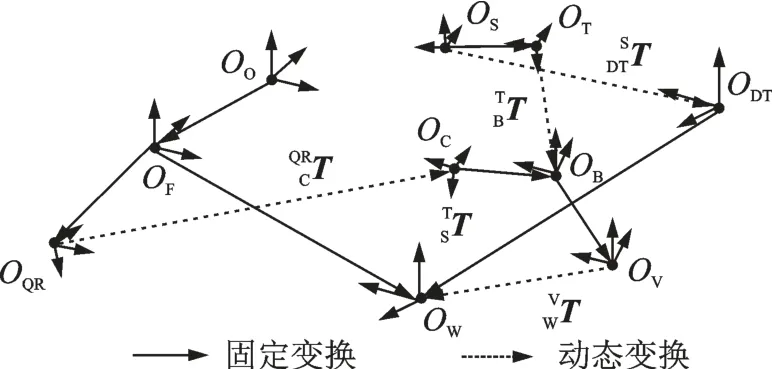
图2 坐标系变换示意图Fig.2 Coordinate system transformation
1.2 待测工件位姿估计
待测工件与柔性测量系统的相对位姿估计是系统数据传递中的重要内容。本文利用ArUco库[21-22]自动提取图像中的二维码,并估计出二维码坐标系在相机坐标系下的位姿,实现待测工件相对位姿解算。
基于二维码的位姿估计可描述为多点透视成像(Perspective-n-point,PnP)问题,其求解精度与观测角度与距离相关[23],如图3 所示。由于移动平台定位精度影响,可能出现无法准确到达预设位置,导致待测工件相对位姿估计精度较低。为此,考虑相机与二维码相对距离、相机成像平面与二维码平面夹角这两个因素对位姿估计精度的影响,设计评价函数
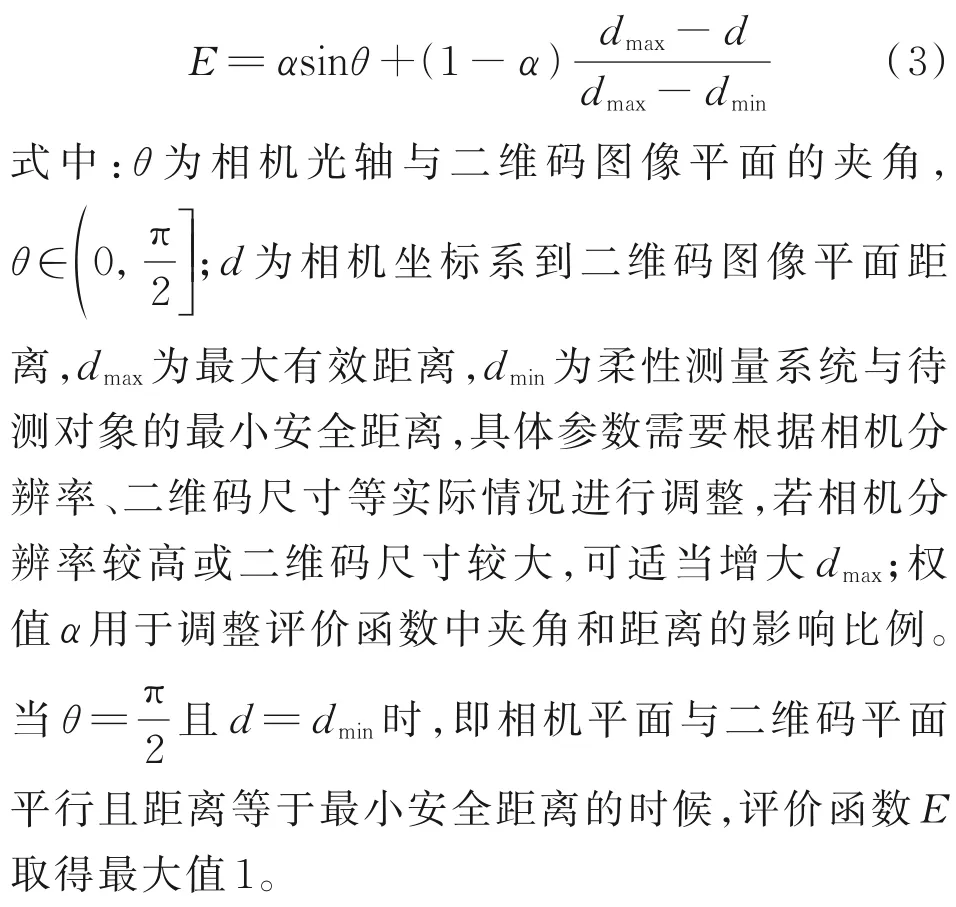
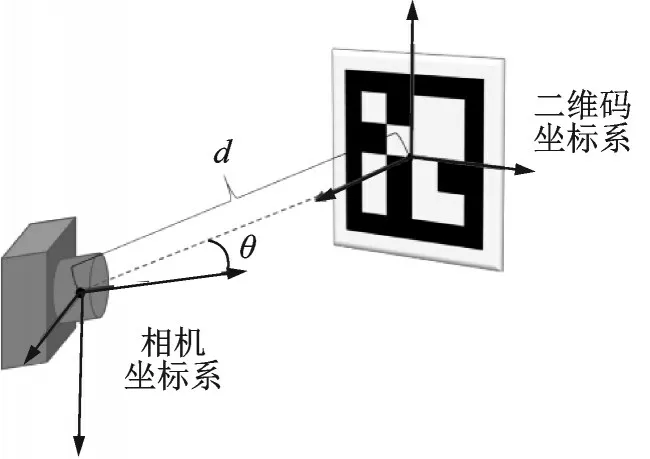
图3 相机位姿估计Fig.3 Camera pose estimation
2 特征自适应的大型曲面扫描规划
本节首先根据扫描仪工作原理进行扫描约束分析,建立扫描规划问题模型,然后将特征自适应的大型曲面扫描规划方法分为3 个步骤:(1)基于待测曲面网格模型分割得到特征区域,对不同区域自适应采样并偏置,得到离散的扫描路径点集合。(2)根据扫描路径点分布及柔性测量系统工作空间约束对扫描任务进行站位划分。(3)在每个站位下求解扫描路径点遍历顺序,利用运动规划器对有序的离散目标位姿集合平滑插值,生成每个站位的扫描轨迹,最终得到移动机械臂可执行的任务动作,实现扫描规划。在步骤(1)中主要考虑扫描完整性约束,而在步骤(2,3)中主要考虑扫描效率约束。
2.1 扫描约束分析
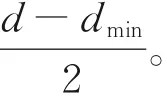
如图4 所示,将扫描仪视场建模为一个锥形区域,进一步将有效扫描区域简化为一个圆柱体区域,其中视锥方向与扫描仪坐标系x轴正方向一致,dfmin、dfmax、dfbest分别为扫描仪的最小、最大以及最佳工作距离,rf为有效扫描区域半径,以最小工作距离下的视锥切圆半径为参考。
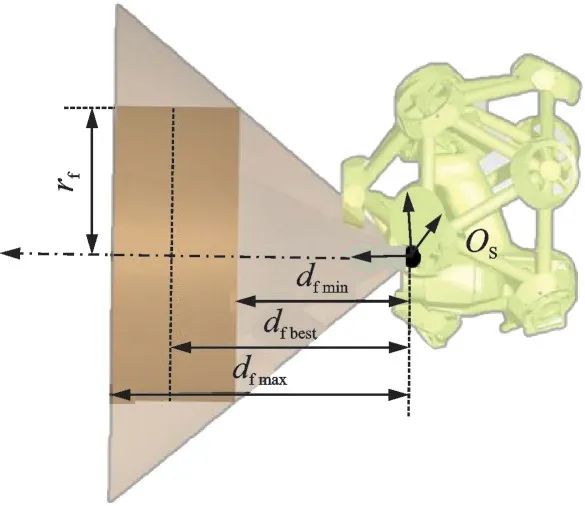
图4 扫描仪视场建模Fig.4 Scan field modeling
扫描路径点可描述为pi=(x,y,z,nx,ny,nz),其中(x,y,z)为三维空间坐标,(nx,ny,nz)为单位方向向量,分别代表扫描仪的位置与朝向。用于自动扫描任务执行的扫描仪空间位姿可表达为ppi=(x,y,z,r,p,y),其中(x,y,z)为扫描仪的位置,(r,p,y)为扫描仪绕x、y、z轴的旋转,表示扫描仪的姿态。由于扫描路径点pi的法向量(nx,ny,nz)为归一化的方向向量,只提供了两个自由度的约束。令扫描仪视场方向(扫描仪坐标系x轴正方向)与扫描路径点法向量方向一致,同时令扫描仪绕x轴方向的旋转角度为0(即令r=0),即可实现扫描路径点和扫描仪的期待位姿之间的相互转换,因此下文对二者不再作区分。
为了保证扫描数据质量,扫描仪的视锥方向应尽可能与待测表面垂直,同时扫描路径点与待测表面的距离应接近扫描仪的最佳工作距离。
定义扫描目标点集合PT为待测曲面网格模型上的采样点集合,每个扫描目标点pTi根据扫描仪的工作条件约束可间接求得对应的扫描路径点pi(延法线方向偏置dfbest并将法线反向即可)。通过在待测曲面网格模型上采样扫描目标点的方式将网格离散化,扫描仪在一个扫描路径点下其有效扫描区域可以覆盖扫描目标点所处的曲面局部区域,寻找合适的扫描路径点遍历顺序,并在扫描路径点间进行平滑插值,即得到可完整获取待测曲面表面数据的扫描路径。
2.2 特征敏感的扫描路径点生成
飞机大型蒙皮曲面上的特征区域主要表现为曲率变化大,因此可基于曲率进行曲面特征识别与分割。首先对待测曲面三角网格模型进行平滑处理,以滤除较小特征(如铆钉等)的干扰。结合飞机大型蒙皮曲面的特点,同时考虑扫描完整性与扫描效率,将扫描目标点采样划分为两部分内容:针对连续平坦曲面区域,采用行切法快速获取曲面整体数据。针对飞机蒙皮曲面上为了满足结构或功能要求(如光电吊舱)而出现的鼓包或者凹陷,如图5所示,对局部复杂结构区域进行精细规划,提高特征区域的扫描覆盖率。具体流程如图6 所示。

图5 带凸包的飞机蒙皮曲面Fig.5 Surface of aircraft skin with convex hull
图6 扫描路径点生成流程Fig.6 Process of scan path point generation
具体的,基于区域生长方法对网格模型进行分割[24],得到曲率突变的局部复杂结构区域,如图7所示;针对曲率变化相对平缓的连续平坦曲面区域,根据给定扫描参考方向,沿平行于扫描参考方向设置一组等距辅助平面,辅助平面与待测曲面相交得到曲面交线,即行切法的采样空间,曲面交线与局部复杂结构区域共同组成了扫描目标点的采样空间,如图8 中的黄色区域。
根据曲面变化趋势动态调整采样密度,设计扫描目标点等效采样间距为

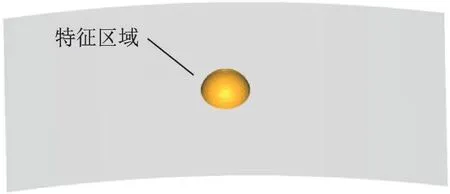
图7 网格模型分割Fig.7 Mesh segmentation
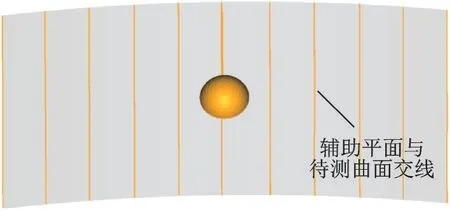
图8 网格采样空间Fig.8 Sample space of mesh
其中

式中:dInterval为扫描仪的扫描有效间距,同时也作为辅助平面的间距;rf为扫描仪的有效扫描区域半径,系数h用以控制扫描重叠率。 式(4)中cospTi,pTj为曲面上两扫描目标点法线夹角的余弦值;系数k用于调节等效采样间距de对法向变化的敏感度。当待测区域近似为平面时,相邻扫描目标点的法向夹角很小,de接近于dInterval;待测区域曲率变化越大,等效采样距离越小,采样点越密集。当两个法向量夹角为锐角时,k值越大,曲面的法向变化对等效采样距离的影响越大,采样距离对待测曲面的曲率变化越敏感。如图9 为k取值1、2、3、6 时等效扫描距离随法向量夹角的变化关系。当cospTi,pTj<0 时,de=0。图10 中蓝色点和红色点分别为k取2 和6 时得到的扫描目标点,可以看到k值变大后曲率变化率大的特征区域采样密度明显增加,而曲率变化小的平坦区域采样密度无明显变化,符合设计逻辑。
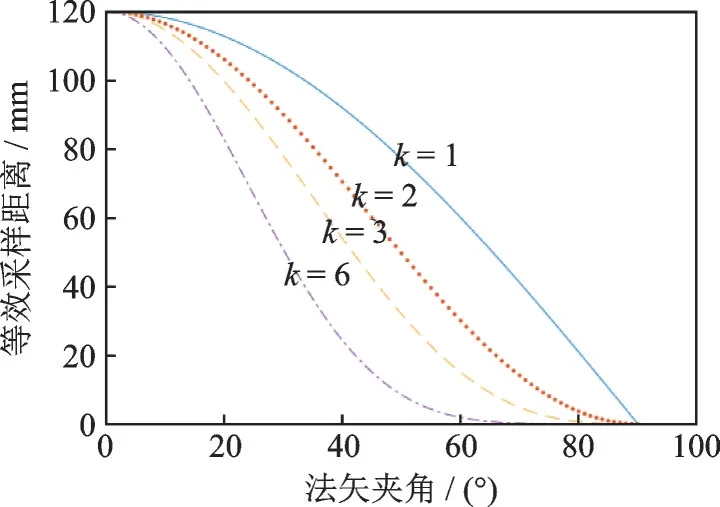
图9 法向量夹角与等效扫描距离关系Fig.9 Relation between the angle of normals and de
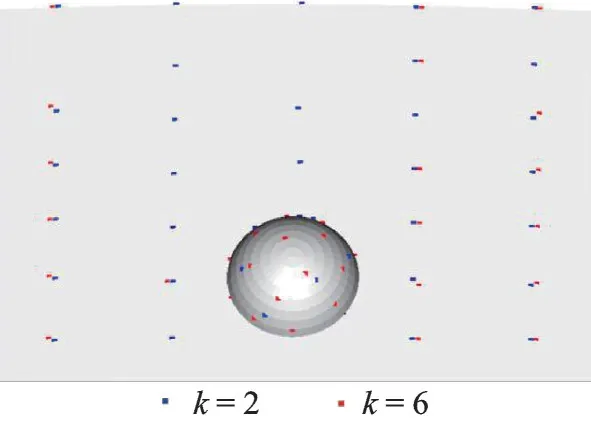
图10 不同的k 值对采样结果的影响Fig.10 Influence of different k values on sampling result
将采样得到的扫描目标点沿着对应法向量方向偏置距离dfbest,再将法向量方向反转,即得到了待测曲面的扫描路径点,如图11 所示。
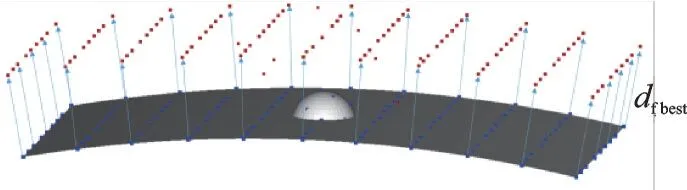
图11 偏置扫描目标点得到扫描路径点Fig.11 Offset scan target point obtained by scan path point
通过根据曲率变化对曲面特征进行自动分割和提取,并对不同区域采取不同的扫描规划策略,最终生成的扫描路径点对待测曲面上的局部复杂结构区域具有自适应性,可避免复杂结构区域扫描数据缺失。
2.3 扫描站位规划
由于采用的柔性测量系统不包含高度调节机构,因此其高度覆盖区域不受站位规划影响;转移站位时,移动平台进行水平运动,系统俯仰、滚转两个自由度不予考虑。因此本文将站位求解空间从三维空间压缩至二维平面以简化扫描站位规划过程。以任意站位si=(x,y,θ) 表示柔性测量系统的平面坐标与朝向,将每个站位下的机械臂工作空间投影到移动平台的运动平面上,并简化为一个矩形区域ri;将三维扫描路径点集合P投影至移动平台运动平面,得到投影路径点集合P′。扫描站位规划目标是以最少的站位尽可能覆盖集合P,将该优化问题转化为以最少的矩形区域ri覆盖投影路径点集合P′。
以每个投影路径点为中心生成矩形区域,每个矩形区域对应一个扫描站位,如图12 所示。计算每个矩形区域覆盖的投影路径点数量,采用非极大值抑制滤除多数矩形区域——若两个矩形区域的交并比(Intersection over union,IoU)超过设定阈值,则删除其中覆盖投影路径点数量较少的区域,得到候选站位集合SC,如图13 所示。
为 了 得 到 目 标 站 位 集 合S={s1,s2,…,sn}⊂SC,构造优化问题
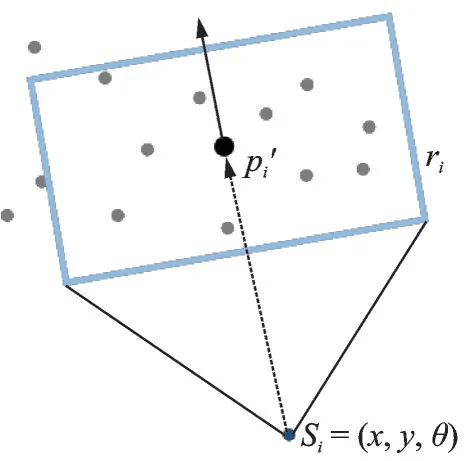
图12 扫描站位示意图Fig.12 Diagram of scanning station
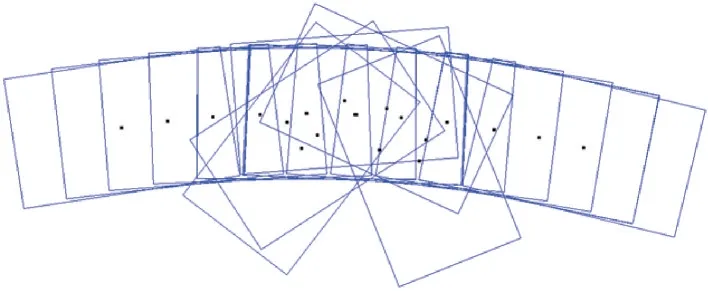
图13 生成候选扫描站位集合Fig.13 Generation of the set of candidate scanning station
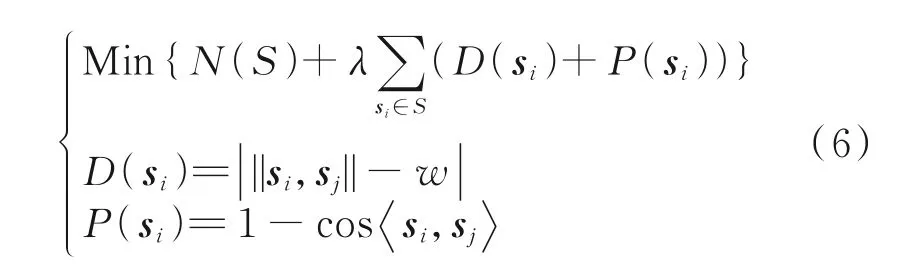
目标函数由两部分组成,其中N(S)为站位集合S无法覆盖的投影路径点个数,D(si)和P(si)分别为相邻两个站位之间距离和夹角的函数,系数λ用于调节两项的权重。最小化目标函数即得到覆盖尽可能多扫描路径点,且站位分布均匀、朝向一致的目标站位集合S,减小移动平台的调姿动作,提高测量效率,如图14 所示。
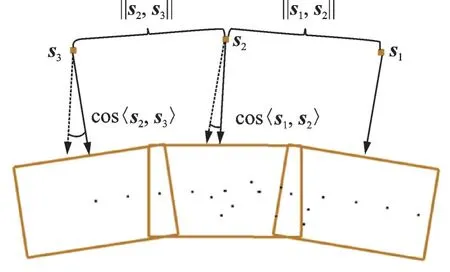
图14 生成扫描站位集合Fig.14 Generate a set of scanning station
为使得每个站位下覆盖路径点在站位工作空间内分布均匀,进一步优化扫描站位位置:计算目标站位si对应矩形工作区域所覆盖的投影路径点集合P'si的质心p'si

如图15 所示,在保证矩形区域完整覆盖路径点集合P'si的约束下,最小化矩形区域中心与质心p'si(即图中红点)的距离,最终得到优化后的扫描站位集合S。
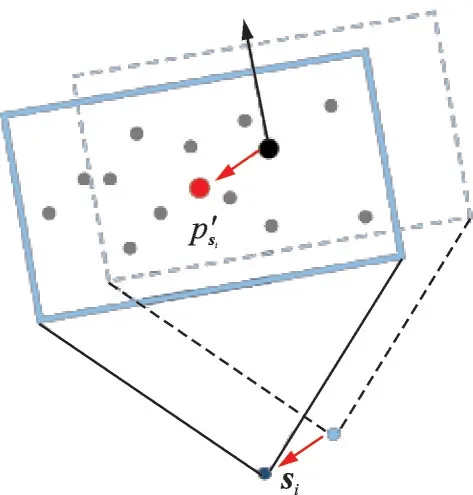
图15 优化扫描站位Fig.15 Optimized scanning station location
2.4 启发式扫描轨迹规划策略
在任意站位下,柔性测量系统与被测对象的相对位姿已知。将规划的扫描路径点从被测对象坐标系映射到该站位下机械臂基坐标系下,将扫描路径点转化为扫描仪的期待位姿,根据机械臂与扫描仪坐标关系以及机械臂关节约束求解每个期待位姿的可达性,在求解空间中根据待测工件的相对位姿添加障碍约束,剔除不可达路径点,根据该站位下可执行的路径点集合进行机械臂的运动轨迹规划。
为实现机械臂的扫描运动轨迹规划,需要确定该站位下可执行的扫描路径点的遍历顺序。首先对复杂结构扫描路径点按照距离进行k聚类,形成若干扫描路径点簇PC,并依照式(7)计算每个点簇的质心;然后将行切法扫描路径点串联形成Z 字形扫描路径,以链表形式存储;在点簇质心与行切法路径几何距离最近处,将乱序的扫描路径点簇作为子链表插入,如图16 所示。
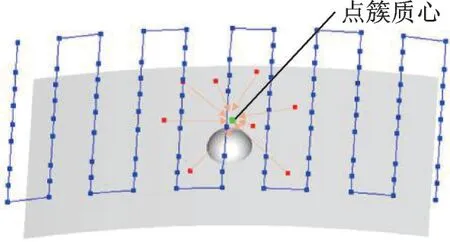
图16 扫描路径点簇聚类Fig.16 Scan path point clustering
为确定子链表中扫描路径点的遍历顺序,考虑以下启发式原则以同时保障机械臂运动平稳性与扫描效率:(1)扫描轨迹应尽可能平滑,避免运动方向突变造成运动冲击;(2)两个扫描路径点之间的扫描方向差异尽可能小,避免频繁调整扫描仪位姿;(3)扫描路径总长应尽可能小。
基于上述原则,确定扫描路径点遍历顺序的流程为:以最接近点簇质心的行切法扫描路径点作为初始点和终点,遍历并寻找下一个最优路径点,重复这个过程直至完成子链表内所有扫描路径点的排序。假设pi-1,pi∈PCj分别表示顺序的两个路径点,为下一个路径点pi+1∈PCj设计评价函数

式中α=pi-1pi,pi pi+1,即扫描路径运动方向的变化角度;β=pi,pi+1,即扫描方向的变化角度,系数w用于调整运动方向与扫描方向的权重;d=||pi,pi+1||,即两个扫描路径点的距离(图17);d0为参考距离,当d<d0时,距离对评价函数的影响较小;系数k用于控制函数对距离的敏感度。
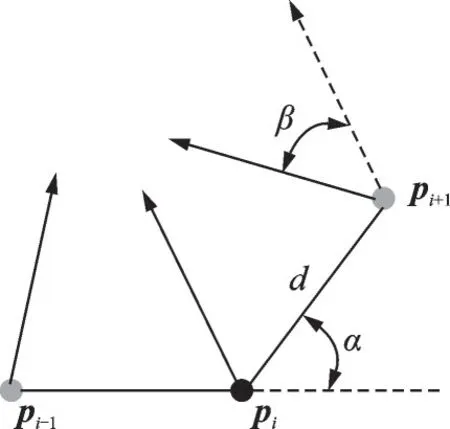
图17 路径点遍历顺序评价函数计算Fig.17 Evaluation calculation of path point traversal sequence
选择得分最高的点作为下一个最优路径点,满足扫描轨迹运动方向变化角度小、扫描角度变化小且运动距离较短。确认所有路径点遍历顺序后,使用运动规划器进行平滑插值,得到机械臂可执行的扫描轨迹。
3 飞机大型曲面自动化测量
为验证所提出方法的有效性,搭建了柔性测量系统,如图18 所示。其中机械臂型号为UR5 协作机器人,其工作空间为基座关节周围850 mm 范围内的球形区域,有效负载5 kg,同时重复定位精度达到±0.03 mm;移动平台采用MiR100 移动机器人,其有效定位精度±5 cm;使用RealSense D435 深度相机同时用于移动机器人的辅助避障和待测对象的视觉定位;扫描设备为Creatform 的Metra Scan 三维扫描仪,使用C-Track 视觉跟踪仪对扫描仪进行位姿跟踪定位。执行模块与测量模块解耦,保证测量数据精度不受执行累计误差影响。
面向飞机大型曲面的自动化测量系统完整测量流程如图19 所示。

图18 柔性测量系统与试验环境Fig.18 Flexible measuring system and experiment environment
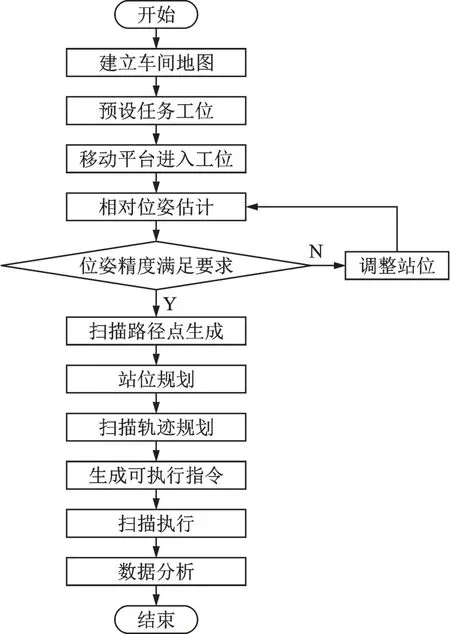
图19 自动化测量流程图Fig.19 Automatic measurement flow chart
首先在预备阶段需要人工辅助移动平台利用激光雷达在车间内建立高精度环境地图,并设定移动平台在任务工位中的初始站位。完成预备阶段工作后,自动化测量系统工作流程如下:根据测量任务规划,柔性测量系统进入预设任务工位。视觉定位模块识别待测对象工装上的二维码,利用二维码估计待测工件与柔性测量系统的相对位姿,并微调系统站位以满足位姿估计精度要求。然后针对飞机蒙皮曲面外形复杂、尺寸大的特点,根据待测对象的网格模型,通过特征敏感的扫描路径点生成、扫描站位规划及扫描轨迹规划3 个步骤实现特征自适应的扫描规划。将规划数据基于系统坐标关系模型转换到机械臂及移动平台坐标系下,得到柔性测量系统可执行的任务指令。针对尺寸较大的蒙皮零件,单一站位下机械臂的工作空间无法有效覆盖全部扫描区域,将扫描任务分站位执行,并将每个扫描站位下的局部扫描数据统一到动态跟踪系统建立的测量参照系下。基于扫描数据进行分析处理,得到测量结果,即实现待测对象的单次完整测量。
4 试验与分析
使用真实飞机产品作为测量对象,选取如飞机机身桶段、机翼上、下壁板等典型的飞机蒙皮壁板结构测试所提出的飞机大型蒙皮曲面自动化三维扫描测量方法。
试验测试了4 个场景对象:场景1 中测量对象为机翼上壁板,其曲率变化较小且表面平整。场景2 中的测量对象为直升机尾翼垂直安定面,其表面有许多为了增加结构刚性而设计的沟槽结构。场景3 和场景4 分别为机翼下壁板和机身蒙皮,其表面有一定的曲率变化且包含部分鼓包或凹槽等复杂结构区域。
4.1 扫描规划试验
以场景4 中的飞机机身作为测量对象进行自动化扫描规划测试。首先在待测对象数模上进行扫描目标点采样,在式(4,5)中,取k=2,h=0.6,rf=200,得到采样结果如图20(a)所示,图20 中红点为复杂结构区域采样点,黑点为行切法采样点,采样点的分布密度与曲面曲率变化率一致,符合设计要求。将扫描目标点沿着对应法向量方向偏置,再将法向量偏置,得到待测曲面扫描路径点,如图20(b)所示,其中黑色细线表示扫描路径点的法向量。根据扫描路径点进行扫描路径规划,如图20(c),蓝色矩形框为候选站位对应的系统工作区域,红色点为算法求解的目标站位点,对应的目标站位工作区域为图示棕色粗矩形框。测试中,算法从32 个候选站位中选择出3 个目标站位,该组合为目标函数(6)限定下的最优解。最小化矩形区域中心与质心的距离,最终得到优化后的扫描站位集合,如图20(d)所示。对于评价函数(8),取d0=3·dInterval,k=0.02,w=0.9,得到扫描站位1 扫描路径点遍历顺序如图20(e)所示(图示轨迹为路径点的顺序连接,未进行平滑插值,并非最终执行轨迹),该结果符合扫描轨迹规划策略预期。
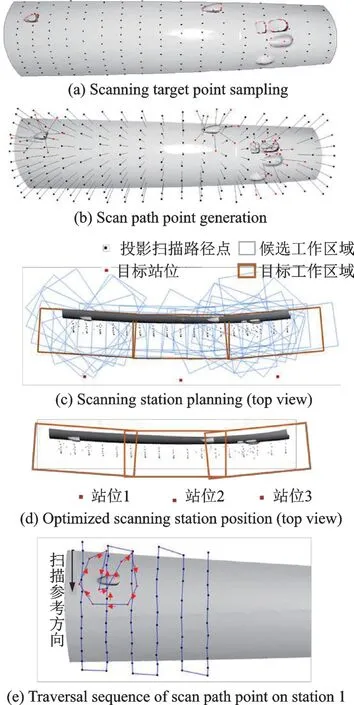
图20 特征自适应的扫描规划Fig.20 Feature adaptive scan planning

图21 两种规划策略对特征区域效果对比Fig.21 Comparison of the effects of two planning strategies on feature area
图21 为行切法和本文提出的特征自适应方法对飞机蒙皮曲面扫描路径的规划路径点,以及根据规划路径点进行扫描的结果对比。从扫描路径点规划结果可以看出,本文提出的特征自适应方法在行切法的基础上可自适应规划对局部特征区域进行精细规划,针对特征区域增加扫描位姿,图21 中红色点即为针对特征区域的扫描路径点。从扫描结果来看,在曲率变化较大的特征区域,由于扫描仪与被测曲面夹角过大,使用行切法的扫描结果在凸起部位侧面出现了大面积的数据缺失,而本文所提方法则可以获取较完整的特征区域数据。
4.2 测量结果分析
4.2.1 扫描效率
在正常工况下手动对待测对象进行扫描,同时分别针对4 个场景中的待测对象进行扫描规划,并执行自动化扫描。两种扫描方式分别重复进行4次,表1 记录了测量对象的尺寸、对应的规划扫描站位数以及两种扫描方法所花费的平均扫描时间。
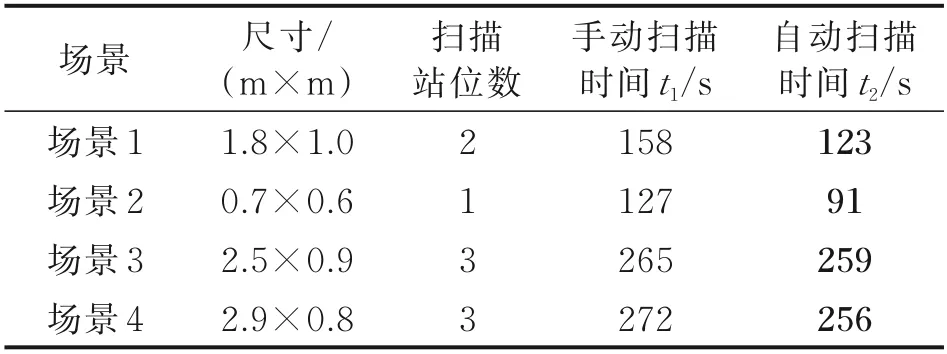
表1 试验场景扫描时间对比Table 1 Comparison of scanning time of test scenes
在场景1 和场景2 中待测对象尺寸较小,自动化扫描方法所花费时间较手动扫描时间有较大优势,尤其在场景2 中扫描时间减少接近30%,这是因为自动化扫描路径规划可以在保证扫描完整性的同时避免重复扫描;而随着待测对象尺寸增大,扫描站位增加,柔性测量系统扫描站位转移耗费时间较长(由实验中所使用的移动平台所限制,若使用全向移动平台则可以很大程度上减少站位调姿耗时),在场景3 和场景4 中自动扫描速度优势降低,但是仍优于手动扫描。整体而言,自动化扫描方法的扫描效率更高,并且在连续的、重复性的扫描任务中,自动化扫描方法有更大的优势。
4.2.2 扫描完整性
图22 展示了手动和自动扫描方式的扫描结果的直观对比。对于场景1 中的平板类型对象,两种扫描方式的直观扫描效果相近,在表面铆钉细节处也有较高的扫描质量;对于场景2 的沟槽结构,自动化扫描结果基本完整;分析场景3 和场景4 可以看出自动化扫描方式整体扫描效果较好,且在局部复杂结构区域对细节特征也能很好地覆盖,验证了特征自适应的扫描规划的有效性。受限于测试系统中机械臂的运动空间,只能对对象局部数据进行采集,实际应用中根据待测对象的尺寸可以选用不同型号的机械臂和移动平台。
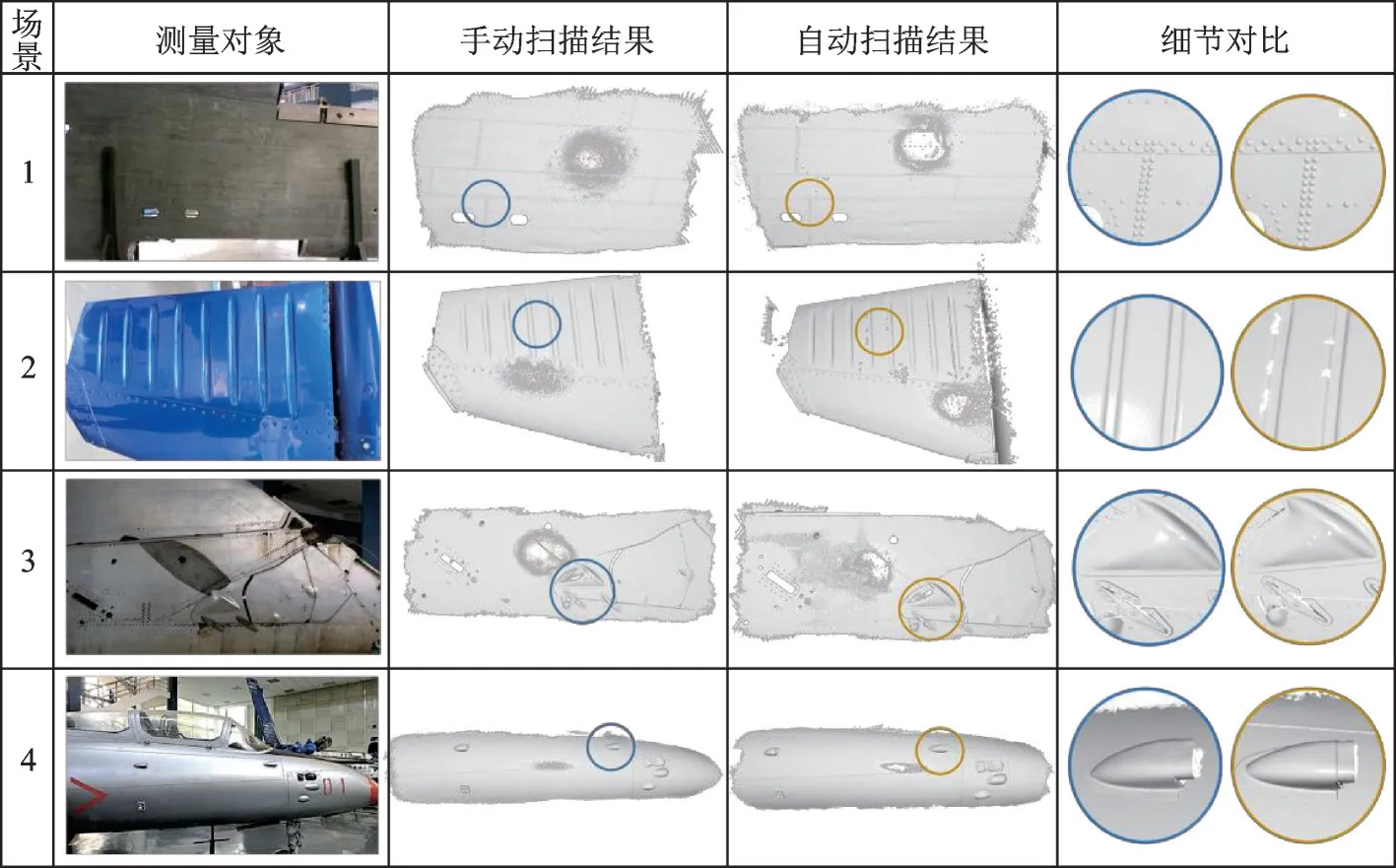
图22 扫描结果对比Fig.22 Comparison of scan results
4.2.3 测量精度
为进一步验证系统的测量精度,设计了系统精度验证实验:将两个直径为22.225 mm 的激光跟踪仪靶球固定于测试场景中,使用激光跟踪仪测量并计算两各靶球的球心距离dS,同时使用柔性测量系统对其进行自动化扫描,采用PloyWorks 软件根据扫描数据拟合两靶球,得到靶球直径dL和dR,并计算两个靶球的球心距离dM。重复进行6 次测量,测量结果如表2 所示。计算dL和dR与标准直径的差值,得到球径测量误差eL和eR;以激光跟踪仪的6 次测量结果的均值1 847.732 mm 作为球心距参考值,计算扫描数据拟合球心距相对参考值的误差eS。得到测量误差分布如图23 所示,图23 中系统对球径的尺寸探测准确度高于0.01 mm,在1.8 m 范围内对球心距的测量准确度高于0.05 mm,满足飞机蒙皮曲面检测的精度要求。

表2 测量精度验证Table 2 Verification of measurement accuracy mm
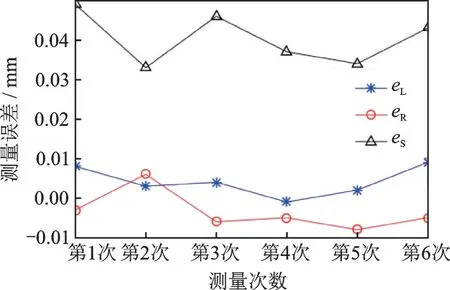
图23 测量误差分布Fig.23 Distribution of measurement error
5 结论
本文提出了一个用于飞机蒙皮自动化测量的柔性测量系统及特征自适应的待测对象扫描规划方法,实现了大型曲面的三维测量数据自动化采集。对测量系统坐标关系进行建模分析,并提出了基于视觉的待测工件位姿估计方法。提出特征自适应的扫描规划方法,对扫描站位和扫描路径进行优化,实现了扫描效率的提升,同时可以对飞机蒙皮上的小尺寸特征保持较好的扫描完整性。在实际场景中对所提出方法进行了测试,从扫描效率与扫描完整性两个维度与人工扫描的结果进行了对比,并进一步设计了系统精度验证试验,验证了所提出的自动化测量方案替代手动扫描测量的可行性。
猜你喜欢
现代仪器与医疗(2022年2期)2022-08-11
今日农业(2021年8期)2021-11-28
水上消防(2021年3期)2021-08-21
现代信息科技(2020年22期)2020-06-24
人大建设(2019年5期)2019-10-08
山东工业技术(2019年16期)2019-07-19
人大建设(2019年3期)2019-07-13
模具制造(2019年3期)2019-06-06
电子技术与软件工程(2019年6期)2019-04-26
科技与创新(2018年12期)2018-06-22
