设备软脚的测量方法及处理方案
2022-06-24 03:37段永华陈艳闯相吉阳段永涛
设备管理与维修 2022年10期
段永华,陈艳闯,相吉阳,段永涛,高 宁
(海洋石油工程(青岛)有限公司,山东青岛 266518)
0 引言
近年来随着海洋石油工程行业的飞速发展和科技水平的不断提高,海洋石油平台的数量也在不断增加,对石油平台上设备的性能要求也越来越高,特别是对运转设备的振动和噪声控制提出了更高的要求。主机作为整个平台的心脏,运转状况直接影响着整个平台上所有用电设备的运行,保证主机长期平稳的安全运行非常重要。调试主机过程中,调整设备软脚是非常关键却往往被忽视的一项重要工作。
1 设备软脚简介
设备软脚也叫设备虚脚,当设备在底座上就位以后,设备的大多数支腿与底座接触受力,但有一个或几个支腿处于悬空状态,悬空的支腿会产生软脚现象。软脚现象多发生在大型且支腿较多的运转设备上,例如大型的柴油发电机组、大型的泵类、天然气压缩机等设备(图1)。

图1 设备软脚示意
软脚现象对设备的危害非常大,任何一个支撑点存在软脚现象,都会造成设备运转中心线出现偏差,造成设备运转不良,直接表现为设备运转时振动大、噪声大,如不及时处理会导致设备性能下降,影响设备的使用寿命。但由于软脚间隙是一个很小的数值,一般在0.10 mm 左右,肉眼无法发现,只能借助设备测量检查,在工作中很难被发现、往往被忽视。
2 测量方法及处理方案
以某FPSO(Floating Production Storage and Offloading,浮式生产、储油、卸油船)项目主机模块的调整过程为研究案例,详细讲解设备软脚的测量方法、处理方案和注意事项。
2.1 现场案例
2.1.1 现场情况
某FPSO 项目主机模块有A、B、C、D,共4 台大型8000 kW柴油发电机组,在调试过程中发现C 机振动值偏大,噪声偏大,经用振动测试仪检查后发现发动机运转正常,减速齿轮箱运转正常,发电机运转工况异常,无法满足项目需求。
2.1.2 原因分析
原因主要有3 个:①考虑调平对中的问题。重新架表读取数据,数据正常,排除调平对中的可能性;②考虑设备地脚螺栓扭矩问题。用扭矩扳手检查,也排除了螺栓扭矩的问题;③考虑到此发电机模块是从陆地上吊装到船体甲板上的,吊装过程中由于主机模块较大较重,结构梁可能产生轻微的变形,导致发电机底座也有可能因此产生轻微的变形,造成底座水平度发生变化,影响发电机的正常运转,使发电机产生机械振动,噪声增加。
2.2 技术要求
根据厂家技术资料,柴油发电机组软脚值应>0.05 mm。
2.3 设备软脚测量方法
测量软脚是一件很复杂的工作,要根据现场的实际情况来确定测量工具和施工方案。
2.3.1 工具准备
有些不常用的工具需要单独说明:①地方空间小,用不了百分表,需使用杠杆表;②设备底座间隙比较小,普通的圆柱千斤顶放不进去,需使用扁平的行程比较短的千斤顶;③空间小不方便观察百分表,需使用长杆观察镜。这些不常用工具需要提前准备。
除此之外,还要准备百分表、磁力表座、扭矩扳手、插口扳手、除锈剂、抹布等工具。特别注意架表之前要检查百分表准确性,能否归零,确保仪表灵敏可靠。
2.3.2 架表
架表时要把表尖打在靠近地脚螺栓的位置,测量前须将设备支腿表面的灰尘和铁锈用抹布清理干净,以防影响测量数据的准确性。检查每个支腿的地脚螺栓扭矩是否紧固到位。
2.3.3 测量
百分表要压0.50 mm 左右,压表后把表针归零,再拨动表针观察百分表是否灵敏、能否归零。确认无误后用扭矩扳手松开地脚螺栓的扭矩。查看表针的摆动情况,如果表针不动或摆动幅度<0.05 mm,说明此支腿和基础底座接触良好,不存在软脚现象。若表针的摆动幅度>0.05 mm,说明此支腿存在软脚现象,软脚值就是百分表显示的数值。
为了验证读数的准确性,再用扭矩扳手把地脚螺栓按扭矩要求紧固到位,观察百分表是否能够归零。若能归零说明读数准确,若不能归零则需要查找原因,重新读取数据,直至准确归零为止。
2.3.4 数据整理
按以上操作依次读取设备所有支腿的软脚值,并制作表格加以分析,确定每一个软脚的调整方案和进一步工作。
2.4 设备软脚处理措施
软脚调整要和调平对中综合考虑,软脚调整一次调平对中就要检查一次,既要保证软脚质量,也要保证对中数据不受影响。以3号支腿软脚值0.14 mm 为例详细讲解消除软脚的具体方法。
2.4.1 工机具准备

图2 垫片测量
调整垫片、内径千分尺、塞尺、千斤顶、叉口扳手、锉刀、抹布、除锈剂等。
2.4.2 调整前准备工作

图3 设备软脚测量
准备工作:①把发电机组4个角的八颗定位螺栓用插口扳手轻轻加力,保证发电机组在松开地脚螺栓时用千斤顶顶升的过程中不要走位;②用扭矩扳手松开发电机组所有的地脚螺栓,用千斤顶顶起发电机需要调整的一侧,顶升的时候不要顶的太高,顶升高度以能够抽出垫片即可;③抽出3 号支腿所有的调整垫片,检查垫片的情况,分析产生软脚的原因。
2.4.3 调整思路分析
根据3 号腿软脚值为0.14 mm,技术要求<0.05 mm,所以至少要增加0.09 mm 的垫片厚度,即0.14 mm-b≤0.05 mm。b 的数值就是增加垫片的厚度值。相反也可以用减少垫片的方法来调整(取决于对中数据)。这里采取的措施是将原有的0.10 mm 垫片更换成0.20 mm,增加了0.10 mm 的厚度。增加垫片后软脚值应减小0.10 mm,在0.04 mm 左右,可满足技术要求。
调整原则是添加垫片厚度不能超出范围。垫片增加过多会造成其他支腿数值改变,出现更严重问题。数值的调整需进行合理的计算分析,既要考虑调整点符合要求,也要保证其他点不要超出范围。
2.4.4 现场实施过程
将0.10 mm 的垫片更换为0.20 mm 的垫片,摆放整齐后重新放回3 号支腿,放入垫片前一定要把底座垫板上的锈迹和灰尘清理干净,把垫片摆放到位后放下千斤顶,3 号支腿调整完毕。用扭矩扳手按扭矩值分次对称拧紧所有地脚螺丝,重新架表测得软脚值为0.03 mm,<0.05 mm,符合要求。用同样的方法把剩余的软脚值调整到规定范围内,再次架表检查,结果软脚值全部符合要求(图4)。
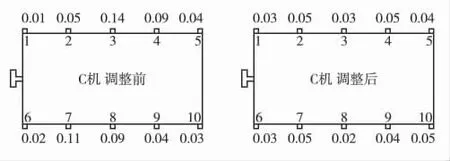
图4 软脚调试前后数据对比
2.5 调整结果
软脚调整完毕检查调平对中后,重新起机检测设备振动和噪声值,均符合技术要求。用相同的方法对其余3 台发电机组的软脚值进行了测量和调整,振动值和噪声值均有明显改善,机组运转更加顺畅。
2.6 调整注意事项
(1)调整垫片的数量应控制在4 片以内,垫片越多软脚值会越大,影响调整效果。
(2)垫片的厚度存在误差,使用前一定要用千分尺详细测量,选用厚度合格的垫片。
(3)要选用无变形、翘边、毛刺的垫片。
(4)垫片要清理干净,垫片之间无灰尘、铁锈、油渍等杂质,并涂除锈剂进行防腐。
(5)在使用百分表时一定要检查表的可靠性,读数后要验证归零,确保读数的准确性。
(6)在使用千斤顶的过程中一定要找高度合适的木方放在设备下方做防护措施,防止千斤顶突然泄压造成危险。
(7)如反复调整均无明显效果,应考虑测量设备垫板和底座垫板的水平情况。用塞尺测量调整垫片两侧两垫板之间间隙的大小,若误差<0.05 mm,需使用斜垫片调整(斜垫片根据现场需要加工成三角形或长方形)。调整时把斜垫片放在开口大的一侧。使用斜垫片必须和业主、厂家技术人员进行沟通,并取得同意。
3 结论
软脚调整是一项需要细致耐心的工作,需反复调整、验证,才能取得良好效果。在平时的工作中软脚现象不易被发现,往往被忽视。任何形式的移动都有可能导致机组失去原有的平衡,产生软脚,使设备运转出现异常,特别是机组模块被吊装移动,拖拉牵引,或放在地基不平的地面上或地基松软的地面上时。机组在启动前必须重新做调平对中,检查软脚等工作。
猜你喜欢
农业装备技术(2022年4期)2022-09-03
现代制造技术与装备(2022年1期)2022-02-21
煤气与热力(2021年6期)2021-07-28
中国科技纵横(2020年5期)2020-06-29
中国科技纵横(2017年22期)2018-01-04
军营文化天地(2017年7期)2017-09-25
职业·下旬(2016年11期)2017-02-21
职业·下旬(2016年11期)2017-02-21
军事文摘·科学少年(2016年8期)2016-11-02
军事文摘(2016年16期)2016-09-13