
一种耐磨管路焊接定位工装设计
2022-06-23 08:40张志祥胡兴伟金万利陈兆彬
智能制造 2022年3期
张志祥,胡兴伟,刘 锋,金万利,陈兆彬
(山东博选矿物资源技术开发有限公司,山东 济宁 272173)
1 引言
耐磨管路广泛应用于洗煤生产中,是洗煤行业不可或缺的一部分。耐磨管路制作过程中需要在管路的两端焊接法兰,用于连接两端管路。
法兰焊接一般是将管路放在制作平台上,一名操作人员手扶管路与法兰,另一名工作人员焊接,焊接期间,需要手扶人员凭借经验调整法兰与管道之间的缝隙,来使法兰与管道处于同轴同心;这样一方面浪费人工且生产效率低,另一方面容易导致焊接的管路和其配套法兰的圆心不在一条直线上等问题,焊接质量难以保证。
2 耐磨管路焊接工装的设计流程
针对现有技术的不足,设计一种新型耐磨管路焊接工装用于克服法兰与管路之间焊接的缝隙大、两个法兰的圆心与管道的圆心不在同一条直线上、无法保证法兰与管路的垂直度、结构复杂、难以灵活取用、造价成本高昂以及生产效率低下等问题。
针对各矿井及洗煤厂单位耐磨管路安装与运行的特点,以及耐磨管路在介质与煤流冲击下的环境要求,需要设计与制作一套符合耐磨管路焊接加工的工装来满足生产需求。
针对耐磨管路如何高效优质焊接制作为研究对象,明确设计目的及相关要求。根据耐磨管路的使用环境与制作要求对焊接工装进行结构设计、功能验证以及投产使用。首先对焊接工装可实现的功能进行预判、评估和划分,从而为工装的结构设计、功能设计与成本预算奠定基础。详细地由焊接工装功能定位、工装基本参数构成、工装3D建模等。其次对焊接工装进行结构分析与计算,进而保证焊接工装功能的预期性。同时,还需要对关键零部件进行细节设计与分析,完成各部分的图样数据设计。最终依据设计图样或3D数模进行各零部件的加工,结合设计指导书进行安装调试,进行管道焊接验证,从而保证焊接工装可以达到预期功能设计目的。
3 耐磨管路焊接工装的结构设计
3.1结构设计
本焊接工装为焊接拼装结构件,材料选型主要以45#为主,这是一种优质碳素结构用钢,该材料具有优越的机械性能和表面强度,该焊接工装主要承受的是管路竖直向下的重力,可以在焊接管路的过程中保持工装整体不会变形开裂。工装的结构包含底座、支撑板、定位架、活动定位架、竖杆、连板、加强板、滑轨、滚轮、活动板、滑轮、管路、法兰和插孔,工装轴侧图如图1所示,工装轴左视图如图2所示,工装模型图如图3所示。
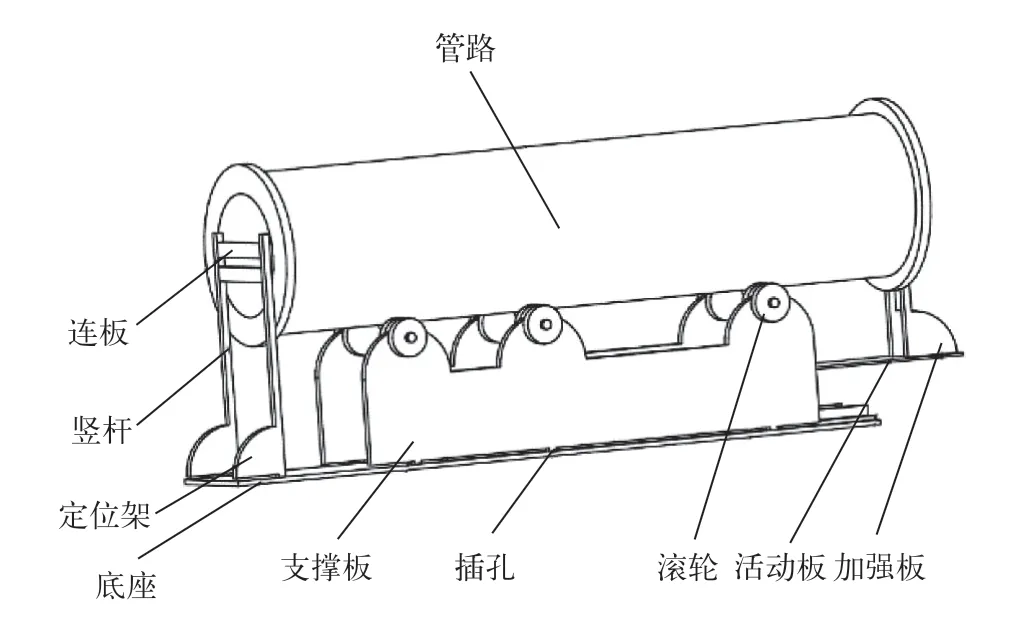
图1 工装轴侧图
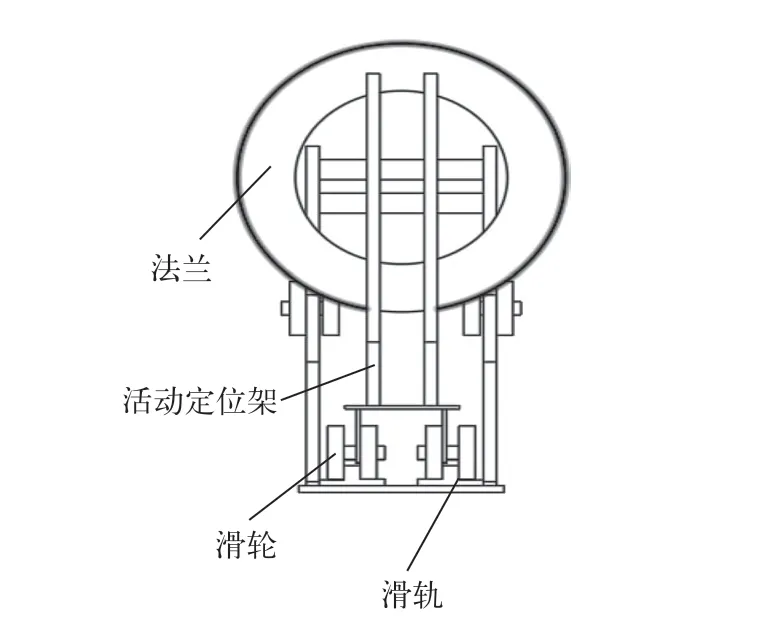
图2 工装轴左视图
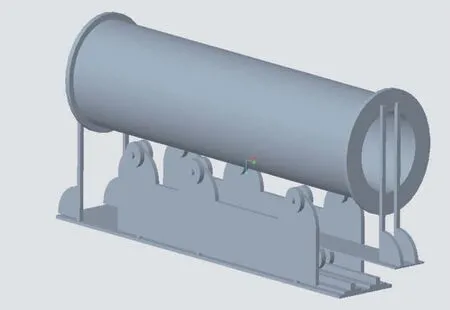
图3 工装模型图
3.2 性能设计
对于工装使用45#钢板厚度可以按照矩形平板计算。工装承受耐磨管路的重量为100 kg,因此根据功能设计原则可以计算出材料为45#的钢板厚度,钢板的厚度算法为

式中,L为焊接工装钢板厚的理论值,单位为mm;L为钢板的补偿厚度,单位为mm。L的计算方法为

式中,B为焊接工装钢板窄边的长度,在此设计值取B=800 mm;ψ为工装铁板弯曲时的许用应力,本设计取ψ=180 Mpa。
脑卒中是中老年人的常见病、多发病,大部分患者会遗留不同程度的功能障碍, 偏瘫上肢活动障碍对患者生活质量影响很大[1]。上肢在皮层中占的比例大,受损后脑功能重组难度大,偏瘫上肢常呈屈曲痉挛模式、手抓握状畸形、肩手综合症等是康复难题,临床上常予以肩部悬吊、肌内效贴、磁热疗法、针灸、神经肌肉电刺激等进行对症处理,但效果欠佳。因此,进一步探索新的康复治疗方法,更好地改善偏瘫患者上肢功能,具有十分重要的意义。本研究对脑卒中偏瘫上肢运用新Bobath技术治疗脑卒中偏瘫患者,疗效较好,报道如下。

同时在计算焊接工装所采用的钢板厚度时,工装钢板厚度的补偿厚度计算公式为

式中,L为工装选材钢板负公差的最大值,此处定为L=0.6 mm;L为腐蚀偏量,取L=1.3 mm;L为冲压成型时对钢板厚度造成的削薄量,通常情况下取计算值的8%,特殊情况下如没有经过冲压成型工艺的焊接工装钢板,L=0 mm。
因此,L=L+L+L=0.6+1.3+0=1.9 mm。
通过计算公式 (1)、(2)、(3) 得出工装壁厚为L=L+L=13.4+1.9=15.3 mm。
4 耐磨管路焊接工装的设计优点
1)使用时将待焊接的管路平放于两支撑板上边缘之间,先将法兰套设在管路的靠近定位架一端,此时将管路向定位架靠近,直到法兰紧贴定位架,在保证管路外壁紧贴支撑板上边缘同时法兰紧贴定位架的情况下,操作人员即可单人直接开始焊接。
利用支撑板上边缘平行于底座,定位架的定位平面垂直于底座与支撑板上边缘,为管路与法兰分别提供了两个互相垂直的平面,实现单人操作即可保证法兰与管路同轴,节约操作时间与人力物力,提高生产效率,并且显著提高了产品质量;同时上述管路法兰焊接工装各部互相可拆卸连接,拆卸后呈多块板的形式,特别便于储存、运输,可在多种不同环境下随时拆装取用,有效增大了可焊接操作的区域范围,如焊接工在多个不同车间之间的流动作业,避免了管道大范围运输,保护管道,提高生产效率。
2)活动定位架通过滑动结构滑动连接在底座上支撑板的另一端,滑动方向与支撑板上边缘平行;活动定位架靠近支撑板的一侧所在平面竖直。
一方面活动定位架可用于推动管道,操作人员可在调整管路与上述固定的定位架之间距离时,手推活动定位架使管道靠近定位架,既能保证管路外壁紧贴支撑板上边缘,又能避免操作人员推动管路时手部接触管路锋利的边缘,避免割伤;另一方面活动定位架一端也可用于焊接管路与法兰,使用方法同定位架,将管路平放于支撑板上后,在管路的靠近活动定位架一端套设法兰后,推动活动定位架靠近管路,至活动定位架紧贴法兰,同时保证管路外壁紧贴支撑板上边缘,即可开始焊接,实现仅需放置一次管路本体即可两端均焊接法兰,避免在焊接完一端后需调整管路位置,减少管路外壁划伤可能,提高产品质量与生产效率。
3)定位架和活动定位架包括竖杆、连板与加强板,竖杆有两个,相互平行且垂直于底座,连板设置在竖杆上端连接两竖杆,加强板有两个分别设置在两竖杆下端,并且加强板设置在竖杆的远离支撑板的一侧。
竖杆上端与连板构成平面,用于保证法兰垂直于底座与支撑板上边缘,加强板则能够使竖杆与底座之间连接更稳固,进一步保证法兰在紧贴定位架后保持所在平面位置。
4)滑动结构包括滑轨、滚轮与活动板,滑轨设置于底座上平行于支撑板下边缘,滚轮设置于滑轨上,活动板一端连接滚轮,另一端上表面连接活动定位架。
滑轨一般设有一条或互相平行的两条,分别对应一组和两组滚轮,每组滚轮为设置在一条导轨上的至少两个,活动板通过连接杆连接滚轮。
5)支撑板的上边缘设有多个滑轮。滑轮的滑动方向平行于支撑板的上边缘。
滑轮能够减小管路在支撑板上边缘滑动时的阻力,减小管路划伤的可能性,同时减小管路与法兰之间紧贴后产生的挤压力。
6)支撑板与定位架底部设有凸起,底座对应位置设有插孔,支撑板与定位架通过凸起与插孔与底座可拆卸连接。
支撑架、定位架与底座通过插接连接,具备更高的拆装效率,并且结构更为简单,损坏概率更小。
4 耐磨管路焊接工装的实用性
与现有技术相比,本工装实现单人操作即可保证法兰与管路同轴,节约操作时间与人力物力,提高生产效率,并且显著提高了产品质量;结构简单,便于拆卸,拆卸后呈多块板的形式,特别便于储存、运输,可在多种不同环境下随时拆装取用,有效增大了可焊接操作的区域范围,如焊接工在多个不同车间之间的流动作业,避免了管道大范围运输,保护管道,提高生产效率;能适应于多种不同长度、规格的管路。
5 结束语

猜你喜欢
山东理工大学学报(自然科学版)(2024年1期)2024-02-15
昆钢科技(2021年4期)2021-11-06
工业加热(2021年8期)2021-09-11
装备制造技术(2021年2期)2021-07-21
防爆电机(2020年6期)2020-12-14
模具制造(2019年4期)2019-06-24
新能源科技(2018年5期)2018-02-15
传感器世界(2016年7期)2016-03-25
Coco薇(2015年10期)2015-10-19
西安建筑科技大学学报(自然科学版)(2014年5期)2014-11-10
