
电气设备制造行业智能工厂研究
2022-06-23 08:39蒋昊松苏州苏能集团有限公司汇德电气制造分公司
智能制造 2022年3期
文/蒋昊松,肖 洋 苏州苏能集团有限公司 汇德电气制造分公司
智能制造是基于新一代信息通信技术与先进制造技术深度融合,贯穿于制造企业的研发、生产、管理和服务等制造活动的各个环节,能够实现自感知、自决策、自执行的新型生产方式。电气设备制造属于离散型制造,通过建设智能工厂,可以打破生产过程的信息孤岛,实现生产设备互联互通、生产过程实时监控、高效利用企业资源,促进企业发展和产业升级。
在信息通信技术和先进制造技术融合发展的推动下,传统制造正朝着以数据驱动整体资源配置,对制造过程实现精准控制的新一代智能制造不断发展,不同行业的制造企业都在积极探索智能制造的应用以及智能工厂建设。电气设备是支撑电力传输、配送和用电稳定的核心设备,是保障能源稳定安全供给和国民经济发展的重要基础。电气设备制造行业是典型的离散制造模式,容易受到市场环境和用户需求变化的影响,随着劳动力等生产要素成本不断上升、产品需求多样化、行业内部竞争加剧,急需推进制造过程智能化,充分有效利用生产资源,使电气装备制造企业实现提质增效、转型升级。
电气设备制造行业现状
目前电气设备制造企业采用传统制造模式进行生产时,存在设备分散,缺乏信息化支撑,在生产过程中无法及时获取设备状态信息等问题,导致生产信息滞后,生产过程透明度较低,不利于企业对生产过程进行有效管理。其次,在生产过程中,由于生产线不够自动化、智能化,人工操作环节较多,因此生产效率较低。并且客户需求的产品存在品种多、批量小等问题,难以形成标准化的生产流程,加大了生产线自动化改造的难度。
此外,传统制造模式下,仓库管理采用人工录入的方式。但是物料的规格型号、数量等信息依赖人工确认容易出错,并且很难对物料、半成品、成品的流动进行追踪和追溯。由于物料的库存量数据更新滞后,仓储难以根据实际的生产情况确定物料的库存量,如果安全库存量设置不合理,可能会导致生产停滞。物料和产品出入库时依赖人工质检,检验数据由纸质文档进行记录,工作量大,不利于进行质量统计和追溯。
由于车间内部与外部沟通只能依赖于文档,外部获取的车间生产信息、物料信息存在延迟,不能及时根据车间实际情况对生产计划进行调整。生产过程中,每道工序的纸质流程管理卡需要手工线下记录,难以进行严格管理,所以对员工的工作量和失误率进行统计时缺乏详细的数据。当产品出现质量问题时,在追溯过程中,通过生产工序记录进行排查,无法快速确定出现问题的工艺环节,生产责任无法落实到个人。前后工序之间的物料运送缺乏控制,会导致生产节奏变慢。这些因素都会对企业的生产效率和产品质量造成影响。
电气设备制造智能工厂建设内容
智能制造的关键核心是数字化、网络化和智能化。智能工厂将物联网、大数据、人工智能等技术与制造企业的研发、生产、管理、服务等环节有效融合。结合电气设备制造行业特点,通过融合工业通信、工业信息安全、数据处理分析及可视化等技术,可以实现机器设备互联、生产过程全数字管理、物料和生产数据实时更新、设备远程管理运维等功能,并且企业的产品制造产能可预期、物料可追踪、产品出现质量问题可回溯。针对电气设备产品存在品种多、批量小的特点,通过优化车间内的生产流程,提升物料配给效率和生产线的柔性化,可以实现按需生产,充分提高生产效率。
考虑到电气设备制造智能工厂建设的复杂性和实施难度,需要引入先进的管理系统,如图1所示,包括制造执行系统(Manufacturing Execution System, MES)、企业资源计划管理系统(Enterprise Resource Planning,ERP)、仓库管理系统(Warehouse Management System,WMS)、产品生命周期管理系统(Product Lifecycle Management, PLM)、供应商关系管理系统(Supplier Relationship Management,SRM)和高级计划与排程系统(Advanced Planning and Scheduling,APS)。
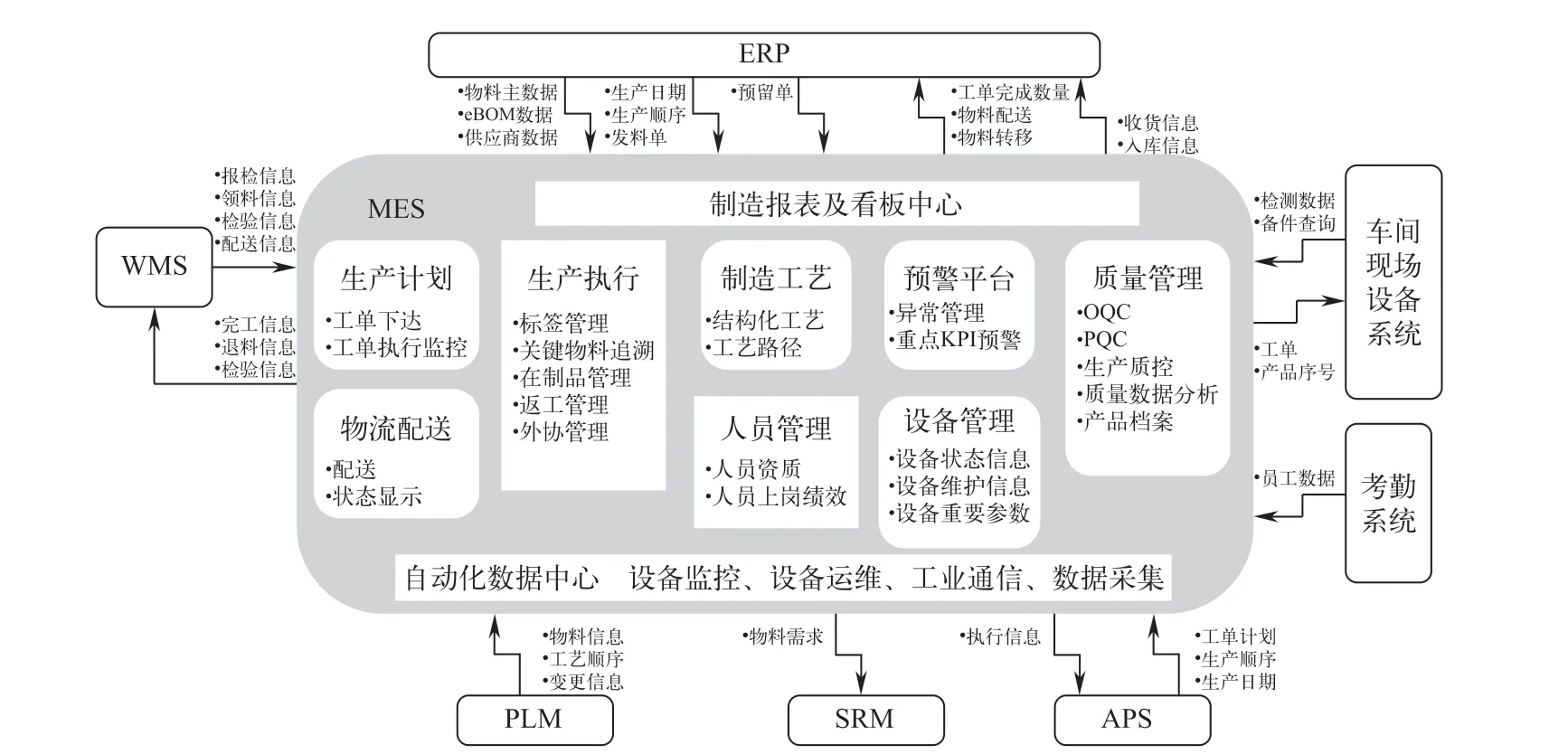
图1 电气设备制造智能工厂系统间交互示意图
(1)智能工厂建设核心——MES
MES是面向车间执行层的生产信息管理系统,可以为企业提供包括生产计划管理、物流配送管理、生产执行管理、人员和设备管理、质量管理等功能,是实施高效自动化生产安排、产品制造和质量检验的基础。同时,MES可以实时采集车间内的设备异常信息,为生产过程中的异常处理、设备及时维修保养提供了便利。
以中低压电气柜生产企业为例,生产过程包括壳体加工、铜排加工、零部件检测、装配和实验测试几个环节。将生产线升级自动化后,可以利用二维码、条形码等电子标签对物料、零部件或者产品进行标记,在关键工序处利用电子标签对物料、零部件等进行信息收集。这些数据上传到数据中心后,经过处理分析可以显示在车间内的看板上,便于跟踪在制品信息,实现流程与产量控制和工序流程管理。车间内所有设备实现联网后,可以及时获取设备当前的状态信息,实现异常控制,并且可以为设备的保养维修提供预警信息。在质量管理方面,可以利用MES实现产品和物料的追溯,发现不合格产品时可以快速定位到是采购物料不合格、某个工序的设备故障或是操作人员失误导致,通过统计数据可以帮助企业找到产品质量提升的路径。
(2)仓库管理数字化——WMS
WMS通过入库、出库、仓库调拨等环节对库存批次、物料对应、库存盘点、质量检验等进行管理,可以有效控制并跟踪仓库业务和成本管理全过程,实现仓储资源共享,降低企业成本。
企业内部建立智能仓储物流系统后,利用WMS可以对仓库内的货位进行定义,实现仓储透明化和可视化。物料入库后,物料上的电子标签信息和所存储的货位编号会进行关联。仓库内进行盘点时,可以获得工位上物料的详细入库信息。并且出库时,可以根据入库时间优先选择储存时间长的物料,避免物料因积压出现质量问题。在实现智能物流后,AGV可以通过货位编号获得领取物料货位的坐标,自动前往目标货位取货,提升物流效率。
(3)企业资源计划管理系统——ERP
ERP可以协调企业各管理部门围绕市场导向,更加灵活地开展业务,快速响应市场的需求。ERP会将客户订单和销售预测两方面信息传递给MES,MES经过处理后会生产物料的采购订单和自制件的生产工单。在生产过程中,MES会将物料配送和转移信息、生产工单完成数量传递给ERP,使得非生产部门可以掌握车间的生产情况和物料使用情况。
(4)产品生命周期管理系统——PLM
PLM主要管理产品信息,可以支持产品开发、生产和维护的全过程。电气产品的研发设计、生产工艺、物料信息等都可以在PLM中进行管理,这些信息会传递至MES中作为产品生产的依据。PLM与MES结合不仅可以提高生产灵活性,还能提高生产效率,并为产品的迭代优化、质量提升提供方法。
(5)供应商关系管理系统——SRM
SRM主要管理采购需求和上游供应商。MES会将物料需求传递给SRM,由SRM对供应商进行评估,并准确及时地完成采购。SRM既要面对企业内部的生产,又要面对外部市场和客户,需要兼顾到各方需求,所以要能够整合内外部资源,在提升采购效率的同时有效控制成本。
(6)高级计划与排程系统——APS
APS可以对企业内部的所有资源进行实施监控,包括物料状态、设备和人员状态、客户需求等,并能根据这些条件生成一个有效精准的生产计划,是智能工厂建设中最具核心价值的系统。针对电气设备制造行业离散制造的特点,APS可以有效解决多工序、多物料、多人员的优化调度问题,实现时间成本最小化和资源利用率最大化目标。
实施效果
智能工厂建设前期需要对车间完成智能化改造。通过生产车间进行升级改造,建设数字化车间,实现了对车间内设备、人员和物料的高效管理,以及车间内、外部联动。管理人员可实时获取到车间现场的生产情况,清晰地了解项目的进展,便于对生产计划作出调整,增强了生产计划的适应性和灵活性。并且可以根据生产情况合理安排物料的采购、存储等环节,使资源得到更加有效的配置和利用。
结束语

猜你喜欢
文苑(2018年23期)2018-12-14
小学生学习指导(中年级)(2018年11期)2018-11-29
文苑(2018年19期)2018-11-09
文苑(2018年17期)2018-11-09
文苑(2018年21期)2018-11-09
农村农业农民·B版(2018年11期)2018-01-28
中国老区建设(2016年12期)2017-01-15
山东工业技术(2016年15期)2016-12-01
机电信息(2015年6期)2015-02-27
河南科技(2014年15期)2014-02-27
