热输入对SA612M钢焊接接头力学性能的影响
2022-06-21 09:15:44周平
新乡学院学报 2022年6期
周 平
(江西工程学院 智能制造与能源工程学院,江西 新余 338000)
SA612M钢为国内某钢厂生产的压力容器用钢[1],为保证压力容器的安全性,不仅要求SA612M钢的具有较高的强度、良好的塑性和耐腐蚀性能,而且还要求其具有良好的冲击韧性[2]。
本文对10 mm厚的SA612M钢进行焊接工艺试验,对不同热输入焊接工艺参数的焊接接头进行力学试验,对接头材料组织进行金相观察,分析热输入对焊接接头力学性能的影响。
1 试验材料与方法
试验材料为SA612M压力容器用钢板,材料化学成分如表1所示,试板尺寸为350 mm×160 mm×10 mm,材料力学性能如表2所示。

表1 SA612M钢化学成分
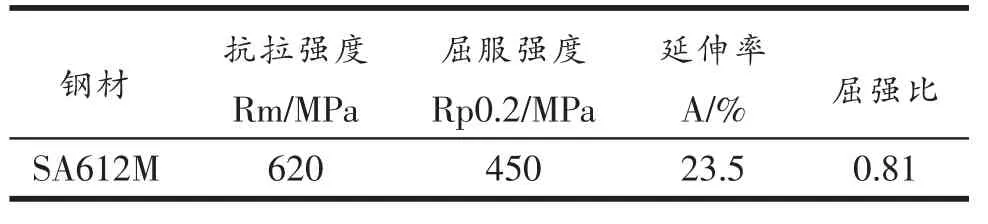
表2 SA612M钢力学性能
采用埋弧焊工艺对SA612M钢板进行不同焊接参数下的焊接试验,焊接时采用气体保护焊打底,共进行了3次焊接试验,焊接试样组号为1、2、3,使用Dimension TM812自动埋弧焊机进行焊接,焊接用焊丝为伯合乐Ni2,焊剂为OP121TT,具体的焊接工艺参数见表3。

表3 焊接工艺参数
由表1可知,随着焊接速度的增大,第1至第3组的焊接试样热输入逐步降低,热输入Q与焊接速度v成反比,其计算公式为
式中:η为焊接热效率系数,取0.86;U为焊接电压;I为焊接电流。
焊接试验后,参照国标GB/T 2651—2008对焊接接头采用线切割取样,并对焊接接头的力学性能及显微组织进行测试与分析,接头断面如图1所示。取样时避开焊缝头尾两端,沿焊接垂直方向截取,确保试样中心为焊缝。采用电液伺服万能试验机进行焊接接头的拉伸、弯曲试验,接头拉伸、弯曲试样尺寸如图2所示。

图1 接头断面
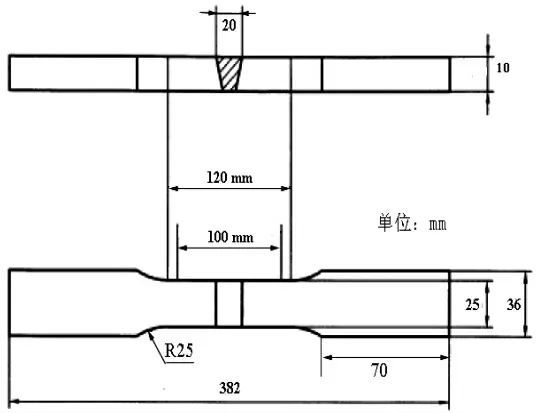
图2 接头拉伸、弯曲试样
2 试验结果及分析
2.1 焊接接头力学性能
依照GB/T 2654—2008对焊接接头进行硬度试验,通过显微维氏硬度试验测量焊接接头各区硬度,测试点位置距焊缝上表面2 mm,以焊缝中心为测量距离基点,从焊缝一侧母材开始到另焊缝一侧母材逐点测试,测试结果如图3所示。由图3知,在经过加热和迅速冷却后,焊缝中出现淬硬组织,HAZ过热区的维氏硬度值HV5比母材高56左右。
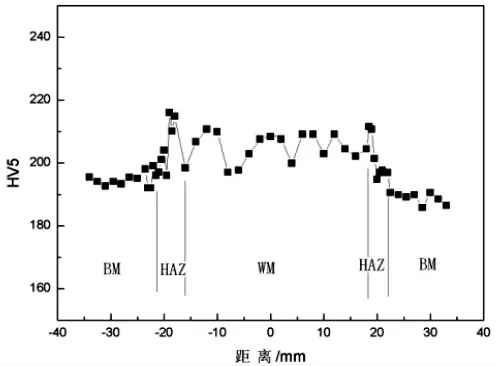
图3 SA612M钢焊接接头硬度分布曲线
对3组焊接接头的焊缝中心(WM)、融合线附近(FL+1、FL+2)分别依照GB/T2650—2008、GB/T 2653—2008、GB/T 2651—2008进行冲击、弯曲、拉伸等试验,测试焊接接头材料的机械性能,试验测试温度为-40℃,测试数据见表4,拉伸、弯曲试验的试验结果如图4所示。
由表4和图4知,SA612M钢焊接接头在进行弯曲、拉伸试验时,焊缝处没有出现裂纹。随着热输入的降低,SA612M钢焊接接头的强度变化不大,材料的冲击韧性增强。
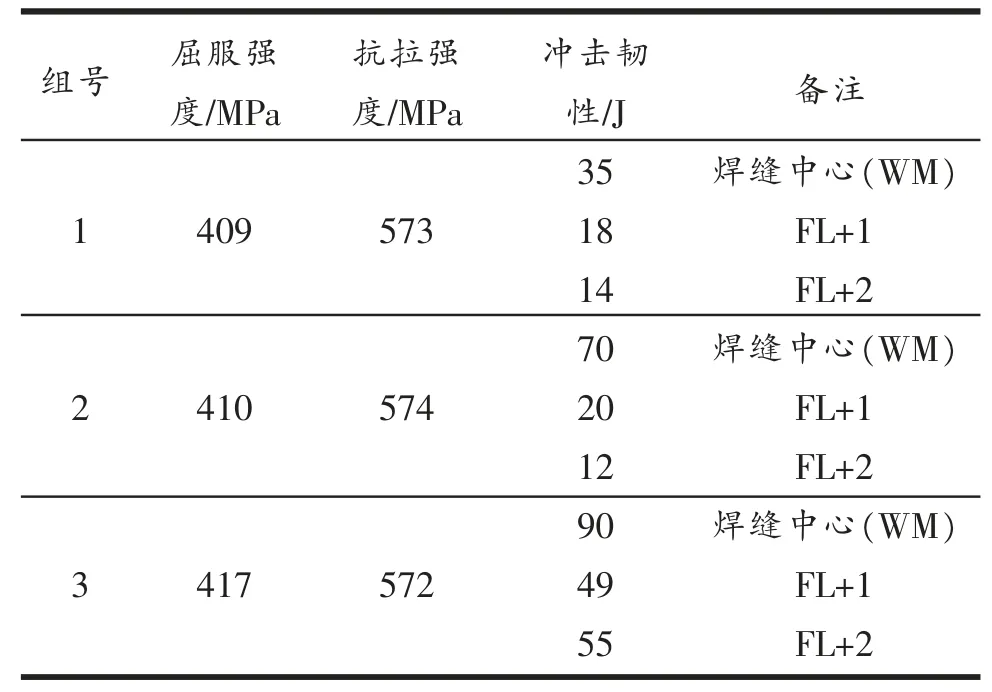
表4 焊接接头机械性能
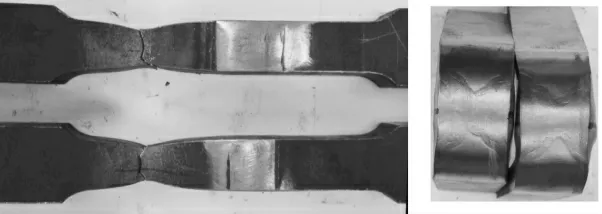
图4 接头拉伸、弯曲试验结果
2.2 焊接接头材料组织分析
焊接接头经用砂纸研磨、抛光和4%的硝酸酒精溶液腐蚀后,依照GB/T 13299—1991用BX-500标准光学显微镜分别检测3组焊接接头热影响区金相组织,检测结果分别如图5、图6和图7所示。
由图5、图6和图7知,第1组和第2组试样热影响区出现魏氏体组织;第3组试样热影响区未出现魏氏体组织,且晶粒尺寸更细。

图5 第1组接头热影响区的金相组织

图6 第2组接头热影响区的金相组织

图7 第3组接头热影响区的金相组织
3 结论
(1)热输入从15 kJ/cm升高到30 kJ/cm时,SA612M钢焊接接头抗拉强度变化不大。
(2)热输入在15~30 kJ/cm区间内变化时,SA612M钢焊接接头各区域的冲击韧性发生变化。
(3)对于SA612M压力容器用钢,应严格控制焊接的热输入量,以保证材料焊接接头热影响区的冲击韧性。
猜你喜欢
高技术通讯(2021年8期)2021-10-13 07:14:12
粉末冶金技术(2021年3期)2021-07-28 06:26:46
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
世界有色金属(2019年4期)2019-05-11 03:00:16
中国特种设备安全(2019年2期)2019-04-22 03:13:50
山东工业技术(2017年9期)2017-05-16 21:17:50
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
焊接(2016年10期)2016-02-27 13:05:29
山东冶金(2015年5期)2015-12-10 03:27:40