
PLC 在数控机床中的应用分析与研究
2022-06-16 07:49王莹
机电产品开发与创新 2022年3期
王 莹
(嘉兴隆基乐叶光伏科技有限公司, 浙江 嘉兴 314000)
0 引言
PLC 集计算机技术、 自动控制技术和通信技术为一身,广泛应用于工业计算机控制系统。PLC 控制系统满足顺序控制要求、可节省单片机的数字运算、强化逻辑控制功能,实现了继电器控制和计算机控制之间的PLC 自动控制, 且在恶劣的工业环境中具有较强的抗干扰能力[1]。PLC 控制中除对输入/输出部分采用光电隔离外, 对电源、控制器、储存器也设置保护和屏蔽[2]。PLC 通过程序实现逻辑控制,使机床结构紧凑、体积小。目前,大多数PLC采用与继电器控制电路图相似的梯形图进行逻辑控制,其工作原理简单直观、便于理解。
1 PLC 在数控机床中的应用
PLC 在数控机床中的应用主要包括两种: 内置式和独立式[3]。
(1)内置式:内置式PLC 属于数控机床的一部分,PLC和数控装置之间通过输入/输出接口电路进行信号交换。
(2)独立式:PLC 独立于数控机床的数控装置,其具有独立的硬件和软件部分,可独立完成控制功能[4]。
2 PLC 控制功能的实现
数控机床的PLC 系统设计与数控系统设计密不可分,通常机床的数控系统具有PLC 功能。
(2)PLC 输出信号通过继电器、接触器、液压或气动电磁阀对刀库和工作台进行控制。
(1)数控机床通过大量控制开关、行程开关、接近开关、压力开关等开关量控制机床的各种运动,PLC 接收各种开关量信息并进行逻辑运算, 最终输出控制信号对目标对象进行控制。
一个再好的项目,也需要严格的考核机制,没有后续的考核评价机制,会使项目的后续发展遇到很多问题。通过考核,可以对组织单位选派的人员、授援馆的发展以及培养学员的情况有个整体的评估,并对不足作出调整。如果“干好干坏都一样,干多干少都一样”,就会影响成员的主动性与积极性,不利于项目整体的实施和发展。目前,河北省图书馆要求到馆培训学员遵守河北省图书馆相应的规章制度和作息时间,学习过程中做好学习笔记,客观记录每天的工作内容和工作效果,结业时提交培训总结和学习记录,由河北省文化厅人事处与河北省图书馆共同考核,为合格学员颁发培训结业证书。
判断我国农业绿色发展是否存在空间自相关性,一般运用Moran’I指数进行检验。Moran’I指数的取值范围为,当Moran’I指数为负数时,表明各区域间存在空间负相关性,此时变量存在空间离散效应,当Moran’I指数为负数时,表明各区域间存在空间正相关性,此时变量存在空间聚集效应,当Moran’I指数为零时,各区域间不存在空间相关性。全局Moran’I的具体计算公式如下:
(4)数控机床的数控部分(CNC)和机床部分(MT)通过PLC 进行信息传递, 即数控部分通过PLC 实现对机床部分的开关控制。
(3)PLC 采集各种故障信号并实时发出报警。
3 数控机床的信息交换
(4)PLC→CNC:数控机床PLC 信号主要为M、S、T、F功能响应信号、 主轴运动信号及机床运动部分状态信息及故障信号。 通过开关量输入信号实现PLC 到数控机床的信号传递,见图1 中G 信号。
鲁迅先生一生写了33篇小说:《呐喊》14篇,《彷徨》11篇,《故事新编》8篇。本次统计选用的是《呐喊》(含“自序”)与《彷徨》,原因有两点。一是希望分析用语料的选用与《鲁迅小说汉英平行语料库》[7]内容同步,更重要的是《故事新编》是鲁迅先生在不同时期根据远古神话和历史传说写就,故未包含在本次分析语料之中。在本文,“《鲁迅小说》”是指鲁迅在《呐喊》和《彷徨》所写的内容。
(1)MT→PLC: 主要为机床操作面板上各种开关量,包括机床启/停、工作模式选择、转速、主轴正反转等。 机床部分的开关信号通过PLC 的输入接口进行读取, 图1中的X 信号所示。除少部分信号外,大多数信号与对应的PLC 地址可通过PLC 程序进行定义。
(2)PLC→MT:PLC 通过机械信号对机床的机械执行元件进行控制,如电磁阀、继电器、接触器等,并确保机床的所有运动部件信号及故障指示信号正常。 PLC 信号通过PLC 开关输出接口对机床的机械部分进行控制, 图1中的Y 信号所示。 所有信号与对应的PLC 地址可通过PLC 程序进行定义。
戴云山隧道位于福建省福州市与三明市交界处,是新建向莆铁路重点控制性工程之一。隧道燕尾段处于F4断层影响带范围之内,F4断层产状165°∠60°,与线路交角约为45°;断层以密集节带的形式表现,局部沿节理面产生水平滑移,地表宽度约为3 m,长度为800 m;该断层为左旋平移断层,其上盘影响宽度约为20 m,下盘影响宽度约为10 m,在影响范围之内的岩石节理裂隙相对发育,岩石破碎,地下水为构造裂隙水,较发育,为强富水区。燕尾段围岩分级如表1所示。
(3)CNC→PLC:主要指函数代码M、S、T、F 等。S 指令将PLC 中的控制指令转换为主轴转速;T 指令通过PLC控制实现自动换刀;M 指令为根据M 控制代码控制主轴启/停、正/反转、切削液的开/关、夹具的夹紧/释放及其它动作;F 指令为PLC 伺服系统完成对进给速度的控制。通过开/关量输出信号实现数控机床到PLC 的信号传递,图1 中的F 信号所示。 所有数控机床PLC 信号含义及地址由数控厂商设定,编程人员只能使用,无法修改。
数控机床的信息交换见图1,其主要包括以下四部分[5]。
不同数控机床数控系统与PLC 之间的信息传递方式不同,但其基本功能均为数控机床将M、S、T、F 代码传递与PLC[6],通过PLC 实现对机床动作进行控制,数控机床PLC 信号流程图见图2。
1.2.1 健康教育 对患者的不良行为习惯进行纠正,并为其讲述相关的健康知识,让患者从心底里接受,提高患者的生活质量。同时,对患者家属进行健康教育也是十分必要的,家属是患者的主要看护者,让患者家属掌握必备的健康知识对患者的尽早康复是十分有利的。
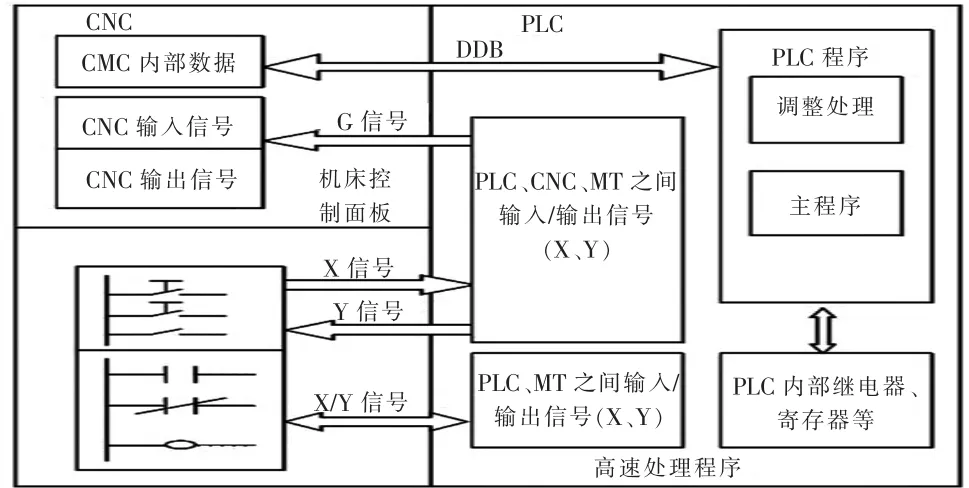
图2 PLC 信号流程图
4 设定故障检测
由于PLC 具有较高的可靠性,因此PLC 控制系统的大部分故障并非来自PLC 本身,而是外部元件故障。一旦系统检测到元件故障,不仅会发出声、 光报警,而且可立即显示故障代码,使操作者可快速确定故障原因及故障原因。 图3 为故障检测梯形图。
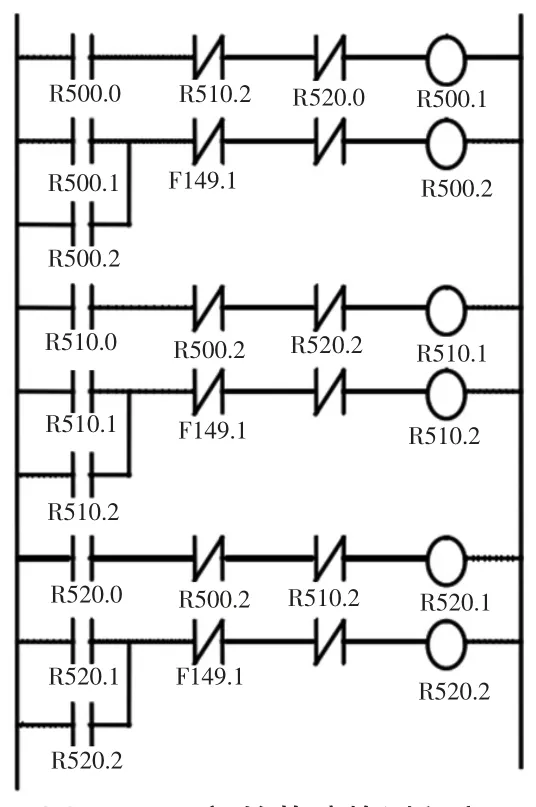
图3 PLC 初始故障检测程序
程序由3 个故障检测段组成, 分别为R500.0,R510.0,R520.0;R500.2,R510.2,R520.2分别为3 个原始故障检测;F149.1 为系统复位信号。 初始状态下,无报警,故障检测为0,复位信号F149.1 为0。
5 结束语
随着自动化技术的发展,PLC 的结构和性能不断提高,使用范围也迅速扩大,由整体结构向小型模块化结构发展,增加了PLC 组态的灵活性,PLC 运算、数据处理、图形显示、网络通讯等功能迅速增强,PLC 编程及编程工具也不断趋于规范化,所以PLC 将会更加广泛的应用于数控技术中,进一步提高数控机床的灵活性与可靠性。
猜你喜欢
中国设备工程(2022年12期)2022-07-11
模具制造(2022年3期)2022-04-20
内燃机与配件(2022年2期)2022-01-17
智能制造(2021年4期)2021-11-04
考试与评价·高一版(2020年6期)2020-11-02
汽车零部件(2019年7期)2019-08-16
中国生殖健康(2019年3期)2019-02-01
电子制作(2018年11期)2018-08-04
电子制作(2018年10期)2018-08-04
电子制作(2017年20期)2017-04-26
