
解决免烫衬衫接缝部位起皱的实践
2022-06-16 08:03:22李凤霞宋海燕和玉芳宋法强
纺织器材 2022年3期
李凤霞,宋海燕,和玉芳,宋法强
(鲁泰纺织股份有限公司,山东 淄博 255100)
0 引言
客户反馈免烫衬衫各部位起皱,特别是门襟、侧缝、底边、袖窿等部位起皱严重,影响服用效果。测试这4个部位的平整度级别如下:门襟为2.5级~2.7级,侧缝为2.7级~3.0级,底边为2.8级~3.0级,袖窿为2.8级~3.0级。常见的起皱因素有面料的质量、厚度、悬垂性、方向性、伸展性、工艺回缩性、热塑性等,这些因素也会对织物结构造成影响[1]。此外,缝制手法不当、设备工具调试不良、样板不合适等也会导致起皱。在缝制衬衫时,要求操作工经验丰富、工艺技法娴熟、动作精准,对任何工艺、款式及面料都能熟练操作,同时在操作过程中不断分析和改进操作工艺,规范操作流程,以提高产品的质量和生产效率[2]。大量统计表明,客户反馈的全身起皱,是由衬衫各部件的缝制设备、手法及样板不同引起,笔者对衬衫不同部位起皱原因逐一分析。
1 右门襟起皱
1.1 操作手法
在缝制右门襟时,要将左手向前送衣片的习惯,改为右手略微扶衣片顺着喇叭口使衣片边缘卷入,左手将衣片下层轻轻向后拉的手法(见图1)。通过新手法,可改善门襟起皱级别0.2级~0.3级,见图2。

图1 右门襟操作手法
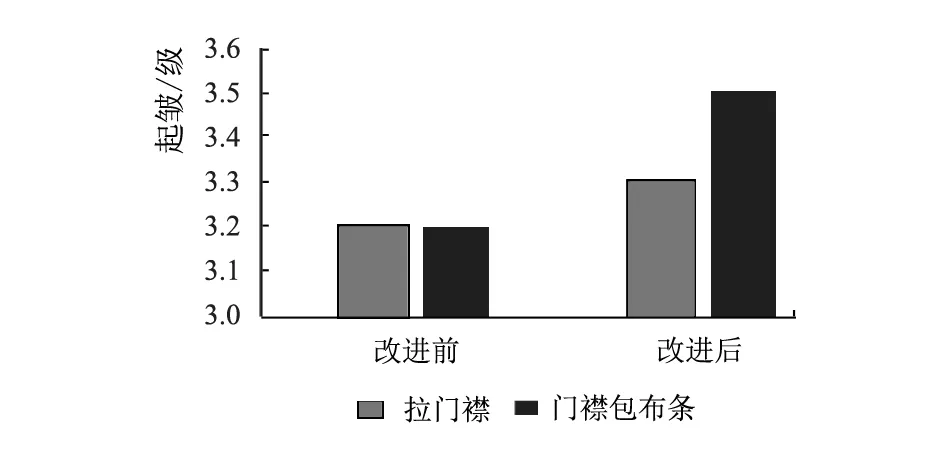
图2 右门襟起皱改善统计
1.2 设备调整
缝纫设备运行良好是确保成衣缝制品质的前提,因此在每批产品投产前,均需调整好输送装置。此外,设备的调试还包括所有影响缝制部位与线迹质量相关的机件与部位,如机针、压脚、线张力、旋梭及送布齿等[3]。
1.2.1粗细合适的机针对减轻面料起皱至关重要。通过更换细针(DB×1SF TN 11号特效防绒针),调节底面线松紧度(底线张力为70 cN~100 cN),可减轻起皱程度。
1.2.2送布齿调节为前高后低。送布齿高度,前面为1.5 mm,后面为1.0 mm,可减少对面料的摩擦,有利于减轻起皱问题。
1.2.3选用防皱压脚,减少面料在压脚下起皱。
1.2.4更换小孔针板,减少机针在针板孔的振动;更换细牙送布齿,减少送布齿对面料的摩擦。
1.2.5调节压脚及拖轮压力,压脚旋钮的高度为30 mm~40 mm,使面料输送和压脚送布的速度保持一致,减轻起皱程度。
1.2.6调节拖轮和压脚送布量,使拖轮比压脚快1针~2针。
1.3 调整结果
结果表明,免烫衬衫右门襟的起皱级别提升了0.3级~0.5级,见图3。
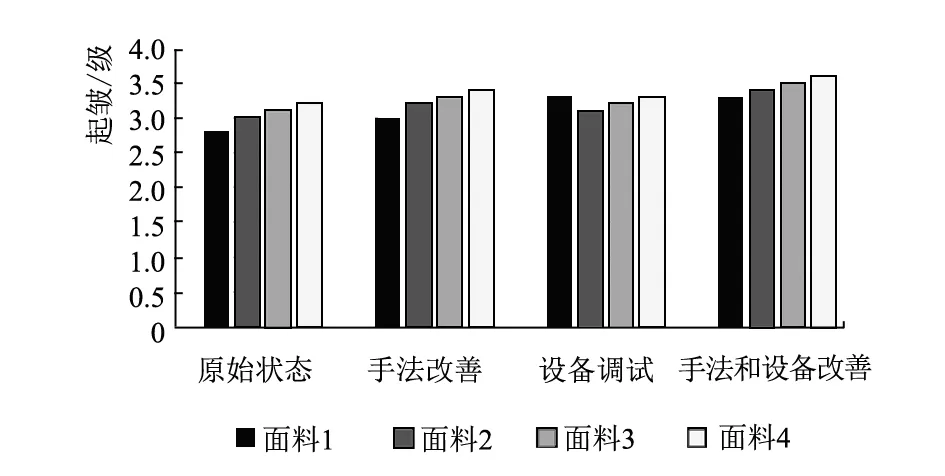
图3 右门襟起皱改善统计
2 左门襟起皱
2.1 操作手法
左手拉衣片松紧适宜,保证缝头均匀、条格顺直,右手轻扶门襟条,保证缝完后左门襟对格、平服;素色、条子面料需将衬布放在机台左侧的托盘上,直接从喇叭轨道进入缝合。
2.2 设备调整
更换细针;调节底面线松紧度,使底线形成线环;调节送布齿高度为1.0 mm~1.5 mm。
2.3 调整结果
结果表明,免烫衬衫左门襟的起皱级别提升了0.3级~0.5级,见图4。
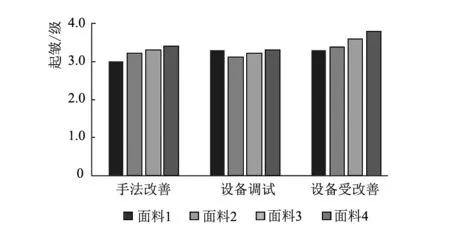
图4 左门襟起皱改善统计
3 侧缝起皱
3.1 操作手法
缝制袖底缝时,由于面料有弹性,双手不能拉而是要向前送,减少因面料回缩造成起皱;缝合前后衣片时,左手要轻微用力拉起,右手自然拉平;特殊面料,要根据面料特性调整手法。
3.2 设备调整
更换12号机针,调节底面线松紧度,使底线形成线环;调节送布齿高度为1.0 mm~1.5 mm,调节拖轮和压脚送布量,使拖轮比压脚快1针~2针,且上下拖轮平整。
3.3 调整结果
设备调整后,侧缝起皱级别提升0.2级~0.4级;再结合手法调整,可使免烫衬衫的侧缝起皱级别提升0.2级~0.5级,见图5。

图5 侧缝起皱改善统计
4 底边起皱
4.1 操作手法
卷边距合身2 cm~3 cm时下喇叭,手工卷好缝头,一手在前将衣片拉起与合身距离约为2.5 cm;在左片和后片第2个弧度处,将衣片前送而不后拉,后片第1个弧度和右片处,要将机器的吃量打开。
4.2 设备调整
对底边起皱级别要求高的客户,建议使用差动卷底边机,并根据面料特性调节小爪吃量与针码相同,高度为2.0 mm~2.5 mm,图6为普通底边机和差动底边机的起皱级别对比。
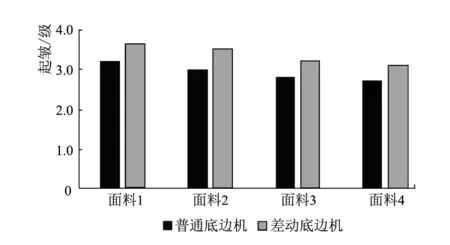
图6 起皱级别对比
4.3 调整结果
结果表明,免烫衬衫底边起皱级别提升0.3级~0.5级,具体见表1。
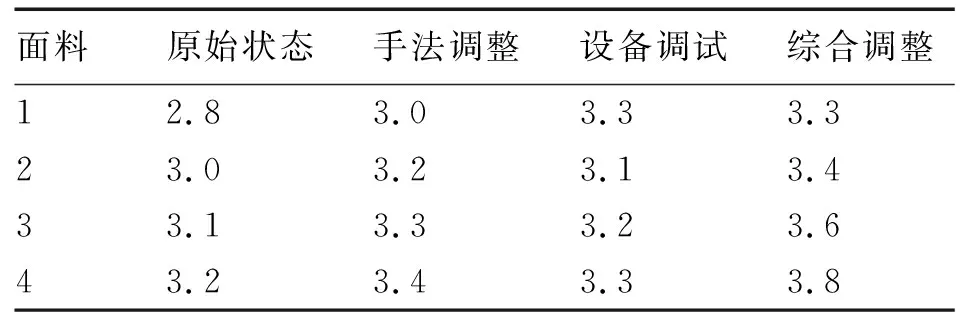
表1 手法调试和设备改善对底边起皱级的影响
5 袖窿起皱
5.1 手法调整
拼合袖山弧线和袖窿弧线时,要注意缝合对位,局部吃势不均会对袖窿及胸背宽产生影响,最终导致起皱。要做到:上袖开始和结尾的弧度处不能拉拽,严格按照对应剪口操作,上下过肩约8 cm的直丝部位要将衣片拉起;辑袖明线时袖笼开始的弧度处约13 cm和下过肩处右手要将衣片向压脚方向推。
5.2 设备调整
5.2.1 辑暗线设备调试
更换12号机针,调节底面线松紧度,底线形成线环;调节送布齿高度为1.0 mm~1.5 mm;调节拖轮和压脚送布量;根据面料调整拖轮拉力。
5.2.2 辑袖明线设备调试
将设备线迹更换为481链式线迹;送布齿高度调整为1.0 mm~1.5 mm;调节压脚压力,压脚旋钮高度为 35 mm~40 mm。
5.3 样板调整
调节袖窿弧度由深变浅1 mm~2 mm,袖窿平整度改善不大,不予采用。袖窿弧度由深变浅6 mm及以上,会给合身工序造成很大难度,也影响了前胸尺寸,不予采用。因此,尝试调节袖窿弧度由深变浅为3 mm~5 mm,结果袖窿平整度提高了0.2级~0.5级,可采用。
5.4 调整结果
结果表明,免烫衬衫袖窿起皱级别提升0.2级~0.5级。
6 后片收省起皱
6.1 手法调整
收省的正确操作手法是,操作时一手在前拉、一手在后抚平衣片。
6.2 设备调整
更换细针(DB×1SF TN 11号特效防绒针),调节底面线松紧度(底线张力为70 cN~100 cN);更换塑料平压脚、小孔针板及细牙送布齿;送布齿调节为前高后低,高度为前1.5 mm、后1.0 mm;调节压脚压力,压脚旋钮高度为35 mm~40 mm。
6.3 调整结果
结果表明,免烫衬衫的收省起皱级别提升了0.2级~0.6级。
7 上袖头起皱
7.1 手法调整
上袖头时,轻轻将袖口拉起直到没有皱起的小窝即可,拉起的力度根据面料的弹力而定。
7.2 设备调整
调节送布齿高度为1.0 mm~1.5 mm,调节压脚压力压杆高度为3.0 mm~3.5 mm;调节小爪吃量略大于针码(松软面料时吃量需小于针码),高度为2.0 mm~2.5 mm(厚面料稍高点,薄面料略低)。
7.3 调整结果
结果表明,免烫衬衫的上袖头起皱级别可提升0.4级~0.5级。
8 上领起皱
8.1 手法调整
上领时,3点定位两侧的剪口要向后片处偏1 mm;后领窝商标上侧位置上领时,要用手向前拉一下或放下底领操作。
8.2 设备调整
更换细针,调节底面线松紧度(底线张力在70 cN~100 cN);送布齿调节为前高后低,高度前为1.5 mm、后为1.0 mm;调节压脚压力,压脚旋钮高度为35 mm~40 mm。
8.3 调整结果
结果表明,免烫衬衫的上领起皱级别提升0.3级~0.6级。
9 合肩缝起皱
9.1 手法调整
操作时,双手向前送布,前片过肩衣片不能向后拽;过肩里在下过肩面在上时,过肩面领窝处位置要长出1 mm~2 mm。
9.2 设备调整
更换细针,调节底面线松紧度(底线张力为70 cN~100 cN);送布齿调节为前高后低,高度前为1.5 mm、后为1.0 mm;调节压脚压力,压脚旋钮高度为35 mm~40 mm。
10 上袖褀起皱
10.1 操作手法
上大袖褀操作手法,如图7所示。

图7 上大袖褀手法
10.2 设备调整
更换9号细针,调节底面线的松紧度(底线张力为70 cN~100 cN);送布齿调节为前高后低,前为1.5 mm、后为1.0 mm;调节压脚压力,压脚旋钮高度为35 mm~40 mm。
11 勾翻领
11.1 手法调整
勾翻领两侧吃量要均匀;缝翻领下止口合拢时吃量要均匀,圈领后内侧无起鼓为最佳;调大针码为3~4(不要调到最大),将吃量调到最大。
11.2 设备调整
使用自动切刀模板机;使用差动机,更换平压脚;更换粗线,调紧底面线松紧度,以不断线为准。
12 结论
通过缝制手法、样板、设备和工具等方面的综合分析与改进,解决了免烫衬衫各主要部位起皱问题。门襟由原来洗后的2.5级~2.7级提高到2.8级~3.2级,提高了0.3级~0.5级;侧缝由原来洗后的2.7级~3.0级提高到2.9级~3.5级,提高了0.2级~0.5级;底边由原来洗后的2.8级~3.0级提高到3.1级~3.5级,提高了0.3级~0.5级;袖窿由原来洗后的2.8级~3.0级提高到3.0级~3.5级,提高了0.2级~0.5级。各主要部位起皱问题改善后,衬衣平整,赢得客户认可和信任,使后续大货订单更加稳定。
猜你喜欢
中国民族博览(2023年16期)2023-12-18 20:18:41
——压脚鼓
戏剧之家(2023年10期)2023-09-19 10:15:42
毛纺科技(2021年10期)2021-11-02 05:27:26
时尚设计与工程(2019年1期)2019-08-06 08:36:22
实用临床护理学杂志(电子版)(2019年12期)2019-05-15 09:08:20
毛纺科技(2019年4期)2019-04-24 03:37:32
现代职业教育·职业培训(2018年1期)2018-05-14 09:57:10
五邑大学学报(自然科学版)(2017年4期)2017-11-21 11:23:42
兵器装备工程学报(2016年9期)2016-10-20 10:26:16
纺织学报(2015年9期)2015-06-09 23:00:39
