
采用立达R37型转杯纺纱机开发OE 58.3 tex超柔纱
2022-06-16 08:05殷红国崔全民
纺织器材 2022年3期
殷红国,崔全民,郭 梅
(新疆和田天王纺织有限公司,新疆 和田 848000)
0 引言
笔者公司于2021年初购进2台立达R37型转杯纺纱机,共计1000锭。R37型转杯纺纱机可纺14 tex~150 tex的纱线,转杯最高速度达120 kr/min,且可根据生产品种差异选择不同规格的转杯及其适配器。此外,机上带有电子清纱器,可根据设定参数有效清除有害纱疵;带有电子显示屏,能够显示当前纺纱工艺参数及实时管理相关数据,无需停机便可在显示屏上改变品种和机上工艺。
根据用户需求,笔者公司通过工艺试验、配棉成分调整和多规格转杯及其适配器的试验选择,在立达R37型转杯纺纱机上成功开发出OE 58.3 tex超柔纱,2台立达R37型转杯纺纱机日产量为11 t,成为公司新的利润增长点。
1 OE 58.3 tex超柔纱质量要求
OE 58.3 tex超柔纱作为高档针织服装面料用纱,要求布面丰满、色泽洁白、结杂少。以2018乌斯特公报OE 58.3 tex针织纱5%水平为参考标准,用户对OE 58.3 tex超柔纱质量要求见表1。
由表1可知,用户对OE 58.3 tex超柔纱质量要求高于2018乌斯特公报5%水平。
2 原料选配和工艺流程
2.1 原料选配
采用USTER HVI MF100型纤维大容量测试仪对原料进行检验,经多方案原料配比试验,确定表2中原料选配方案可满足OE 58.3 tex超柔纱的质量要求。
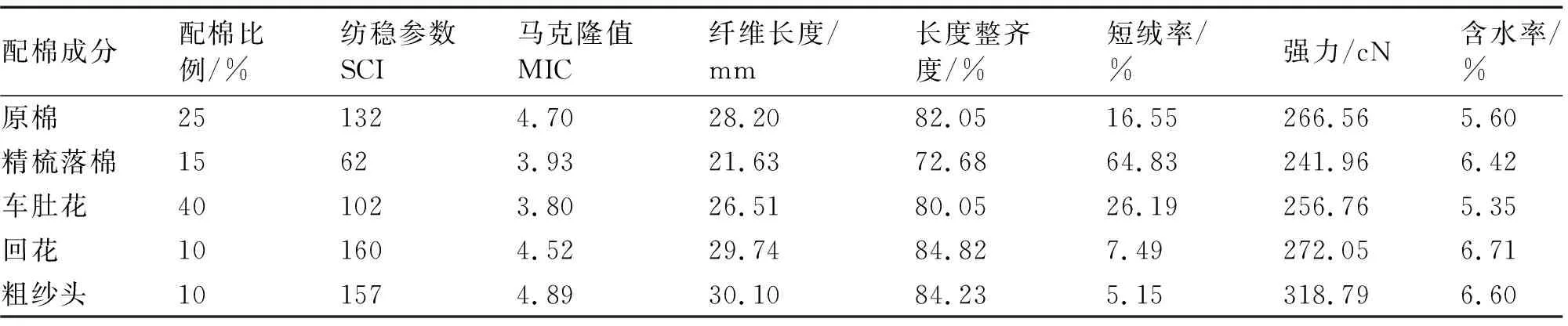
表2 OE 58.3 tex超柔纱原料选配
2.2 工艺流程
OE 58.3 tex超柔纱纺纱工艺流程为:FA009-230型抓棉机→FA125型重物分离器开棉机→FA105A型开棉机→FA029型多仓混棉机→乌斯特异纤机(USTER JOSSI VISION SHIELD 2)→FA116型主除杂机→FA156型除微尘机→FA203B型自调匀整梳棉机→立达RSB-D30型并条机→立达R37型转杯纺纱机。
3 技术要点
3.1 车肚花预处理
因客户要求OE 58.3 tex超柔纱结杂少,故对原料中使用的清梳联车肚花进行预处理,处理后的车肚花含杂率降至4.0%以下。
车肚花处理工艺流程为:A002D型抓棉机→CJFU112B型重物分离器→CCJFA102型双轴流开棉机→CJU002型废棉处理机→SFU150G型卧式液压打包机。
3.2 梳棉机状态调整
OE 58.3 tex超柔纱对棉纱条干CV值、细节、粗节、棉结要求非常高,应尽量清除原棉中的杂质和短绒并减小对纤维的损伤[1]。为了满足纺纱要求,对生产用的FA203B型梳棉机进行全面整机。首先,修复梳棉机盖板踵趾面,修复后上车的标准为:盖板骨台差不大于0.03 mm,包针布盖板台差不大于0.04 mm;其次,保证刺辊、锡林、道夫针布状态良好;最后,减小刺辊与小漏底入口隔距 ( 以6 mm~7 mm为宜),使入口处被分割的附面层变厚,进入车肚的落棉量增加,有利于排除杂质和短绒。经工艺试验发现,盖板与锡林间采用小隔距,有利于纤维在盖板与锡林间转移,可减少纤维在转移过程中因揉搓而造成的棉结, 选择锡林—盖板隔距为0.18 mm,0.15 mm,0.15 mm,0.15 mm,0.18 mm。同时,提高盖板线速度为260 mm/min,使单位时间内落棉的总量增加,可加强对短绒和杂质的排除。因此,生条中的短绒和杂质亦有所降低[2]。
3.3 转杯的选择
3.3.1 转杯特点
转杯是转杯纺纱机的关键器材,选择合适的转杯对成纱产质量有重要意义。用户对OE 58.3 tex超柔纱质量要求高于2018乌斯特公报5%水平,使用S533/Tr-D型转杯试纺OE 58.3 tex超柔纱时,断头特别多,生活难做,条干CV值、常发性纱疵、单纱强力与用户要求相差很大。因此,了解不同规格转杯的技术特点是选择适合型号转杯的前提。立达公司5种规格转杯的技术特点见表3。
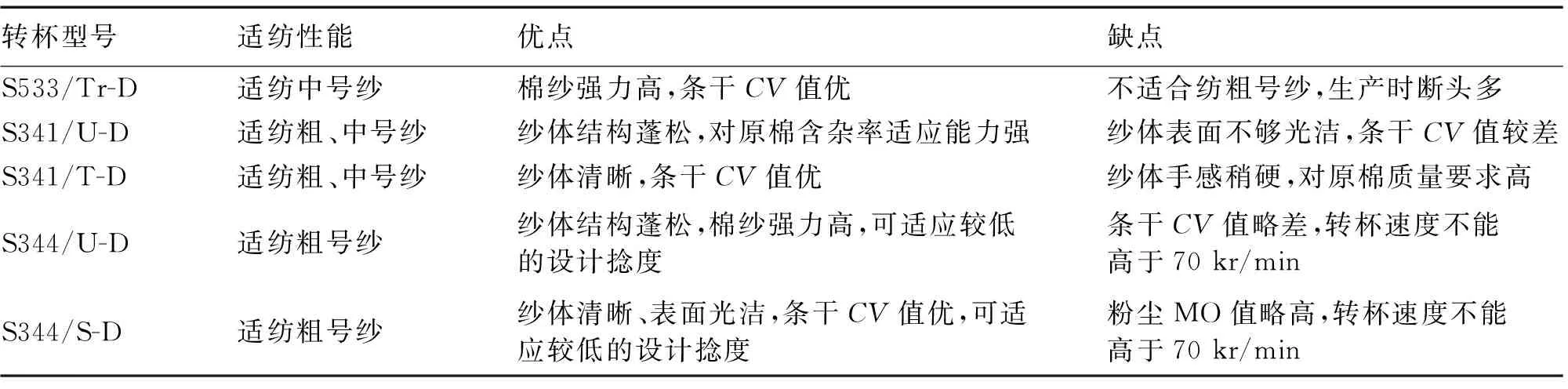
表3 立达公司5种规格转杯的技术特点
3.3.2 上机试纺
采用5种规格的转杯生产OE 58.3 tex超柔纱,试纺结果见表4。以最终成纱质量为衡量标准,选择了S344/S-D型转杯。
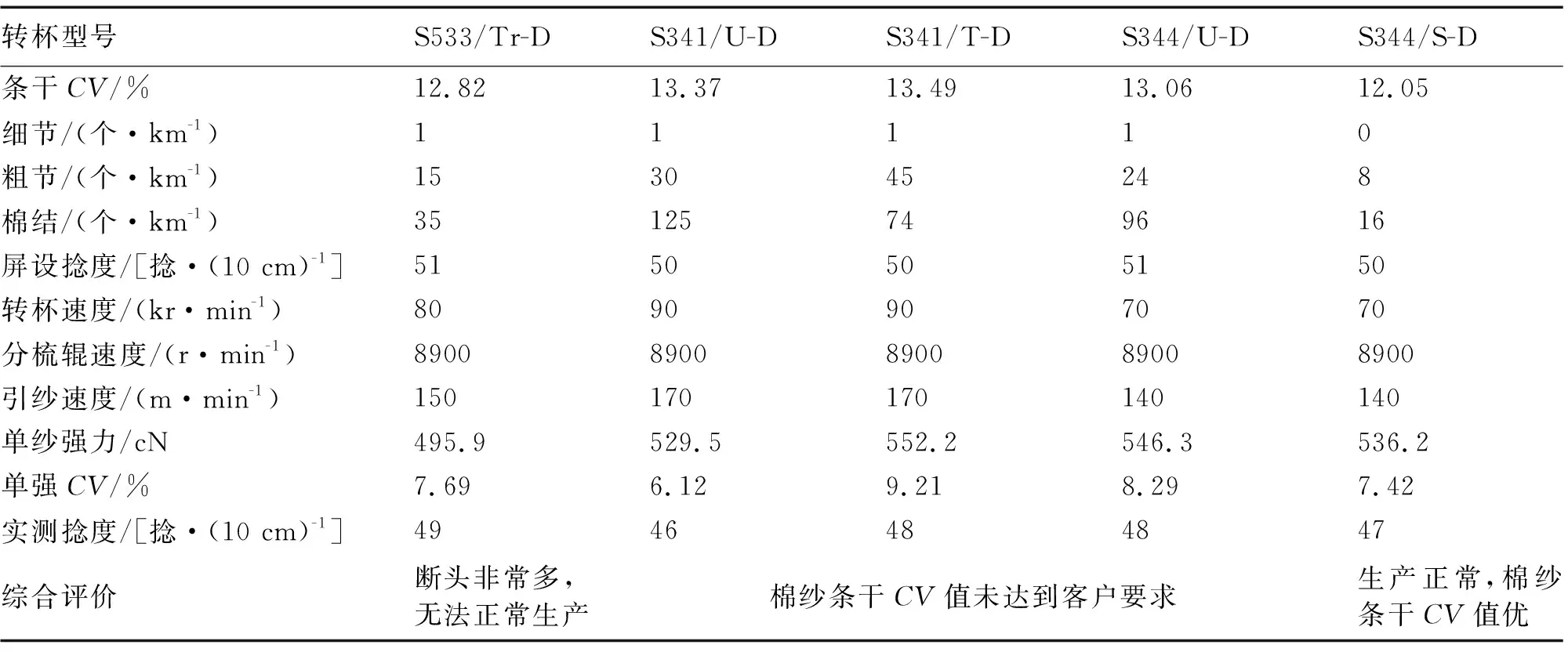
表4 5种规格转杯的试纺结果
4 结语
生产OE 58.3 tex超柔纱的技术要点在于:对原料中车肚花进行严格的预处理,使之达到纺纱要求;调整好梳棉机状态,有利于排除杂质和短绒;选择合适的转杯,保证所纺纱线满足客户要求。经过试验,使用S344/S-D型转杯可保证生产正常,棉纱条干CV值优,配合多方案的工艺调整后,OE 58.3 tex超柔纱试纺成功,且各项质量指标均达到客户要求。
猜你喜欢
宝藏(2022年3期)2022-08-01
宝藏(2022年3期)2022-08-01
当代水产(2022年6期)2022-06-29
建材发展导向(2022年1期)2022-03-08
交通科技与管理(2021年13期)2021-09-10
科技创新与品牌(2017年3期)2017-04-27
中国纤检(2017年3期)2017-04-06
艺术科技(2017年1期)2017-04-05
山东工业技术(2016年23期)2016-12-23
纺织导报(2015年6期)2015-12-31
