E-GAS气化渣水系统的技术改造
2022-06-13 09:51吴纯马周建欣张进林
氮肥与合成气 2022年5期
吴纯马,周建欣,熊 江,张进林
(中海油惠州石化有限公司, 广东惠州 516086)
中海油惠州石化有限公司(简称惠州石化)煤制氢联合装置采用E-GAS气化技术,3台气化炉(2开1备)共用1套渣水系统。E-GAS气化技术的渣水系统流程见图1。气化炉渣水经过破渣机和减压组件降压后,进入碳回收设施进行渣水和渣的初步分离,其中,浓缩渣水进入碳回收设施,清水进入沉降槽。浓缩渣水在碳回收设施中分离渣和未转化碳,二级浓缩的渣水进入渣脱水罐,未转化碳被送往沉降槽处理。二级浓缩的渣水在渣脱水罐进行粗渣和水的三级分离,粗渣中的水经滤网流出后进入渣水循环系统,粗渣则排到渣场进行处理。来自碳回收设施的清水和未转化碳进入沉降槽,在絮凝剂的作用下沉降后,清水进入渣水槽后返回气化系统使用,沉降槽底部的含固水送入固体循环槽后进磨煤机进行制浆回用。收集渣水系统的所有排放气体,集中送至硫黄回收装置做无害化处置[1-2]。
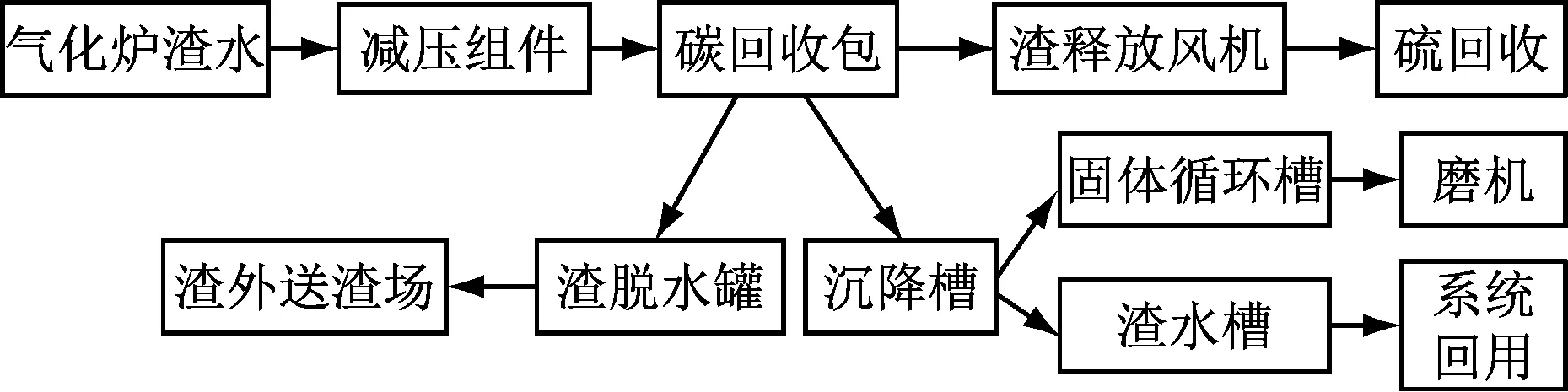
图1 渣水系统流程简图
1 渣水系统的现状
自2018年8月试运行以来,渣水系统存在较多问题,主要表现为碳回收设施出现泄漏、衬里脱落堵塞底部排料口、渣脱水罐脱水排渣困难、作业现场气味大、沉降槽(主要是预混合罐、混合罐)入口管线易被堵塞等问题,导致无法实现2开1备运行,影响气化装置的稳定性。
1.1 碳回收设施
碳回收包由旋液分离器和干扰床两部分组成,旋液分离器用于分离渣水中的大部分水,干扰床用于分出粗渣中未转化碳。运行中碳回收设施主要出现了旋液分离器泄漏、内衬脱落以及干扰床内衬脱落问题,堵塞旋液分离器底部和干扰床底部排料口,导致渣水系统运行不畅甚至停工[3-4]。
1.1.1 旋液分离器泄漏、内衬脱落
旋液分离器的外形见图2,分为外部壳体和内部衬里两部分。整个旋液分离器由进料室、三区锥体、二区锥体、一区锥体和底流锥5个部分组成。三段锥体区域和底流锥外部为碳钢壳体,内衬陶瓷/碳化硅衬里,进料室由聚氨酯材料和钢笼支架整体浇筑,内衬陶瓷材料,不同部分之间靠“T”型槽和橡胶垫密封[5]。
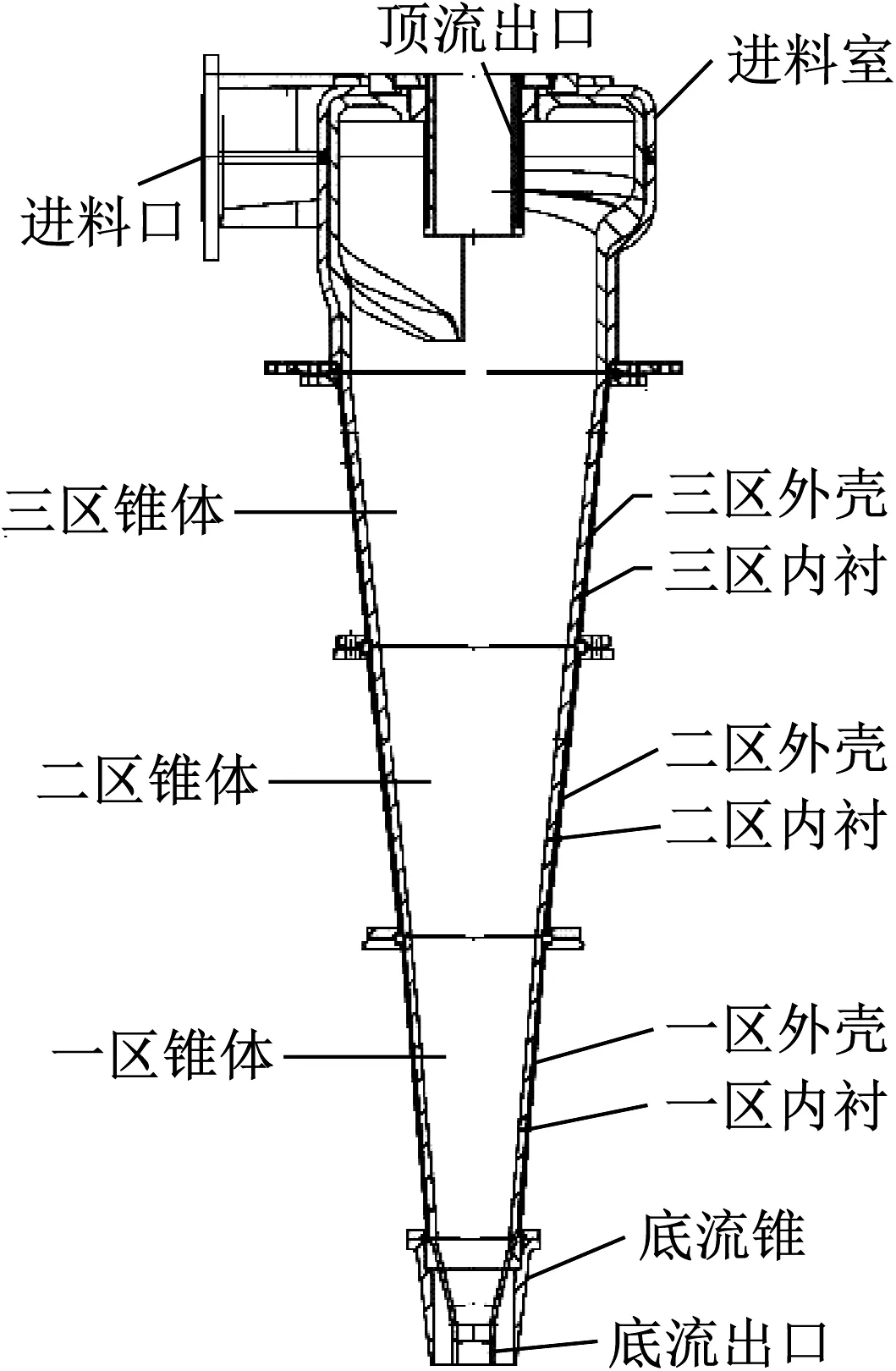
图2 旋液分离器外形图
运行中,进料室的顶部和顶流出口连接的法兰处、进料口和进料室的连接处、进料室及各锥段的连接部分均出现泄漏和渗水现象,渣水中溶解的合成气也从泄漏口释放出来,严重影响了现场作业环境,埋下安全隐患。
旋液分离器的底流锥容易被磨穿,磨穿脱落的陶瓷碳化硅衬里落入底部收集槽后堵塞出口,造成一级浓缩渣水排料不畅,导致渣水处理停工维修。
1.1.2 干扰床内衬脱落
干扰床为放行容器,由不锈钢壳体和陶瓷衬里两部分组成。陶瓷衬里用胶黏贴在不锈钢壳体上,由于受含固渣水冲刷作用,内部陶瓷衬里磨损脱落后落入干扰床的底部排料口,堵塞二级浓缩渣水排料,造成渣水处理被迫停工维修。
1.2 渣脱水罐
渣脱水罐是将二级浓缩渣水进行渣水分离的设备。渣脱水罐为圆柱形容器,底部为锥形桶,锥形桶的周边布置有多组滤网,渣脱水罐的底部为排渣口,与输渣皮带相连(见图3)。来自碳回收设施的二级浓缩渣水通过进料口进入渣脱水罐,渣中的水通过渣脱水罐底部的滤网排出,渣留在渣脱水罐中,待渣脱水罐中的渣充装到一定料位后,切断进料的二级浓缩渣水,进行充分脱水后,渣从排渣口排出。
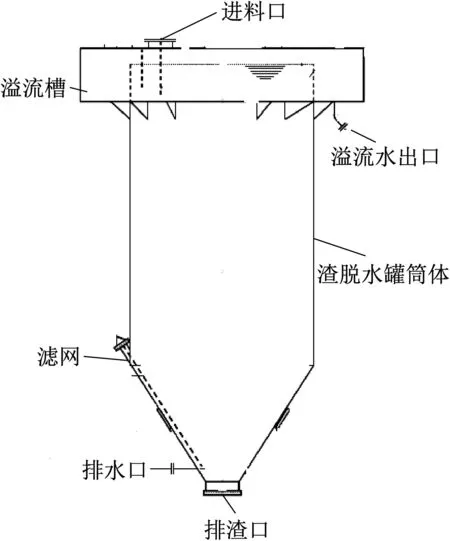
图3 渣脱水罐
1.2.1 渣脱水罐脱水筛网损坏
渣脱水罐底部的滤网长度较长,当受到渣的积压会引起刚度下降,导致滤网弯曲变形破损。渣直接通过筛网进入排水口,进而进入斜板沉降槽入口管线。因含固量太高易堵塞入口管线,导致渣水无法顺利进入斜板沉降槽,造成现有管道压降增大,渣水中的溶解性气体会通过渣脱水罐顶部的呼吸阀溢出。
1.2.2 渣脱水罐脱水环管结垢严重
渣脱水罐底部设置脱水滤网,滤网出口通过环管连接,将滤出的清水送回渣水处理系统。环管结垢后,管道直径从100 mm缩小为50 mm以下,延长渣脱水罐的脱水时间,影响渣脱水罐的周转,最终造成渣水系统停车维修。
1.2.3 渣脱水罐排渣阀密封圈损坏频繁
渣脱水罐底部排渣口使用的排渣门采用气垫密封,保证渣脱水罐在收渣时不泄漏。排渣门的气垫密封在开关过程中容易磨损,或者被渣中尖锐颗粒划伤引起失效,需经常更换密封圈。
1.3 沉降槽
配置两套沉降槽,每套由斜板沉降槽、预混合罐和混合罐组成。渣水系统的溢流渣水汇合后,与絮凝剂混合进入预混合罐,充分混合后进入混合罐,最后进入斜板沉降槽的斜板下方,絮凝下来的固体颗粒在沿斜板流动过程中沉降到沉降槽底部,澄清水则向上流动,经斜板的溢流堰流出沉降槽。混合罐和预混合罐上配有搅拌器,保持絮凝剂和渣水混合均匀,斜板沉降槽上配有扒料器,用于搅动斜板沉降槽底部沉积的固体颗粒,使其处于流动状态,并可以通过斜板沉降槽底部排料口排出。
(1) 预混合罐和混合罐底部积渣。
渣水系统携带来的颗粒较大的渣容易在预混合罐和混合罐的底部沉积,造成混合罐和预混合罐的搅拌器因扭矩过大而跳停。同时,渣水流动不畅导致预混合罐入口管线堵塞。
(2) 渣水到两台沉降槽的隔离阀门距离主管道太远,死区太大。
检修沉降槽时,渣水到关闭切断阀门的管线太长,造成渣水中的固体颗粒在管道中沉降,管线容易堵死。
2 改进措施
2.1 碳回收设施
针对碳回收设施中旋液分离器锥体区域密封泄漏、内衬脱落、底流锥容易被磨穿的问题,对旋液分离器进行结构调整。旋液分离器的进料室由聚氨酯钢骨架结构改为不锈钢外壳加碳化硅陶瓷衬里,三段锥体和底流锥采用不锈钢外壳加整体碳化硅陶瓷内衬结构。优化干扰床的陶瓷衬里固定方式,将原来的胶水黏结方式改为螺栓固定和黏结相结合的方式(见图4和图5)。

图4 碳化硅陶瓷衬里和不锈钢外壳

图5 螺栓固定后的氧化铝陶瓷衬板
2.2 渣脱水槽
针对渣脱水罐底部滤网发生的弯曲变形损坏问题,为渣脱水罐的滤网增加支撑,缓解变形和损坏,消除滤网破裂造成漏渣问题;针对环管结垢严重的问题,通过在环管排水的远端加入阻垢剂,避免脱水环管结垢,保持其排水性能;选择结构更为可靠、密封性能更好的排渣门,使其具备自动补气、监测密封圈位置的功能,保障排渣作业安全。
2.3 沉降槽
针对预混合罐和混合罐容易积渣的问题,对预混合罐底部排渣管线进行改造,将原来预混合罐和混合罐共用排渣管线改造为独立排渣管线,避免交叉积渣引起疏通困难。同时,为了排渣便利,将原有水平管线全部改为竖直管线。
针对预混合罐入口管线积渣堵塞问题,在靠近预混合罐分支管线的主管处增加阀门以减少管线死区,同时在阀后增加冲洗水管线。通过冲洗水阀和分支管线上两道阀门对管线进行冲洗,有效解决管线的堵塞问题。
3 运行效果
惠州石化改造渣水系统后,经过近2 a的运行,碳回收设施的在线率由改造前的30%提高到100%,渣脱水罐的在线率由改造前的50%提高到90%以上,沉降槽的在线率保持在100%。装置不再发生碳回收设施内衬脱落引起渣水系统停工现象,未再次发生渣脱水罐环管结垢问题,沉降槽入口管线未再次发生堵塞,渣水系统实现稳定运行。
4 结语
惠州石化煤制氢装置E-GAS气化渣水系统具有占地少、布局紧凑、三废排放量小、环保效果明显等优势。作为新的工艺,系统的优化还将继续进行。
猜你喜欢
小型内燃机与车辆技术(2022年2期)2022-05-13
粘接(2022年4期)2022-04-29
辽宁化工(2022年4期)2022-04-28
科学家(2022年3期)2022-04-11
北京工业职业技术学院学报(2022年1期)2022-01-26
恋爱婚姻家庭·养生版(2021年12期)2021-01-14
价值工程(2019年18期)2019-07-25
科学与财富(2018年29期)2018-11-21
科学与财富(2017年4期)2017-03-18
IT经理世界(2016年23期)2017-01-07