基于模糊神经网络算法的智能控制技术
2022-06-10 01:40孙握瑜
河北北方学院学报(自然科学版) 2022年5期
孙 握 瑜
(安徽商贸职业技术学院 信息与人工智能学院,安徽 芜湖 241002)
0 引 言
挤出机仪器作为一款专业的生产设备,被广泛应用于城市建设、石油传输、物料配送等行业。挤出机将固态颗粒塑化成均匀熔体,并在一定压力和温度条件下,由挤出机机头输出不同品类的成品[1]。目前,国内多数挤出机在温控方面主要采用分离仪表和电热圈分区加热进行控制,该方式具备很高的性价比,但仅通过单片机技术的分离模块控制,难以实现挤出机综合控制,因而不能满足挤出机的最优运行模式[2-3]。而PID技术的发展以及神经网络算法的提出为挤出机智能控制提供了新的途径,将PID与智能控制相结合实现对挤出机温度的控制成为研究的热点[4-6]。如相关学者提出的T-S模型的模糊控制法,通过引入奖惩函数来改善挤出机温度系统的动态特性[7];针对PID控制过程中存在的非线性特征,利用非线性函数来表述PID控制系统中的比例、积分关系,并由不同工艺缓解来改变函数因子,实现对PID的可消除超调,提高算法的调节效率[8]。
本文在挤出机智能温控系统算法的基础上,结合模糊神经网络和PID控制,通过引入自整定方法,根据不同工艺阶段来实现对原料基础温度的智能控制,并设计得到模糊自正整定的PID算法控制器,实现对温控非线性参数的智能控制。
1 挤出工艺流程
挤出机通过加料斗将原料颗粒由转动螺杆送至预定温度的主机螺杆料筒中,高温作用下利用转动的螺杆对桶内原料剪切、搅拌、混炼、塑化,将固体颗粒熔化成流体状态,并不断推进主机螺杆前进,最终在机头通过口模成型输出成品。
在原料基础控制系统中,采用PLC自动控制技术实现对生产过程中温度、压力控制,使用螺杆料筒控制温度。在生产中,筒体可划分为7个模块,每个模块用加热片加热,可设定恒定温度点,也可用开关量实现控制。当温度大于设定的上限值时,加热片停止工作,冷却系统开始工作,系统给出报警信号,并输出开关量信号。图1为典型的料筒温度控制系统。
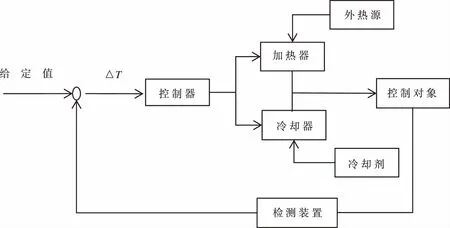
图1 料筒温度控制系统
2 模糊神经网络的PID控制仿真研究
2.1 模糊神经网络模型的建立
考虑到挤出机料筒温度控制系统的滞后性、非线性特征[9],在不同加工工况下存在的不确定性,采用传统的PID控制法难以建立精确的数学模型。而根据模糊控制规则,通过模糊神经网络算法,确定PID智能控制的整定参数,且具有特定的优势,有效保证了PID控制器能够适应不同被控对象的非线性变化特征。基于此,建立基于模糊神经网络的PID智能控制系统,具体流程如图2所示。

图2 模糊控制系统控制流程
1)确定输入、输出变量、论域关系。将系统偏差和偏差率作为系统输入量,通常温差控制系统输入变量取温度偏差量化因子Ke和偏差变化率量化因子。而输出变量取温度偏差量的相应比例因子,即假设偏差c基本论域为[-xc,xc],对应连续论域为[-n,n],则量化因子Kc和比例因子Kss分别为:
(1)
(2)
上式中:n为预先确定的论域;xc为基本论域[-xc,xc]的某个偏差值。
2)定义模糊子集。获得模糊子集数量和对应的语言变量,根据模糊子集类别选择隶属度函数。即在模糊神经网络给定论域U中,对于给定模糊的任意x,x∈U,存在隶属度函数μA(x),则满足式(1)条件的A定义为模糊集合
A={|μA(x)|∀x∈U,μA(x)∈[0,1]}
(3)
对于某一个变量xi与模糊集合的相关性,采用隶属度来进行描述。可以看出,隶属度仅与元素xi有关,而与模糊集并无关系,建立变量xi与隶属度的函数关机即隶属度函数。目前,应用较为广泛的正态型隶属度函数如下:
μ(x)=exp[-(x-α)2/σ2](σ>0)
(4)
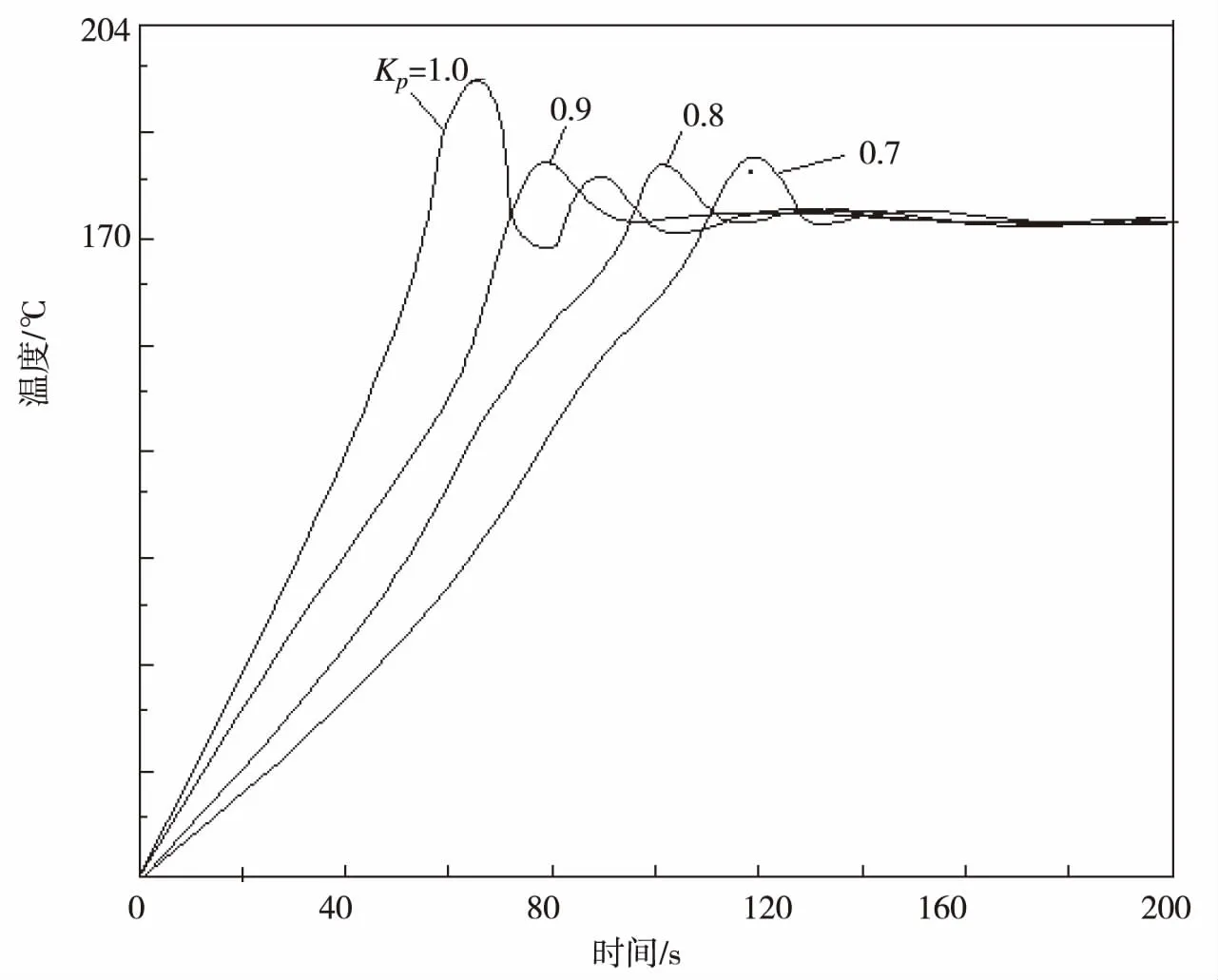
上式中:α为惯性系数,且有0 3)制定模糊规则。根据控制性能的状态,获得模糊变量对应的映射关系和模糊逻辑函数。当计算得到xi值满足区间[0,1]时,则xi作为模糊变量,对应的集合为{x1,x2,,…,xn},映射关系式f:[0,1]n→[0,1]作为模糊逻辑函数,记为f(x1,x2,…,xn)。 4)建立模糊控制表。根据获得的PID模糊控制器输出量,建立输入/输出量的关系列表。确定模糊关系:对于集合C和集合D,将C和D直积计算作为论域U中的模糊子集,即存在关系式 C×D={(x,y)|x∈C,y∈D} (5) 5)控制力计算。根据采样得到的偏差和偏差率输入值,由隶属度函数计算获得的结果代入到建立的模糊控制表中,经过PID修正量得到的输出量即控制量。 6)仿真验证。根据不同的算法结果调整量化因子、比例因子,提升模糊PID控制器的系统使用性能,获得最优工艺参数。 2.2.1 仿真研究 本节对挤出机料筒喂料段控制效果进行模糊PID控制系统仿真,由于喂料段是一个不断加热过程,因此将挤出机加热系统作为一个二阶惯性加滞后环节,确定系统算法公式为 (6) 使用模糊智能控制PID算法,实现温度自动控制。如图3为基于MATLAB/Simulink软件建立的仿真系统。 图3 挤出机温控系统Simulink模型框 其中系统输入量为PID的3个新参数。根据智能温控器工艺经验,定义温度偏差系数Ke=0.6,偏差变化率系数Kec=1.2。模糊控制系统采用两个输入、三端输出的形式,输入信息用e和ec表示,分别代表偏差信号和微分偏差信号,由式(1)和式(2)计算得到系统输出比例因子:ΔKkp=0.15,ΔKkl=0.05,ΔKkD=0.4。获得PID参数初始值分别为Kp=0.9,Kl=0.3,KD=2.4。 考虑到挤出机料筒温度控制的非线性特征,选择正态函数曲线,采用正态分布函数作为Kp、Ki、Kd隶属度函数。 2.2.2 仿真结果分析 图4为不同PID控制系统温控输出曲线,从图中可明显看出,使用常规PID控制,系统的恒定性较好,且超调量为0,但控制系统表现出了明显的温度误差,其中最大温差量达到了+25 ℃。采用模糊PID复合控制器的系统稳定性进一步增强,且系统达到预定稳定温度所用的条件时间减少,且并未出现进一步的温度显著波动,可以看出,模糊PID复合控制器具有更好的控制性能。 图4 不同PID控制系统温控输出曲线 实际生产过程中,只有在偏差量很小的情况下才执行PID控制。因此用模糊PID复合控制时,可将Kp参数相对量取值大些,能使系统快速达到目标温度,如图5为不同KP参数下的温度上升曲线,可以看出,当Kp在0.6~0.9时,随着Kp值的增加,系统调节时间不断降低,且稳定性并未出现较大变化,当Kp等于0.9时,调节时间最短为72 s,随着Kp值进一步增大,尽管降低了系统调节时间,但系统温度波动量降低。因此,选定合适的Kp值对于改善模糊PID复合控制器系统性能有直接影响。 图5 不同比例因子的温控曲线 1)本文设计了基于模糊神经网络的PID复合控制系统对温度控制PID参数进行调整,通过隶属度函数描述非线性参数集合的相关性,建立模糊变量间的映射关系和模糊控制表,实现对PID参数的微整定,提升了系统对非线性参数的适应性。 2)通过仿真结果可知,采用模糊PID自整定系统超调量为0,系统达到预定稳定温度所用的条件时间减少,并未出现进一步的温度显著波动,模糊PID复合控制器具有更好的控制性能。 3)初始偏差量化因子较大时,能够使系统快速达到目标温度,提高系统升温效率,但过大的偏差值容易造成系统温度波动频繁,因此需根据实际工况选定系统输入/输出参数量。2.2 仿真和实验结果


4 结 论
猜你喜欢
电力需求侧管理(2022年5期)2022-10-14
辽宁石油化工大学学报(2022年4期)2022-09-28
河南科技(2022年8期)2022-05-31
中国塑料(2022年4期)2022-04-25
商界评论(2022年1期)2022-04-13
中国塑料(2022年1期)2022-01-27
学生天地(2020年6期)2020-08-25
中国质量与标准导报(2018年3期)2018-09-10
草原(2018年2期)2018-03-02
中国新技术新产品(2014年6期)2014-03-25