
类金刚石涂层刀具铣削Ti6Al4V性能研究
2022-06-10 11:13牛玉艳易湘斌唐林虎梁泽芬李宝栋
装备制造技术 2022年1期
牛玉艳,易湘斌,唐林虎,梁泽芬,李宝栋
(兰州工业学院 甘肃省精密加工技术及装备工程研究中心,甘肃 兰州 730050)
0 引言
钛合金由于具有比强度高,能在高温下稳定工作等优点,在航空、海洋、生物医学工程、机械等领域广泛应用[1-4],然而钛合金材料较高的化学活泼性和较低的热导率极大地限制了钛合金的切削加工性[5-6],导致切削加工刀具出现显著的粘着磨损和磨粒,磨损失效特征[7],为此,诸多国内外学者在钛合金铣削加工方面深入开展了相关研究。HARTUNG等[8]对钨钴类硬质合金刀具切削钛合金时刀具磨损进行了研究,认为钨钴类硬质合金刀具在切削钛合金时生成TiC界面层,能有效延缓刀具的磨损。山东大学王晓琴等[9]通过响应曲面法对涂层刀具寿命—切削效率进行了分析,结果表明,涂层硬质合金刀具在Ti6Al4V高速干式铣削加工中,在效率不变的情况下,适当降低切削速度,增大切削深度可以提高刀具寿命。除此以外,JAWAID A等[10]针对金刚石、CrN、TiAlN和TiN等涂层材料在难加工材料切削加工中的应用进行了深入研究,得出这些涂层材料能在一定程度提高刀具的使用寿命。综上可知,虽然已有大量的文献对采用硬质合金刀具及涂层硬质合金刀具切削加工Ti6Al4V钛合金进行了研究,但是对使用类金刚石(DLC)涂层刀具干式铣削Ti6Al4V钛合金时刀具磨损国内尚缺乏相关的研究。类金刚石涂层(DLC)作为最广泛使用的涂层材料,具有高导热性,因此类金刚石涂层(DLC)能够有效散发接触区产生的热量,但是,当暴露在高温环境下时,类金刚石的化学性质变得十分活跃,甚至会出现涂层分层现象。金刚石硬度高、耐磨性好,热导率极高,将金刚石作为涂层材料制备成的类金刚石涂层(DLC)刀具常用来加工陶瓷、碳纤维材料等难加工材料,因此,采用类金刚石涂层(DLC)刀具加工Ti6Al4V对于研究钛合金切削加工具有实际意义。
本文作者通过利用等离子增强磁控溅射方法在硬质合金基体上制备类金刚石涂层(DLC),干式铣削Ti6Al4V块材,研究类金刚石涂层(DLC)刀具的磨损失效形式,探索金刚石涂层刀具铣削钛合金的可行性。
1 铣削试验
1.1 工件材料
铣削试验材料采用α+β两相型航空用钛合金Ti6AL4V(TC4)块材,尺寸为100 mm×100 mm×80 mm,其主要化学成分和力学性能见表1、表2,TC4的弹性模量很低,约为钢的一半,热导率低,约为铝的1/10,钢的1/4。

表1 Ti6AL4V化学成分表

表2 Ti6AL4V的室温力学性能
1.2 刀具材料及参数
研究认为含有TiC和TaC成分的YT、YW类硬质合金刀具不适用于切削钛合金[11-12],在实际加工中通常使用YG类硬质合金刀具来加工钛合金,这主要是考虑刀具与工件中的Ti元素会产生亲和作用。本实验铣削Ti6AL4V采用钨钴类硬质合金YG6刀片为基底的类金刚石涂层(DLC)刀片,YG类具有较高的抗弯强度和韧性,适用于加工钛合金和不锈钢。刀片安装在镶齿面铣刀盘上,YG6刀片的几何参数见表3,正方形刀片,前角0°,后角11°,主偏角75°,可用刃数为4,刀片几何参数如图1。

图1 YG6刀片尺寸及几何参数
1.3 铣削机床与测试装置
铣削试验在立式升降台铣床上进行,机床型号为B1-400K,主轴最大转速1 500 r/min,普通面铣刀直径100 mm,压块压紧结构,安装5个刀片,图2所示为试验用铣床,图3所示为试验用铣刀及刀片。铣削试验结束后采用三维坐标仪对刀具磨损形态进行分析。

图2 试验用铣床

图3 试验用刀盘与刀片
1.4 试验方法
本铣削试验采用顺铣、干式切削方式,试验参数水平见表3。

表3 类金刚石涂层(DLC)刀具铣削试验参数水平
1.5 铣削试验系统原理图
铣削试验系统原理图如图4所示。

图4 铣削试验系统原理图
2 试验结果与分析
2.1 类金刚石涂层刀具后刀面磨损形态
类金刚石涂层(DLC)刀具在给定的铣削试验参数下铣削钛合金后的后刀面及主切削刃形貌如图5所示。

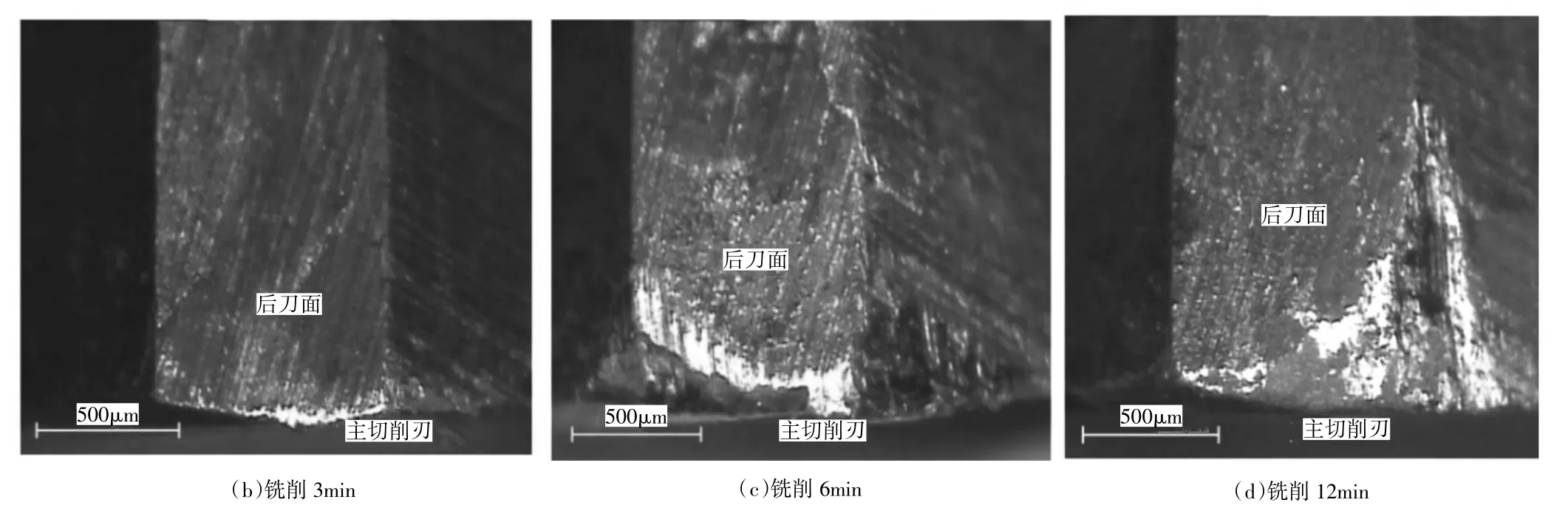
图5 类金刚石涂层刀具后刀面磨损形貌
从图5中可以看出,随着切削时间的延长,在靠近刀尖部位,磨损较严重,这种现象在加工刀具中普遍存在,在切屑变形过程中,刀尖处承受较大的切削变形力,因此摩擦磨损较为严重。刀具随着切削时间的增大,发生了边界磨损,微崩刃,条纹状磨损的过程。靠近刀具切削部分,类金刚石涂层(DLC)产生不同程度的脱落,而远离切削部分其与基体结合完好。
2.2 类金刚石涂层刀具前刀面磨损形态
类金刚石涂层(DLC)刀具的前刀面及刀尖部位历经不同铣削时间的磨损形貌如图6所示。
从图6可以看出,刚开始铣削时,刀尖部位磨损很小,切削刃处磨损很轻微,刀尖结构完整,没有发现类金刚石涂层(DLC)的脱落,表面划痕是铣削时从前刀面飞溅出来的切屑导致。切削时间为3 min时,在高压高温作用下,靠近切削刃处开始出现磨损,类金刚石涂层(DLC)有小范围的脱落迹象。当切削时间增大到6 min时,类金刚石涂层(DLC)出现大面积脱落(图6c),此时涂层已经失效。当切削时间增大到12 min时,类金刚石涂层脱落已经扩展至远离参与切削的位置,如图7所示。此时刀具前刀面出现明显的月牙洼磨损形态,切削刃明显变钝(图6d)。

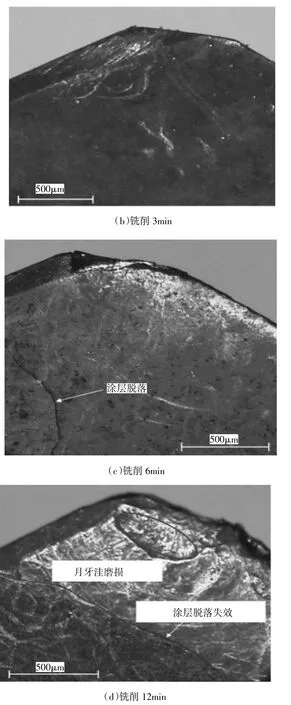
图6 类金刚石涂层刀具前刀面磨损形貌

图7 类金刚石涂层出现剥落失效
2.3 刀具后刀面的磨损曲线
铣削实验结束后,在三维坐标仪上测得刀具过渡后面的磨损值,绘得其平均磨损值VB曲线如图8所示。图中a,b,c,d,e分别是试验用刀盘上5个刀片的代号。从曲线中可以看出,随着切削时间的增大,刀具磨损加剧,切削12 min后,刀具的磨损值没有达到0.3 mm。不同刀具在相同的切削参数水平下,其磨损量表现出差异性,这可能是由于冲击引起的。
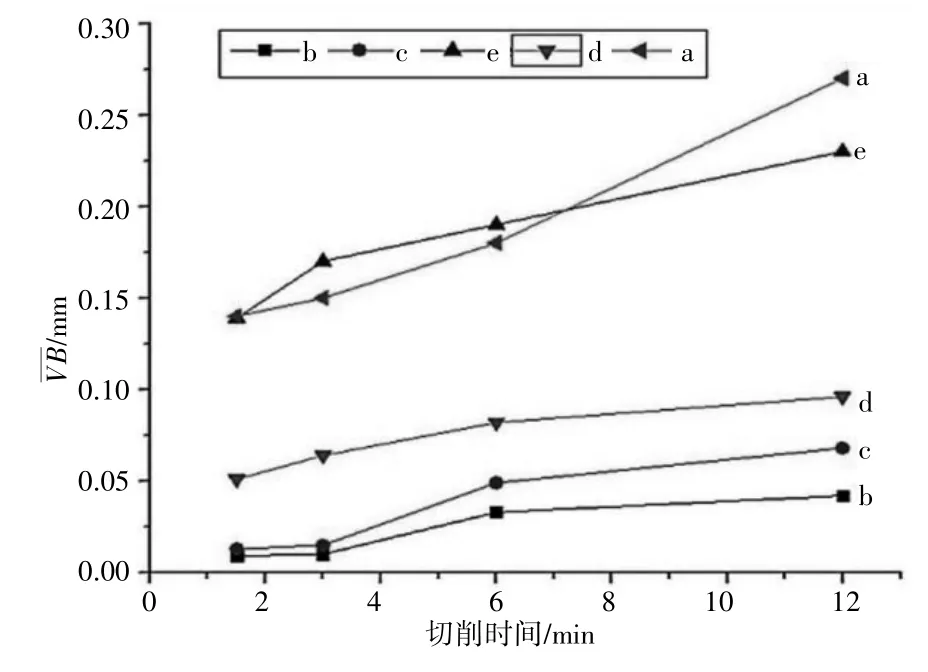
图8 干式铣削刀具的磨损过程
3 结束语
本文利用等离子增强磁控溅射方法在硬质合金刀具上制备类金刚石涂层(DLC),通过干式铣削Ti6Al4V材料,研究了类金刚石涂层(DLC)刀具铣削Ti6Al4V时前后刀面磨损形态和失效形式。随着切削时间的增大,类金刚石涂层(DLC)刀具后刀面经历了边界磨损,微崩刃,条纹状磨损的磨损过程。前刀面主要表现为涂层脱落失效、月牙洼磨损,这是由于在高温高压作用下,类金刚石涂层(DLC)会受到石墨化和氧化的影响,从而导致类金刚石涂层(DLC)刀具快速失效。由试验可知,类金刚石涂层刀具并没有表现出优异的切削性能。
猜你喜欢
表面技术(2022年1期)2022-02-12
铝加工(2021年5期)2021-11-17
粉末冶金技术(2021年1期)2021-03-29
石材(2020年10期)2021-01-08
石材(2020年7期)2020-08-24
腐蚀与防护(2020年4期)2020-05-23
中外文摘(2019年19期)2019-11-12
兵器装备工程学报(2019年5期)2019-07-04
航空材料学报(2019年2期)2019-04-15
伴侣(2017年6期)2017-06-07
