
工业中性除锈剂浅析
2022-06-06 08:28高欢泉
中国洗涤用品工业 2022年5期
高欢泉 于 文
西安开米股份有限公司,陕西西安,710075

广泛应用于各行各业的钢铁制品,在大气环境下极易腐蚀生锈,给社会发展带来了不可估量的损失,因此,对钢板表面进行防腐处理十分必要。除锈是钢铁制品防腐的基础工序,直接影响后续的涂装。
目前,金属除锈的方法主要有手工法、机械法和化学法三大类。工业上主要采用化学法除锈,又以酸洗法为主。传统的强酸除锈剂除锈效果好,工艺简单,成本低,但使用的硫酸、盐酸、硝酸等属于国际一级危化品,腐蚀性强,钢板返锈严重,且除锈工程中极易产生酸雾[1],同时会导致氢脆现象发生,极大地影响了钢铁本身和操作人员,且除锈后工件需进行多次清洗,有时甚至还要做中和处理,否则将会重新生锈。再者,酸液的浪费即大量残渣废液的排放,对管道、土壤及周围环境也会造成很大的影响,因此,这种普通型除锈剂已经不能满足可持续发展的需要,已被很多领域禁止使用。
中性除锈剂的除锈原理与酸性除锈剂的原理略有不同,酸性除锈剂的除锈原理是通过有机酸或无机酸与钢铁表面的铁锈进行反应,去除钢铁表面的锈迹;而中性除锈剂则是通过对钢铁表面的铁锈络合进行咬蚀,铁锈去除完成后不会与金属发生反应,对基材的腐蚀性小,不会产生氢脆等现象而影响钢材的力学性能[2],但在进行螯合剂选择时,应考虑在操作工艺条件下,与氧化铁反应后不应出现沉淀。
1 中性除锈剂国内外专利信息
为了了解中性除锈剂的技术发展现状,本文罗列了14项发明专利的成分信息和对应的技术特点(表1)。
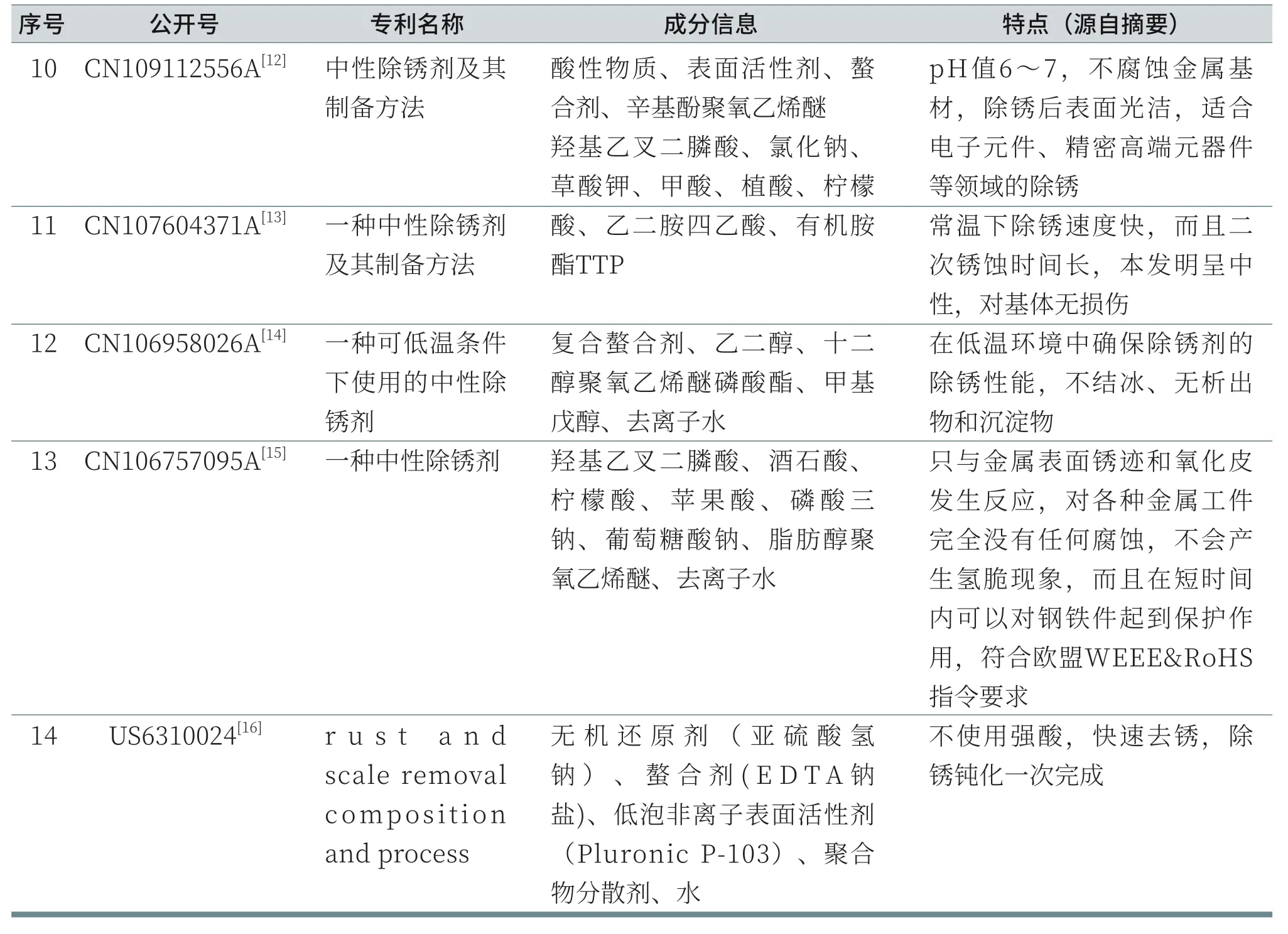
表1 (续)
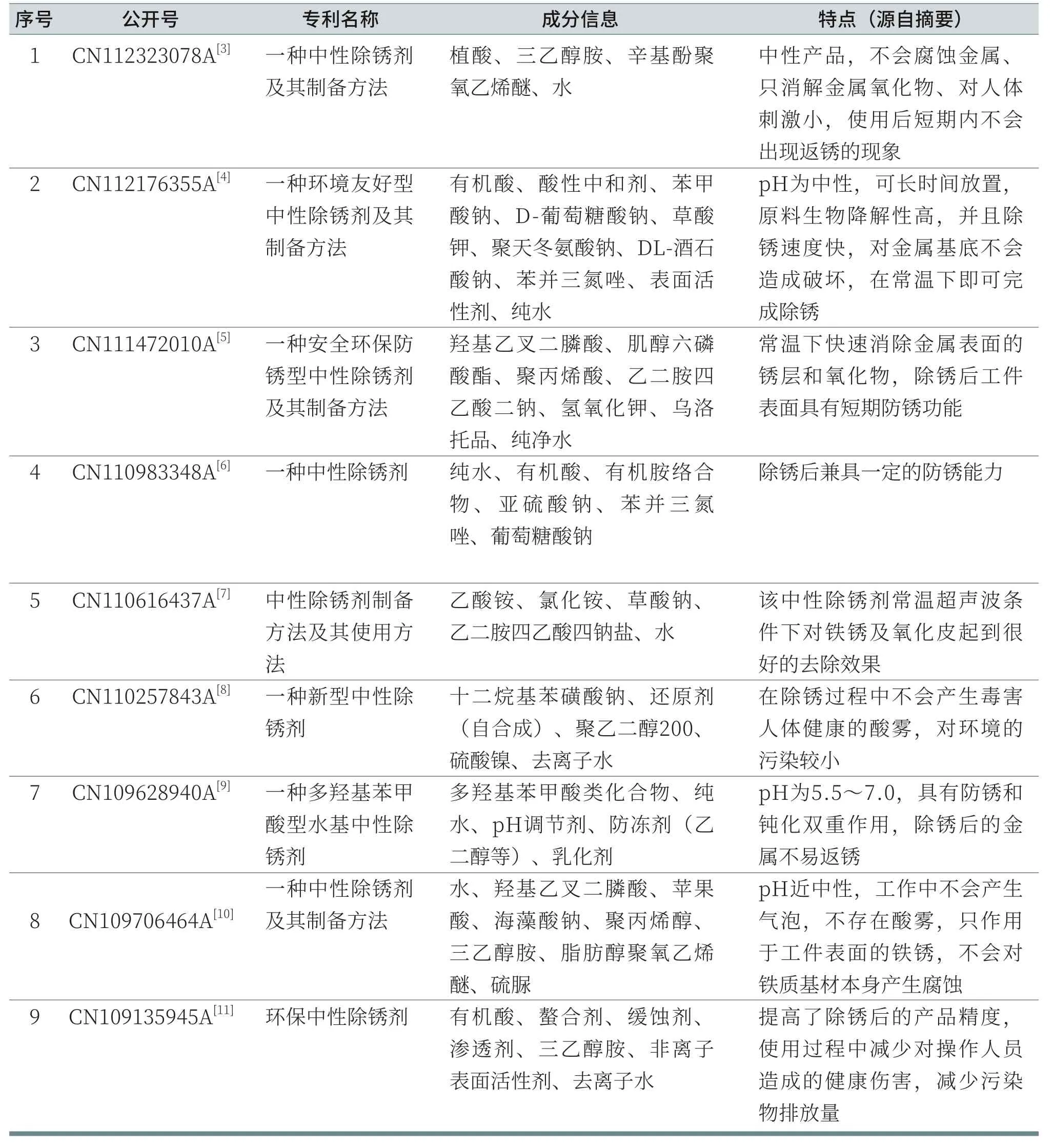
表1 14项中性除锈剂发明专利信息汇总
经分析认为:
(1)国内外发明专利中采用的螯合剂主要为有机酸盐,具体为:羟基乙叉二膦酸盐、柠檬酸盐、葡萄糖酸盐、酒石酸盐、EDTA二钠盐等;其中一些在配制过程中,尽管直接使用的是有机酸,例如柠檬酸、植酸、酒石酸、苹果酸等,但最终还是通过pH调节剂调整为中性;而且大都采用两种或三种以上螯合剂组分的复配。
(2)由于表面活性剂的加入,降低了除锈剂的表面张力,使除锈剂能够更快地渗透到金属基体和氧化皮之间,从而提高了除锈速率,另外,也可以去除基材表面的油污,发明专利中主要应用的是非离子和阴离子表面活性剂,例如:十二烷基苯磺酸钠、脂肪醇聚氧乙烯醚、十二醇聚氧乙烯醚磷酸酯等。
(3)由于设计的是中性配方,因此,缓蚀剂在配方中的作用不够明显,有些发明专利甚至没有涉及缓蚀剂,即使涉及缓蚀剂,大都采用的常规缓蚀剂,比如三乙醇胺、硫脲等。
2 中性除锈剂国外产品信息
见表2。
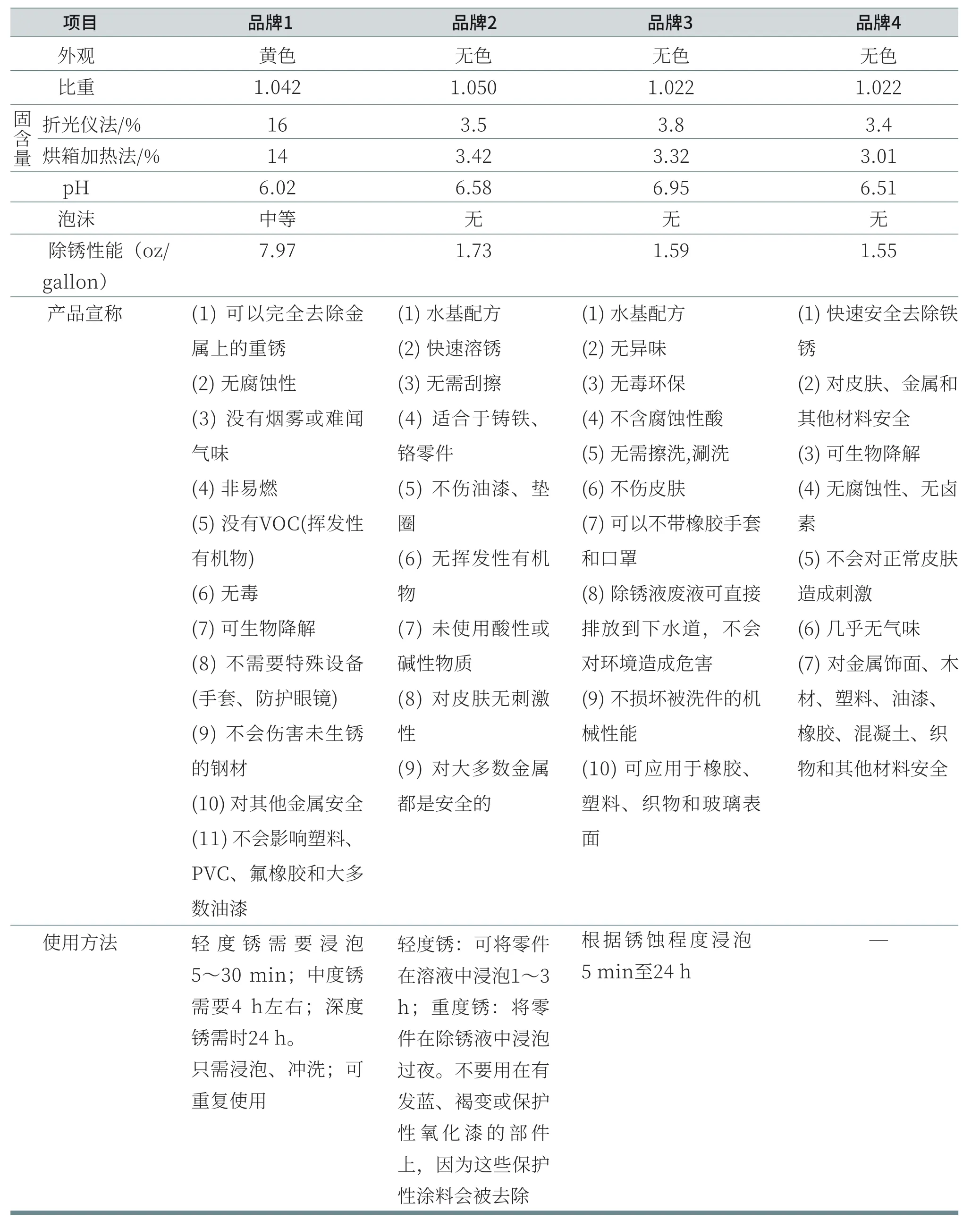
表2 国外4个品牌中性除锈剂产品信息汇总
3 中性除锈剂铁离子螯合剂的选择依据
为了使中性除锈剂达到理想的应用效率,螯合剂在选择时,不仅对铁离子的螯合值要高,而且在实际的操作工艺条件下,不应出现沉淀现象,同时,也应符合环保法规的要求。一般螯合剂对铁离子的螯合值,可采用磺基水杨酸显色法测定(表3)。

表3 100 ℃各种pH条件下铁离子螯合值汇总[17] 单位:mg/g
具体为:
(1)待测样品溶液配制:准确称取待测样品5.000 g,加去离子水溶解,移至500 ml容量瓶定容至刻度,摇匀备用待测。
(2)移取配制好的样品溶液2 ml至250 ml锥形瓶中,加30 ml水和5滴2%磺基水杨酸,用0.01 mol/L硫酸铁铵标准溶液滴定至溶液由无色变成微红色为终点。
(3)计算公式:X=V×C×159.6×250/m
式中:X为螯合剂对铁离子的螯合值(mg/g);
V为样品消耗硫酸铁铵溶液的体积(ml);
C为硫酸铁铵溶液的浓度(mol/L);
m为样品质量(g)。
4 中性除锈剂的基本要求和相关标准
4.1 中性除锈剂的基本要求
中性除锈剂作为工业清洗剂的一大类,应符合绿色环保的要求。由于各个行业对清洗剂的应用需求比较强烈,其所能发挥的作用也比较大。其中,对工业清洗剂的应用要求是比较严格的,用于不同的清洗目的与清洗对象的清洗剂,为了确保其足够的功能价值,应满足下述基本要求:
(1)应清洗能力强,清洗速度快,且溶垢彻底。其自身对污垢有很强的分散或溶解清除能力,在有限的工期内,能高效彻底地除去污垢。清洗过程不在清洗对象表面残留下不溶物,不产生新污垢,不形成新的有害于后续工序的覆盖层,不影响产品的质量。
(2)应不伤基材,不腐蚀,不会引起污染或交叉污染,对清洗对象的损伤保持在生产许可的限度内;工作浓度能被在线检测并可控。
(3)应经济高效,并适合规模化机械化清洗作业。成本作为重要的衡量指标,工业清洗剂的应用必须确保较低的使用成本,否则会造成资源消耗的增大。
(4)应环保安全,不易燃不易爆,且符合国家相关法规的要求。
4.2 中性除锈剂应符合的标准
见表4。

表4 中性除锈剂应符合的标准信息
5 结论
基于可持续发展的需要,工业金属中性除锈剂将是未来发展的需要,因其采用的络合法除锈,相比酸洗法具有以下优点:
(1)无挥发,无氢脆、无酸雾。
(2)不需要特殊装备(手套、防护眼镜),除锈后工件表面光滑无损伤,不仅符合环保法规,而且对操作者的皮肤无伤害,具有使用安全的特点。
(3)适用于铁件、铸铁件、碳钢等易于生锈的金属。
(4)适用于金属加工业、五金电器制造、航空航天配件、汽车配件等行业。
猜你喜欢
肥料与健康(2022年3期)2022-12-04
轴承(2022年11期)2022-11-21
环境科学研究(2022年10期)2022-10-19
中南民族大学学报(自然科学版)(2022年3期)2022-05-08
中国调味品(2022年5期)2022-05-06
中国土壤与肥料(2021年5期)2021-12-02
中国农业气象(2021年12期)2021-11-30
农业与技术(2021年1期)2021-01-18
魅力中国(2018年7期)2018-07-27
作文大王·低年级(2017年6期)2017-07-07
