
欧姆龙FH视觉系统在物料分拣中的应用
2022-05-30 07:37:51徐恒郭晓莹
电脑知识与技术 2022年27期
徐恒 郭晓莹

摘要:针对物料分拣过程中需要考虑物料的形状、颜色等不同外观属性,文章设计了一种基于视觉的物料分拣系统。该系统的核心是采用欧姆龙FH视觉系统捕捉物料图像,并根据图像匹配模型结果对物料分类,然后将分类结果数据通过TCP协议传送给PLC,PLC在接收到检测结果数据后控制伺服电机使传送带移动一定距离,将物料送到相应的分拣道口,最后由气动推杆推下,完成分拣动作。论文详细介绍了欧姆龙FH视觉系统设置和PLC分拣程序设计过程,最后通过实验证明,该系统可以有效实现物料的检测与分拣,具有设计合理、自动化程度高、准确度高等特点。
关键词:视觉系统;分拣;PLC
中图分类号:TP311 文献标识码:A
文章编号:1009-3044(2022)27-0018-03
开放科学(资源服务)标识码(OSID):
随着现代工业生产制造越来越向着自动化、智能化发展,智能物料分拣系统[1]也逐渐受到各行各业的追捧和青睐。例如在制造业的自动化生产流水线、物流快递行业[2]的智能仓库中,智能物料分拣系统已经随处可见。传统的自动分拣系统往往根据物品的材质、重量等属性,使用不同的传感器实现识别分拣,与人工分拣相比提高了工作效率,但识别准确度不高。随着机器视觉[3]、图像处理技术的发展,利用视觉识别检测技术替代人眼检测成了可能。论文设计了一种基于视觉检测技术的智能物料分拣系统,该设计具有分拣准确度高、自动化程度高的特点。
1 系统整体设计
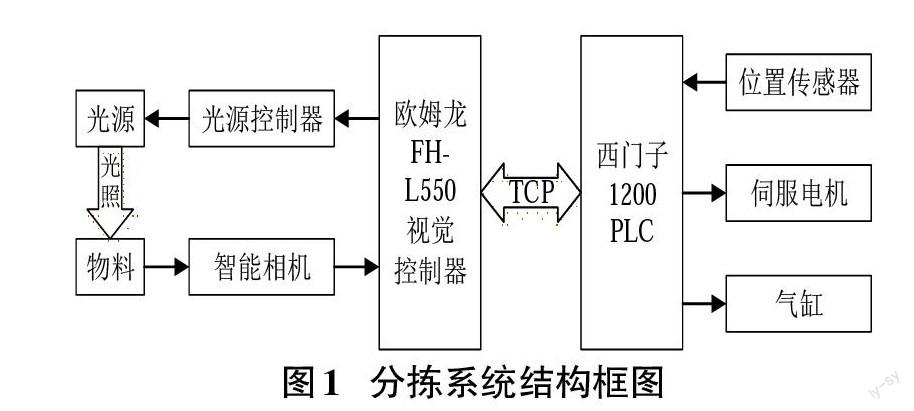
论文设计的物料分拣系统主要由视觉检测和PLC控制两部分组成,结构框图如图1所示,两个部分之间通过TCP协议[4]进行数据传输与交互。视觉检测部分采用欧姆龙FH-L550视觉控制器[5]作为主控,光源控制器主要控制光源的光照强度,光源发出的光经待测物料反射后被智能相机捕捉,得到待测物料的清晰图像,然后相机将物料图像传送给视觉控制器进行识别、检测、判定处理。PLC控制部分采用西门子1200PLC作为主控芯片,位置传感器位于相机下方传送带处,当位置传感器检测到传送带上的物料经过时,PLC控制伺服电机[6]短暂的停转,使得物料刚好停在智能相机的正下方等待拍照,然后PLC發送拍照指令给视觉控制器并接收由视觉控制器识别与检测完成返还的判定结果数据。PLC再按照判定结果控制伺服电机带动传送带运转一定的距离,使物料能刚好运动到对应的分拣道口。最后PLC发送指令让气缸[7]动作,气动推杆将物料推下生产线传送带,完成一次分拣动作。经过实验验证,本系统可以有效实现不同形状、颜色外观属性的物料分拣。
2 视觉检测设计
2.1 流程编辑
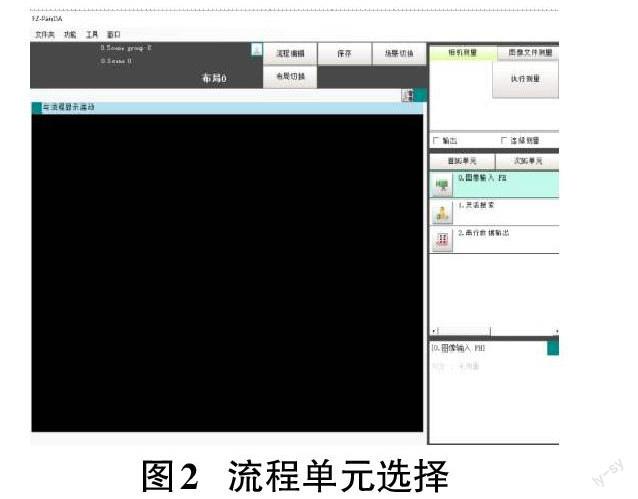
在欧姆龙FZ-FH视觉CCD软件[8]中,应对不同的检测功能要求,可以创建不同的场景布局,然后通过“流程编辑”按钮来选择添加对应的检测单元,完成检测任务。本项目是设计基于视觉的物料分拣系统,需要利用视觉系统来识别、判断出物料的颜色与形状,所以首先选择的流程单元为“图像输入FH”,该流程单元用来读取待检测图像到FZ-FH视觉软件内存中;其次选择“灵活搜索”检测单元,该流程单元的功能是将输入的待检测图像与提前录入系统中的已登录模型图像在形状与颜色等外观属性上进行相似度检测比对,计算出输入图像与已登录模型图像的相似度,从而对产品物料按相似度进行有效分类;最后选择“串行数据输出”单元,该流程单元的功能是将视觉控制器识别、检测、判定结果数据输出给PLC处理。欧姆龙FZ-FH视觉CCD软件中选择检测流程单元如图2所示。
2.2 灵活搜索单元设置
在视觉检测系统中,最主要的就是对“灵活搜索”单元进行设置,因为这直接关系到识别与检测结果的准确度,决定着项目的成败关键。对“灵活搜索”流程单元的设置主要包括:“模型登录”“区域设定”“测量参数”三个。其中“模型登录”的作用是提前将分类对象的属性特征录入系统中,登录匹配模型,以便于“灵活搜索”单元根据输入图像与登录模型的匹配相似度进行分类。本系统“灵活搜索”流程单元中“模型登录”设定如图3所示,模型0登录为蓝色方块;模型1登录为黄色半圆;模型2登录为红色半圆。“区域设定”是设置测量图像的范围,虽然系统可以对相机拍摄的整个图像进行识别检测,但是通过限制测量范围可以有效缩短图像处理时间,提高系统检测效率。“测量参数”的作用是设定测量结果的判定条件,本系统设置的判定结果为90%,也就是说当物料图像与某个已登录模型的匹配相似度达到90%以上时,才判定物料属于该模型类别。
3 视觉控制器与PLC通信
3.1 视觉端通信设置
视觉检测的结果数据要传送给PLC,首先要在FZ-FH视觉软件中配置“串行数据输出”流程单元。在该流程单元中选择想要输出的数据表达式,例如在本系统中,选择输出“灵活搜索”流程中的相似度、判定结果、模型编号这三个值对应的表达式,输出方式选择通过以太网输出。“串行数据输出”流程单元中的表达式设定如图4所示:
FZ-FH视觉软件的“系统设置”中进行通信配置。由于视觉控制器与PLC之间采用TCP协议进行通信,所以在视觉系统端要将“通信模块”中“串行(以太网)”设置为无协议TCP通信,并且视觉控制器配置的以太网地址要与PLC的IP地址在同一网段才能正常通信。FZ-FH视觉软件系统设置中的通信模块设置如图5所示:
3.2 PLC端通信设置
PLC控制器采用的是西门子1200PLC,在该PLC中使用TCP通信时需要调用开放式用户通信中的“TCON”“TSEND”“TRCV”三个块指令。其中“TCON”程序块用来与伙伴建立连接,调用时要在组态中配置连接ID和通信对象的IP地址,也就是视觉控制器的IP地址;“TSEND”程序块用来向伙伴发送数据,本系统中PLC将本地数据块存放的拍照请求指令对应的ASCII码通过“TSEND”程序块发送给视觉控制器,在其完成拍照判定后请求结果数据回传;“TRCV”程序块用来接收数据,本系统中PLC通过“TRCV”程序块接收视觉控制器返还的检测结果数据,并存入PLC本地数据块中。PLC端调用TCP通信的具体程序如图6所示:
4 PLC控制程序设计
本系统设计了一整套PLC控制程序来完成物料的传送与分拣,其程序流程图如图7所示,首次启动时系统先要进行初始化,完成后PLC控制伺服电机带动传送带运行,将物料运送到智能相机下方时,触动位置传感器使伺服电机停转,传送带也相应停止运行,随后PLC向视觉控制器发送拍照检测指令的ASCII码,并接收视觉控制器返还的检测结果数据,从中找出匹配相似度最高的模型编号。当模型编号匹配为0时,PLC控制伺服电机将传送带相对当前位置继续向前移动140mm,到达模型0对应的蓝色方块物料分拣道口;当模型编号匹配1时,PLC控制伺服电机将传送带相对当前位置继续向前移动215mm,到达模型1对应的黄色半圆物料分拣道口;当模型编号匹配2时,PLC控制伺服电机将传送带相对当前位置继续向前移动290mm,到达模型2对应的红色半圆物料分拣道口。最后通过PLC控制电磁阀通断,使得气缸动作将物料推下相应的分拣道口,这样就完成了一次物料的有效分拣。
5 总结
论文应用欧姆龙FH视觉控制器,设计了一种基于视觉的物料分拣系统。该系统主要由视觉检测和PLC控制两部分組成,其中视觉检测部分依靠视觉控制器实现物料图像信息采集、检测与匹配、模型编号输出;PLC控制部分依靠西门子1200PLC实现伺服电机、位置传感器、气缸电磁阀的控制;两部分之间依靠开放式TCP协议进行数据交互。最后通过实验模拟生产线上的物料传送过程,证明了该系统可以按照物料颜色与形状等外观属性不同进行分类,有效地完成物料产品的检测分拣。
该系统具有自动化程度高、识别准确度高、稳定性好、简单易操作等特点,特别适合中小型生产线使用。但系统每次只能识别检测一个物料,不能进行多物料同时检测,存在一定的不足,这将是以后研究改进的方向。
参考文献:
[1] 刘庆伟,蒋庆磊,郇新.基于机器视觉二维码识别的工件仓储系统分析[J].内燃机与配件,2019(13):207-208.
[2] 苏丽军.基于PLC控制的双向滑块式物流分拣系统研究[J].吉林工程技术师范学院学报,2020,36(2):92-96.
[3] 洪靖茹.基于工业机器人与机器视觉的芯片分拣系统设计[J].电脑知识与技术,2022,18(2):91-93.
[4] 程伟.西门子S7-1200控制器与欧姆龙FH-L550视觉系统的OUC通信[J].现代工业经济和信息化,2021,11(11):232-234,237.
[5] 吴仁君.基于PLC与机器视觉的自动物料分拣控制系统的设计[J].电子世界,2017(21):188,190.
[6] 唐咏.基于欧姆龙FZ-SC机器视觉的硬币检测与分拣系统的设计[J].电脑知识与技术,2020,16(4):168-170.
[7] 朱光力.多气缸顺序动作电气控制回路设计[J].机械与电子,2004,22(12):73-74.
[8] 卢银灿.基于PLC控制的样品CCD视觉识别分拣系统设计[J].电工技术,2018(4):10-11,14.
【通联编辑:梁书】
