
304不锈钢K-TIG焊接工艺
2022-05-30 04:05:36唐君才,陈和,魏占静
机械制造文摘·焊接分册 2022年3期
唐君才,陈和,魏占静
摘要: 通过采用不同板厚的304不锈钢进行平板焊接试验和对接性试验,旨在研究不锈钢K-TIG焊接工艺的特点。针对3 mm,5 mm,8 mm,10 mm厚304不锈钢平板进行焊接试验,得出了不同板厚的K-TIG临界焊接电流。进一步研究了不同焊接电流对8 mm不锈钢板对接焊缝熔深的影响,当焊接电流400 A时,焊接电流相对较小电弧穿透能力偏弱尚不足以贯穿母材;当焊接电流增加到495 A时,电弧作用力增加穿透母材形成穿透的焊缝。对不同参数下的焊接电弧形态进行了观察,结果表明,提高焊接电流电弧收缩程度增加;提升钨极高度电弧收缩程度减小。
关键词: K-TIG; 304不锈钢; 焊接电流; 电弧形态
中图分类号: TG 444
K-TIG welding process of 304 stainless steel
Tang Juncai1, Chen He1, Wei Zhanjing2
(1. Zhuhai Riland Welding Automation Co., Ltd., Zhuhai 519075, Guangdong, China;
2. Shenzhen Riland Industry Group Co., Ltd., Shenzhen 518000, Guangdong, China)
Abstract: 304 stainless steel with different plate thickness was used for plate welding test and butt joint test, in order to study process characteristics of K-TIG welding of stainless steel. K-TIG critical welding current of 304 stainless steel plates with thickness of 3 mm, 5 mm, 8 mm and 10 mm were obtained by welding tests. Effect of different welding current on penetration of butt weld of 8 mm stainless steel plate was further studied. When welding current was 400 A, it was relatively small and arc penetration ability was weak, which was not enough to penetrate base metal. When welding current increased to 495 A, arc force increased and penetrated base metal to form a penetrated weld. Morphology of welding arc under different parameters was observed. The results showed that arc shrinkage degree increased with the increase of welding current, while arc shrinkage decreased when tungsten pole was raised.
Key words: K-TIG; 304 stainless steel; welding current; Arc shape
0前言
304不锈钢具有优异的耐腐蚀性能,韧性及延展性,易于成形和加工等使其在工业生产中得到广泛的应用。国内外对304不锈钢焊接开展了大量的研究[1-3]。K-TIG是一种低成本高效率的非熔化极焊接方法,其基本原理是利用高电流密度的TIG电弧产生的电弧力增加焊接熔深,并达到熔透工件形成小孔效应使焊缝熔透并成形。其焊缝成形的原理和焊接质量非常接近等离子焊接的效果,但其设备及耗材的成本却远低于同等功能的等离子焊接系统,并且操作简单、焊接参数容错性好。K-TIG的电弧是在电磁自压缩效应及冷却作用下的热压缩效应所形成的一种压缩电弧[4]。K-TIG与传统TIG相比其电弧能量密度穿透力都远强于传统TIG,大电流下的K-TIG电弧能够实现一定厚度钢板单面焊双面成形,且无需开坡口[5-8]。此外,与激光焊及真空电子束焊焊接相比,K-TIG焊接工艺参数调节方便、焊接环境及工装要求较低,设备价格低等优点。因此,近年来国内各相关行业已经逐步开展了K-TIG接工艺的生产应用。
1试验设备及材料
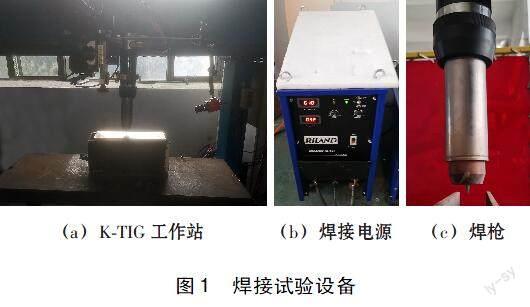
焊接设备为瑞凌自主生产的K-TIG焊接电源,焊枪为标准的1 000 A大型水冷焊枪,采用龙门式的专机作为焊枪的运动机构,采用Mecaweld超级宽动态电弧监控相机观察电弧形态,搭建的焊接工作站如图1a所示,K-TIG焊接电源及焊枪如图1b、图1c所示。试验板材为304不锈钢,保护气体为100%Ar,气体流量为15~20 L/min,钨极直径为5 mm,试验使用3 mm,5 mm,8 mm,10 mm的304不锈钢进行平板焊接试验和对接试验。
2试验结果与分析
2.1焊接电流对焊接的影响
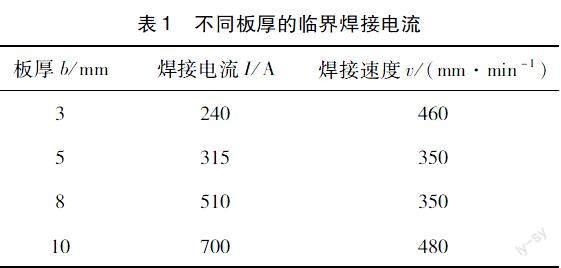
焊接电流是K-TIG工艺中最关键技术参数,焊接熔透和成形的好坏主要由焊接电流来决定。电流过大会焊穿,電流过小则不能熔透无法成形。电极与工件间的电弧引燃后,将焊接电流增加到传统TIG焊接电流的上限以上,当电弧的电流密度达到一定值产生足够的电弧压力穿透熔池时,将该电流定义为某一特定工件厚度的临界电流值。焊接电流达到临界值后再适当增大电流,就会在熔池背面形成一个稳定的电弧明显透过的小孔,当电极以焊接速度移动时该小孔仍可以长时间稳定保持,这时的电流就是合适的焊接电流。所以,焊接电流是否合适的标准就是能否形成小孔并在焊接速度下稳定持久的保持小孔的存在。与等离子电弧相比较K-TIG电弧下形成小孔并得以保持的电流范围更大一些;根据不同的板厚和焊接速度这一电流的范围在10~30 A左右。其焊接参数的容错性更好,操作更简单。试验采用4组不同板厚的304不锈钢试板进行K-TIG平板焊接试验,表1是在试验中得出的不同板厚的K-TIG临界焊接电流。
为了进一步研究不同电流对对接焊缝熔深的影响,采用表2的参数对8 mm的304不锈钢试板进行K-TIG焊接试验,焊缝横截面宏观形貌如图2所示。当焊接电流为400 A时,焊缝未熔透,此时焊缝熔深为6 mm;当焊接电流为495 A时,焊缝完全熔透,可清晰看到贯穿母材的锥形熔深。由此可以得出焊接电流在495 A时K-TIG实现了8 mm厚304不锈钢对接单面焊双面成形,焊缝形貌如图3所示。
图4为焊接电流495 A时,使用电弧监控相机拍摄的焊接过程中工件正面和背面照片。从正面图中可以看出,电弧集中,电弧深深的扎入到母材中。从工件背面可以清楚的看到电弧弧光,可见焊接电弧已经穿透母材,形成了小孔电弧从工件正面穿过去。当电流为400 A时,此时电流相对较小电弧穿透能力偏弱尚不足以形成贯穿母材的小孔;当电流增加到495 A时,在大电流情况下电弧作用力加大在熔池背面形成一个稳定的电弧明显透过的小孔。因此8 mm厚的304不锈钢在焊接电流达到了495 A时工件被焊透,形成了单面焊双面成形的焊缝。
K-TIG熔深产生的主要驱动力有电磁收缩力、等离子流力、金属蒸发的反冲作用力。随着电流的增大垂直于轴线的电磁收缩力增加,使得电弧截面收缩等离子流速更快,等离子流力也更大。随着K-TIG电流增加电弧温度和等离子流速迅速增加[9-10],母材在两者作用下迅速熔化并部分蒸发,而由金属蒸发所产生的反冲作用力作用于熔池增加熔深。因此,电流增大使得电磁收缩力、等离子流力和金属蒸发反冲作用力组成的电弧压力增加,所以熔深随着电流增大而迅速增加。
表3为5 mm,10 mm厚304不锈钢对接试验形成稳定的熔透焊缝的参数值,焊缝如图5、图6所示,从图中可以看出采用K-TIG焊接5 mm,10 mm一次性焊透且背面焊缝成形良好,实现了单面焊双面成形,获得稳定的焊缝形状。在合适的焊接电流下,穿孔后,熔池内部液态金属受到电弧压力、表面张力和内部静压力等作用下达到动态平衡,此时小孔就会处于稳定状态,保持形状基本不变。当电弧向前移动,小孔前端金属熔化,熔化的液态金属从小孔两侧向后方移动,并在小孔后方汇合。小孔也就随之向前移动,小孔后方熔池温度降低逐渐凝固成焊缝。
2.2不同工艺参数下的电弧形态
采用不同的焊接电流、钨极高度在不锈钢上进行焊接,观察在不同参数下K-TIG焊接过程中的电弧形态。图7为钨极尖角30°离工件高度1 mm时不同焊接电流下的电弧形态,从图中可以看出当焊接电流为300 A时,电弧形态呈钟罩形,电弧形状比较发散;当电流增加到500 A时,电弧形态呈尖锥形,电弧有着明显的收缩,且电弧深深的扎到母材中去,形成小孔。K-TIG电弧是采用高效冷却作用及大电流的一种焊接方法,其电弧主要受到热压缩效应以及大电流下的电磁压缩效应。随着电流增加电磁压缩作用增强,电弧收缩程度增加。
图8为钨极尖角30°焊接电流300 A时,不同钨极高度下的电弧形态。可以看到当焊接电流不变时,钨极高度从1 mm拉高到3 mm,电弧被拉伸,电弧也较高度为1 mm时发散。当钨极高度为1 mm时,电弧在热压缩及电磁压缩作用下电弧收缩明显,当钨极高度拉高到3 mm时,电弧也被拉长此时电弧压缩作用减弱,电弧收缩程度相比之前降低。
3结论
(1)随着K-TIG焊接电流的增加,焊缝熔深增加,当焊接电流增加到一定值能形成稳定的电弧明显透过的小孔。实现了5 mm,8 mm,10 mm厚304不锈钢对接焊单面焊雙面成形,获得稳定的焊缝形状。
(2)K-TIG焊接过程中随着焊接电流增加电弧收缩程度增加,钨极高度增加电弧收缩程度减小。
参考文献
[1]江海红, 秦国梁, 冯超, 等. 304不锈钢薄板列置双TIG高速焊缝组织与性能[J]. 焊接学报, 2019, 40(1): 15-18.
[2]Saha S, Mukherjee M, Pal T K. Microstructure texture and mechanical property analysis of gas metal arc welded AISI 304 austenitic stainless steel [J]. Journal of Materials Engineering and Performance, 2015, 24(3): 125-1139.
[3]任香会, 王磊磊, 董春林, 等. 304不锈钢冷金属过渡电弧增材制造组织及力学性能[J]. 焊接, 2019(9): 44-48.
[4]冯涛, 吕祚翔, 刘俊, 等. 15-5PH钢K-TIG焊熔池流动行为分析[J]. 焊接学报, 2021, 42(8): 91-96.
[5]柳阳, 王秋平. 保护气对304N不锈钢K-TIG焊接头组织性能的影响[J]. 焊接, 2017(9): 32-35.
[6]Cui S L, Liu Z M, Fang Y X, et al. Keyhole process in K-TIG welding on 4 mm thick 304 stainless steel [J]. Journal of Materials Processing Technology, 2017, 243: 217-228.
[7]Fei Z, Pan Z, Cuiuri D, et al. Improving the weld microstructure and material properties of K-TIG welded armour steel joint using filler material [J]. The International Journal of Advanced Manufacturing Technology, 2018, 11(9): 1-14.
[8]韩涛, 谷世伟, 徐良, 等. K-TIG焊接接头的应力与变形[J]. 焊接学报, 2019, 40(11): 125-132.
[9]Liu Z M, Fang Y X, Cui S L, et al. Stable keyhole welding process with K-TIG [J]. Journal of Material Processing technology, 2016, 238: 65-72.
[10]冯悦峤. 中厚钢板的深熔TIG焊工艺研究及温度场模拟[D]. 天津: 天津大学硕士学位论文, 2015.
收稿日期: 2022-04-29
唐君才简介: 工程师;主要从事焊接工艺、焊接专机、焊接电源等技术研究工作;研发了14项专利;878810157@qq.com。
猜你喜欢
金属加工(热加工)(2024年3期)2024-04-07 09:03:02
汽车实用技术(2022年13期)2022-07-19 12:41:04
中学生数理化·八年级物理人教版(2019年10期)2019-11-25 07:33:38
制造技术与机床(2019年9期)2019-09-10 07:36:54
电子制作(2019年10期)2019-06-17 11:45:00
小猕猴学习画刊(2017年3期)2017-07-19 08:04:58
中国科技博览(2016年15期)2016-08-23 23:44:04
焊接(2016年10期)2016-02-27 13:05:32
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年9期)2015-07-18 11:03:51
