
网络服务器盖注射模设计
2022-05-27 02:16:56潘中玉姜思佳
模具工业 2022年5期
0 引 言
JSB网络服务器盖为薄壁深腔塑件,其材料为PC,收缩率为0.52%~0.59%。成型薄壁深腔塑件注射模设计的难点:①成型塑件结构复杂时,局部薄壁区域因需要较大的充填压力而难以充填;②模具零件间的装配误差或错位易使局部区域薄壁更薄,导致熔体在这些薄细区域无法充填;③塑件结构复杂,将导致各区域包紧力分布不均,使成型塑件的脱模困难;④深腔排气困难,导致充填末端难以充填。
1 网络服务器盖工艺分析
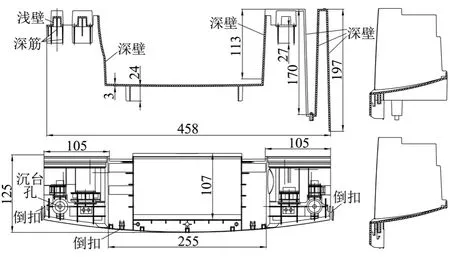
JSB网络服务器盖如图1所示,外形尺寸为458 mm×197 mm×125 mm,平均壁厚为2.4 mm,最大壁厚为3 mm。塑件分为3个区域,左右两侧接插功能区域和中间凹区域,左右两侧呈对称形状。左右两侧和中间区域的壁厚有0.5~0.8 mm的差异,塑件既有深壁、也有浅壁,且成型塑件型腔一侧和型芯一侧的深壁面交错,两边都不易脱模;局部区域的深壁间距较小,需要使用细长的成型零件。塑件两侧端及后侧面上有多个倒扣,需要使用侧抽芯机构成型;塑件上还有多处深筋位,深筋位需要设置在动模一侧成型。塑件外形尺寸较大,容易变形,特别是脱模时,两端与中间的结构特征由于包紧力分布不均匀,容易导致成型塑件局部损坏。
2 模具设计
2.1 整体平面结构布置
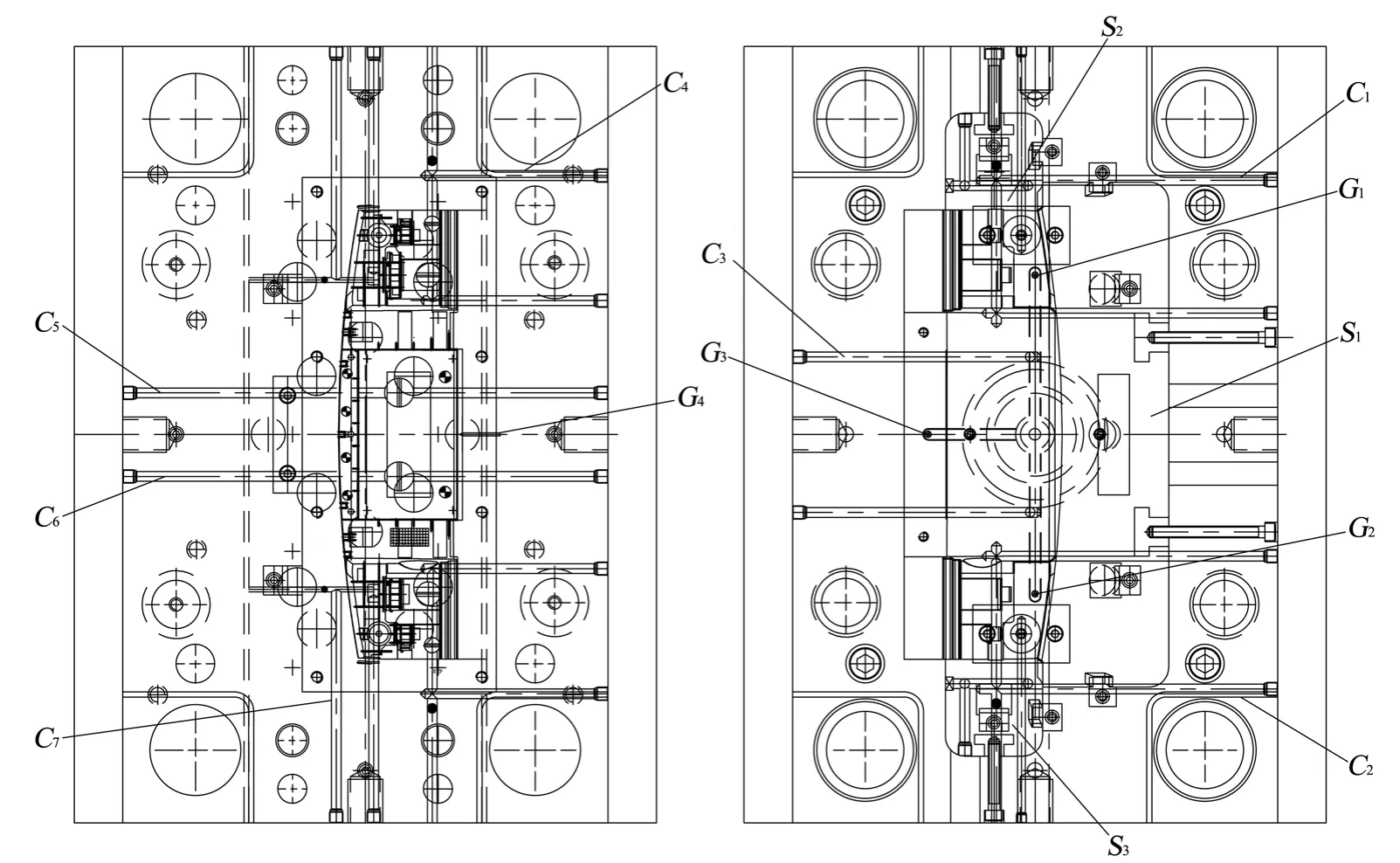
模具整体平面结构如图2所示,采用三板式点浇口进料,分3次开模。布局模具型腔时,考虑3个因素:①要保证模具开模后成型塑件留在动模侧;②塑件外观要保证无明显的分型痕迹;③方便脱模。模具型腔设置为正置形式,即将塑件上沉台孔、筋位等特征布置于动模侧成型,表面特征少的布置于定模侧成型。浇注系统采用3点平衡式点浇口进料,其中左右两端使用
、
点浇口进行浇注,中间区域使用复合式浇注系统进行浇注,复合式浇注系统由两部分构成,第一部分为
点浇口系统,第二部分为
潜伏式浇注系统。采用复合式浇注系统充填能保证中间部分外观不受浇注痕迹的影响,同时能按一定的顺序充填型腔,保证型腔充填效果。模具的冷却系统控制较重要,设计了7条冷却水路,其中
~
为定模一侧冷却水路,
~
为动模一侧冷却水路,冷却管道直径为
12 mm。模具布置了3个定模弹性滑块机构
~
用于成型塑件侧面的抽芯脱模。
2.2 系统部件结构
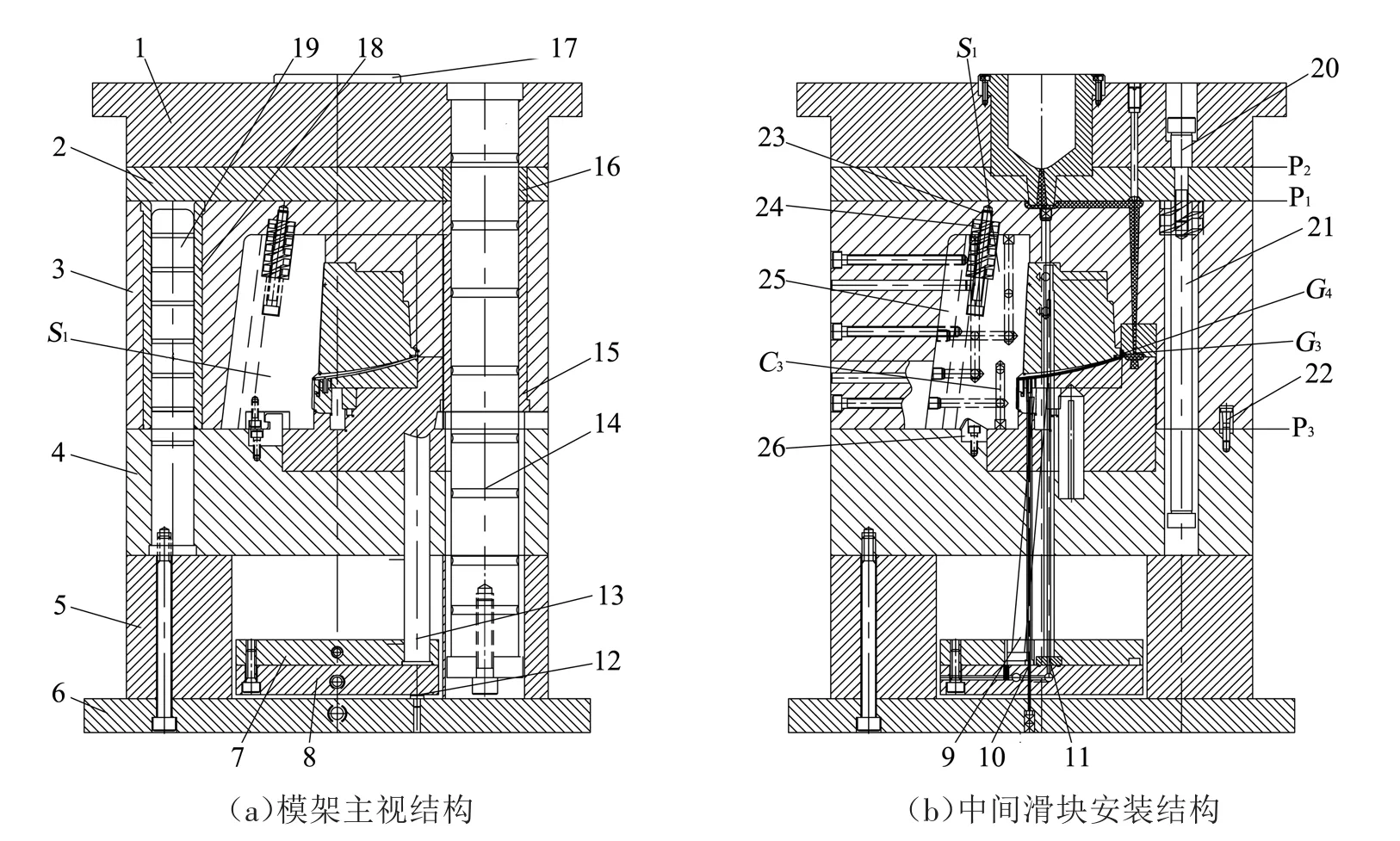
(1)模架选用。模架结构如图3(a)所示,除了设置4副模架导柱14为主导向组件外,还设置4副导柱19为辅助导向组件,保证定、动模闭合的稳定性和精确度。模架开闭的控制零件包括件20~22,此3个零件为三板模常用控制件。
通过后验差比值C和小误差概率P来评定预测模型的精度,即为后验差检验方法,其精度由均方差比值和小误差概率共同评定,在实际中应用较多。
取水许可 取水许可是指直接从地下或者江河、湖泊取水的用水单位,必须向审批取水申请的机关提出取水申请,经审查批准,获得取水许可证或取得其他形式的批准文件后方可取水。水行政机关根据法律、法规的规定,对管理相对人提出的直接从地下或者河、湖取水的申请,可作出准予或者不准予决定。
(5)推出机构。塑件最终的脱模由2种推出元件推出,分别为推杆35、推管36。
(3)P
面打开。随着动模继续后退,推料板2将流道凝料从拉料杆上推出,实现流道凝料的自动脱落。
(1)模具闭合注射,经充填、保压、冷却后,等待开模。
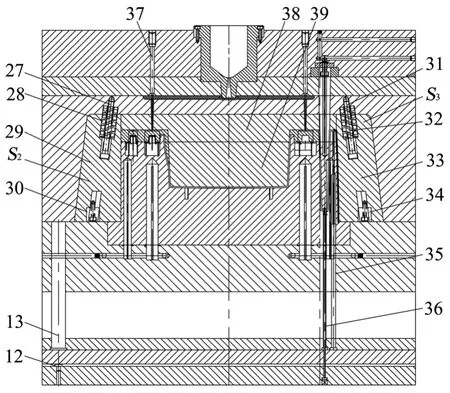
(3)定模弹性滑块机构
用于成型塑件左端部分侧壁的侧抽芯脱模。
机构组件包括图4所示的件27~30,机构工作原理与
相同。
3 模具工作原理
结合图3(b)所示,模具工作原理如下。
(2)定模弹性滑块机构
用于成型塑件中间部位倒扣侧抽芯脱模。
机构组件包括图3(b)所示的件23~26,安装于定模板3内。当模具在P
面打开时,依靠滑块锁紧块26的拉动及弹簧导杆23上弹簧的推动,将滑块25向下斜向推出,实现塑件从滑块25上的脱离。模具闭合时,依靠P
面的闭合动力将滑块25压回复位,对应的定模板3内设置有用于滑块25滑动的导向T形导轨,滑块25设置有冷却水路
用于其冷却。
(2)P
面打开。动模在注塑机模板带动下后退,首先在 P
面打开,打开时 3 个点浇口
、
、
处凝料崩断,点浇口流道凝料分别与塑件及潜伏式浇口凝料分离。
(4)定模弹性滑块机构
用于成型塑件右端部分侧壁的侧抽芯。
机构组件包括图4所示的件31~33,机构工作原理与
相同。
“酒局圈”不是只有“差不多”的官员才能进“圈”吗?也不尽然。不少这样的定期聚会,多有一个“企业家”参加,通常由他张罗、靠他买单。令计划的“西山会”,说是门槛很高,只有晋籍的高官才能进去,但并不例外的是有一个商人深入其中,由他供吃供喝供地盘,还由他塞“出场费”“车马费”。而吕锡文家的“红酒会”,冠盖云集之外,不也有几个老板往来“圈”中,当“钱包”作“皮夹子”吗?这样说来,“酒局圈”还有着官商勾连的特效呢!
天渐然黑下,阿里开始四处找母亲,却怎么都没找到。他不停地问:“姆妈呢?”阿里的父亲躺在床上,面无人色。阿里不明白他何故如此,上前摇着他说:“爸爸,姆妈呢?”阿里的父亲便淌眼泪,不作一声。
我国的设施农业技术相对于传统机械技术水平来看,技术上的创新相对困难。因为我国国土面积广泛,耕地形式复杂多变,这种情况为设施农业的技术创新方面带来了很大困难,落后的设施农业技术不能在农业生产中带来优势,因此也很难进行推广。
(4)P
面打开。动模继续后退,模具在P
面打开,3个定模弹性滑块机构
、
、
在弹簧和滑块锁紧块的共同作用下斜向下滑出,完成侧抽芯脱模。
(5)推出。模具在P
面打开后,注塑机顶杆推动推板上的推杆35、推管36将成型塑件推出,实现塑件的完全脱模。
(6)复位。模具复位按上述(5)→(1)方向进行,复位闭合按P
→P
→P
完成模具的闭合。
4 结束语
为了克服深腔塑件的成型难点,采取了多项措施:①使用多点浇口对型腔进行充填,降低型腔充填难度;②通过增加导向机构以保证模具闭合的稳定性,避免型腔中薄壁区域的产生;③使用分区脱模方法,3个定模弹性滑块机构降低塑件整体脱模难度;④成型零件采用镶件镶拼形式,保证型腔排气的畅通,克服深腔难以排气的问题,保证型腔充填的饱满性。
[1]郝彦琴.体温计外壳双色成型复合抽芯机构三板模具设计[J].中国塑料,2020,34(3):85-92.
[2]马振锋,刘胜永,韦 敏.喷油器顶盖半圆翻转抽芯机构模具设计[J].工程塑料应用,2019,47(12):97-100,120.
[3]何成战,梁 松.艺术提篮灯罩异向抽芯哈夫滑块机构注塑模具设计[J].工程塑料应用,2019,47(11):88-93.
[4]杨 亘,朱慕洁,畅国帏,等.后视镜一体式外壳注射模设计[J].模具工业,2020,46(10):41-44.
[5]石 波,郝加杰.汽车装饰条注射模内分型机构设计[J].模具工业,2021,47(7):52-55.
[6]龙小裕,李 贵,杨 朋,等.模具二维装配图件号自动标注算法研究与系统开发[J].锻压技术,2018,43(5):109-114.
[7]高龙士.直升机旋翼侧边二次顶出脱模注塑模设计[J].塑料工业,2017,45(3):97-100,104.
[8]薛春娥.MP3上盖注塑模具设计[J].科技创业家,2013(23):135.
[9]董金虎.注塑模分型及脱模机构的巧妙设计[J].内江科技,2011,32(8):96.
[10]高 瑾,丁明明.六通管脱螺纹抽芯复合机构及其注塑模设计[J].工程塑料应用,2017,45(5):79-84.
[11]马春文.建筑排水管接头内螺纹抽芯注塑模具设计[J].现代塑料加工应用,2021,33(1):48-51.
[12]胡恒瑜,高 瑾,庞建军.双层不同类型螺纹盖双内螺纹脱模机构及模具设计[J].工程塑料应用,2020,48(5):93-97.
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03 07:39:14
模具制造(2019年4期)2019-06-24 03:36:46
模具制造(2019年4期)2019-06-24 03:36:46
模具制造(2019年3期)2019-06-06 02:10:58
橡塑技术与装备(2018年14期)2018-07-20 03:21:58
橡塑技术与装备(2018年10期)2018-05-18 18:16:48
橡塑技术与装备(2018年10期)2018-05-18 18:16:48
中央民族大学学报(自然科学版)(2017年2期)2017-06-11 07:14:48
河南科技(2015年2期)2015-02-27 14:20:28
