
汽车车架用高强度钢板最小弯曲半径及冲压回弹规律研究
2022-05-23 07:41李炳新伍卫凯张道达陈汪林
材料研究与应用 2022年2期
李炳新,伍卫凯,张道达,陈汪林*
(1. 广东工业大学机电工程学院,广东广州510006;2. 江西省机械科学研究所,江西南昌330002)
随着汽车轻量化的发展,高强度钢板在汽车上的应用倍受青睐[1-3]。为此,欧美国家纷纷组织国内顶尖科研机构对高强度钢板在汽车上的应用进行研究。截止2009 年,已通过高强度钢板组合应用的轻量化技术,从而实现减重37%[4-6]。与此同时,针对高强度钢板在汽车轻量化应用方面,钢铁公司也独立开展了研究,如ABC(Arcelor Body Concept)和NSC(New Steel Concept)公司制定了通过高强度钢板的大量应用而实现了20%~40%的减重效果的目标[7]。此外,包括宝钢、鞍钢在内的16 家国内钢铁公司,针对钢制车身结构制定了车身减重35%的2020 年度目标,以便进一步提升和稳固钢铁材料在汽车制造业中的优势地位[8-9]。然而在发掘高强度钢板在车身上的应用潜力的同时,也发现高强度钢板在冲压成型过程中存在回弹的问题,其对成型件的尺寸精度有较大影响[10-15]。因此,对高强度钢板的回弹规律进行研究,对合理使用高强度钢板及控制企业成本和提高生产效率都有重要意义。
某公司在轻量化研究进程中,使用新型QP-700型号的高强度钢板冲压成型车架,在成型过程中发现钢板的回弹角度较大,使车架尺寸精度难以保证,且钢板的最小弯曲半径无经验数据指导[16]。因此,拟对上述型号的高强度钢板的回弹规律进行研究,以确定QP-700 钢板的最小弯曲半径,并研究板材厚度及抗拉强度对回弹的影响规律,以便为工业生产提供有效指导。
1 实验部分
以QP-700 高强度钢板为研究对象,分别取厚度为4,6,8 和10 mm 的试样进行研究。采用大量实验法,设计与大型车架成型模具结构相近的简易V 型弯曲模具以完成高强度钢板的冲裁实验,待冲裁结束后记录试样的失效情况,并统计失效试样百分比,同时利用游标万能角度尺对试样成型后角度进行测量,以便测定样品的回弹量。
模具的初始模角半径为10 mm,折弯角度为90 °,第一次冲裁结束后对模具修模,使模具圆角逐渐增大,依次进行后续冲裁试验。通过大量实验确定不同厚度的高强度钢板对应的最小弯曲半径,并通过数据处理分析得出最小相对弯曲半径的经验公式,探明高强度钢板回弹与板材厚度和抗拉强度的关系。为保证实验的准确性,每种实验条件下取5块样品进行实验,分别记录失效及回弹情况,以便统计试样失效的百分含量及回弹量,其中回弹量取5块试样回弹的平均值。
2 实验结果与分析
2.1 最小弯曲半径测定及分析
板材在弯曲过程中外表面的切向拉应力最大,产生的切向变形也最大。当变形超过极限变形程度时,板料将会沿着折弯线方向发生破裂。因此,最小弯曲半径是产品冲压成型过程中的一个比较重要的参数[17-18]。图1 为不同厚度t的失效试样(试样断裂或有裂纹的试样)的百分比与冲压模具圆角的关系曲线。从图1(a)可见,当弯曲半径为12 mm 时,厚度为4 mm 的QP700 钢板试样没有失效,说明该试样的最小弯曲半径为rmin为12 mm。从图1(b)至图1(d)可见,当厚度为8、10 和12 mm 时,高强度钢板的最小弯曲半径分别为14、18 和22 mm。

图1 不同厚度失效样品的百分含量与弯曲半径的关系曲线Fig.1 The relationship between the percentage content and the bending radius of the failure samples with different thickness
在origin 软件中采用最小二乘法绘制板材厚度t与最小弯曲半径rmin的关系曲线,如图2 所示。从图2 的拟合结果可见:该拟合直线的方程为rmin=1.7t+4.6;同时,发现rmin与t之间的关系图的回归率达到了0.97,误差极小为0.17。表明,该直线能够较好的描述QP700 高强度钢板的最小弯曲半径与厚度之间的关系,可以将该关系式作为除上述四种厚度以外的其他厚度的钢板最小弯曲半径的参考公式。
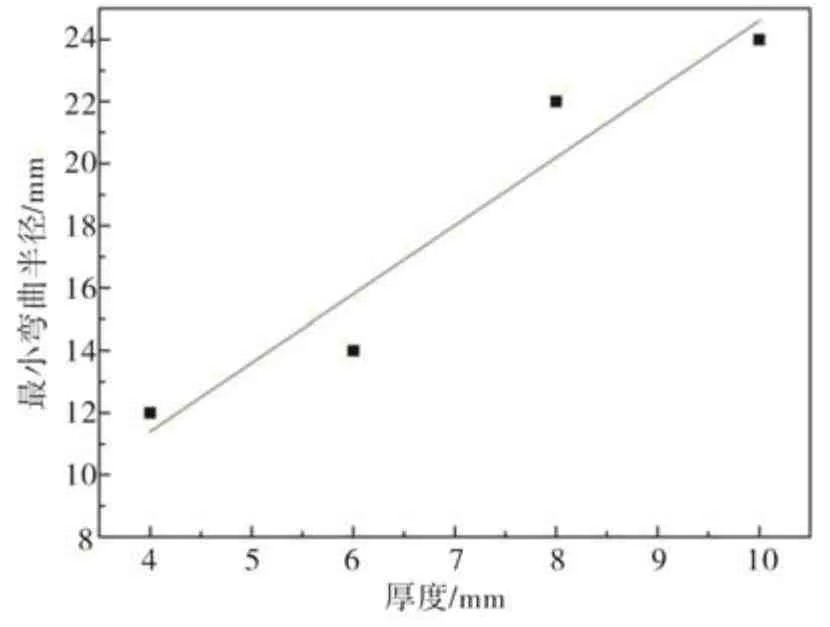
图2 钢板最小弯曲半径rmin与钢板厚度t的关系图Fig.2 The relationship between the minimum bending radiusrminand the thicknesstof steel plate
板材的极限变形程度经常用最小相对弯曲半径rmin/t来表示。因此,利用origin 软件将四种厚度的QP700 板材的相对弯曲半径r/t与板材失效百分含量之间的关系绘制成柱状图,如图3 所示。从图3 可以看出:随着相对弯曲半径r/t的比值逐渐增大,板材失效的百分含量总体呈递减趋势;当r/t≥2.2 时,QP700 板材的失效试样百分含量为零。由此可以推断,QP700 高强度钢板的最小相对弯曲半径rmin/t=2.5,该值亦可为其它厚度的高强度钢板最小弯曲半径的确定提供理论指导。

图3 试样失效百分含量与相对弯曲半径(r/t)的关系图Fig.3 The relationship between the fail⁃ure percentage of the sample and the relative bending radius(r/t)
2.2 冲压回弹规律研究
研究板料的冲压回弹,一般采用解析及有限元模拟方法,或者通过大量试验进行预测[4]。考虑到试验法能通过相同或近似的模具结构获得在近似的载荷及工况下的回弹数据,进而整理成公式或图表,供生产设计时参考。因此,本研究采用大量试验法,观察QP700 高强度钢板冲压回弹规律,并推导出该类型钢板的回弹量的计算公式。将厚度为4、6、8 和10 mm 的板材,在弯曲半径为10~24 mm 时的回弹情况记录下来,利用origin 软件做出不同厚度的钢板回弹角度与弯曲半径的关系图,如图4 所示。从图4 可以看出,回弹量随着板厚的增加逐渐减小,而随着弯曲半径的增加逐渐增大。
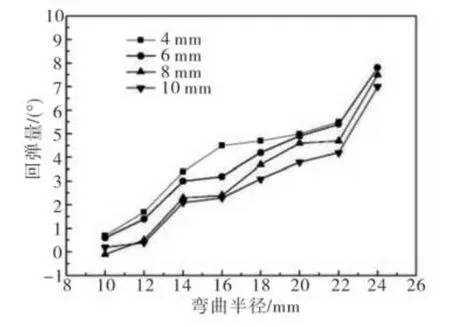
图4 不同厚度下的钢板回弹角度与弯曲半径的关系图Fig.4 The relationship between springback angle and bending radius of steel plate with different thickness
由上述分析可知,回弹与板厚和弯曲半径之间有密切的联系。为了得出它们的确切关系,利用origin 软件采用最小二乘法画出回弹量与r/t之间的关系图(图5),通过计算得出其直线方程为y=0.85r/t+0.81。从图5 可见,各点均匀的散落在直线两旁,且回归误差较小为0.19。结果表明,该直线方程能够很好的描述QP700 高强度钢板的回弹量,可依据此公式为后续高强钢板冲压回弹的预防和设计提供理论指导。

图5 回弹量与相对弯曲半径之间的关系图Fig.5 The relationship between the amount of springback and the relative bending radius
3 结论
通过大量试验及试验数据分析整理,可得出以下结论,进而为QP700 高强度钢板的冲压回弹提高理论指导。
(1)QP700 高强度钢板的最小弯曲半径可用公式rmin=1.7t+4.6 表示,其相对最小弯曲半径rmin/t=2.2。
(2)QP700 高强度钢板的回弹量随钢板厚度的增加而减小,随弯曲半径的增大而增大。
(3)QP700 高强度钢板的回弹量可用公式y=0.85r/t+0.81 表示。
猜你喜欢
体育科技文献通报(2022年4期)2022-10-21
汽车实用技术(2022年11期)2022-06-20
金属世界(2022年3期)2022-05-30
机电信息(2022年9期)2022-05-07
房地产导刊(2022年4期)2022-04-19
现代计算机(2020年32期)2021-01-18
山东工业技术(2019年18期)2019-07-19
冰雪运动(2018年5期)2018-05-20
大众健康(2016年3期)2016-05-31
中国科技纵横(2015年4期)2015-04-14
