基于神经网络的不锈钢圆孔翻边件成型缺陷预测
2022-05-17 07:56赵博宁
科技创新与应用 2022年13期
赵博宁
(柳州铁道职业技术学院 装备制造学院,广西 柳州 545616)
翻边类型的零件作为一种常见且应用非常广泛的冲压件。位于凸缘区域发生起皱以及孔口部位可能出现裂开的问题是其加工成形过程中发生频率较高的。现阶段,能够预防起皱的方法通常为设置压边圈,其可以使压边力更加趋近于稳定,因此不参与成形的区域能够最大限度地避免起皱现象的发生。假如压边力数值比较小,零件的凸缘区域起皱现象就会比较显著,如果压边力数值比较大,零件的凸缘区域则可能发生拉裂的问题,然而对圆孔翻边件孔口区域加工成形的极限情况会产生什么样的效果,现阶段此方面成果不多。人工神经网络(英文全称为Artificial Neural Networks,ANN),指的是由海量的数据处理单元(也就是神经元:英文全称为Neurons)相互联接从而形成的一个网格系统,伴随着学术界对于神经网格系统可以实现的预测及控制功能的研究进一步深化,相关技术正普遍投入于机械产品的加工成形领域。此类技术和人工智能技术相结合,对于金属材料冲压加工方面的前景非常广阔,对于圆孔翻边件压边力方面的预测工作具有更为现实的研究意义,使用相关技术指导生产过程将会带来显著的收益[1]。
1 神经网络技术概述
1.1 神经网络的概念
人工类型的神经网络,某些情况也可以简称是神经网络,另外还可以称为连接模型,该技术属于一类对于动物的神经网络的行为进行模仿,随后借助分布模式来实现信息数据的并行化处理的数学模型的算法。此种网络借助复杂的系统,通过对于系统内部的所有节点间连接关系的适当调节操作,实现高效的信息处理的目标。
1.1.1 生物神经网络的概念
生物神经网络的概念指的是参考人类大脑内部的神经网络系统,属于是人工类型的神经网络基础原型结构。人类的大脑是人类进行思维活动的现实基础结构,通常来讲,人类的思维活动的功能区域处在大脑的皮层部位,大脑皮层中含有大量的神经元细胞,所有的神经元细胞又是借助神经突触结构和其他的神经元细胞相互连接,从而构成一个非常复杂的并且反应灵敏的动态化网络系统。作为一门高新技术领域的学科,生物神经网络技术的研究内容主要是人类大脑内部的神经网络系统的框架结构、主要功能和该系统的主要工作机理,主要的目标是为了探索人类大脑的思维活动以及智能行为的主要运行规律。
1.1.2 人工神经网络系统的概念
人工神经网络系统属于是生物神经网络系统在相对精简之后的一种技术性的再现,属于一门新兴的高新技术学科,其重要的目标是依据生物神经网络系统的有关原理与应用经验来构建一个切实可行的人工神经网络系统的数学模型,并且辅助以对应的学习计算方法,此算法能够有效地模拟人类大脑的一系列智能化的运行过程,之后通过相关技术在实体上进行表现,最终能够完成对于实际问题的科学应对。也就是说,生物神经网络系统相关技术主要研究方向和目标是智能化的运行机理。
1.2 神经网络的分类
人工神经网络系统根据其数学模型的主体结构能够分成2个主要类别:前馈型网络系统(也可以称为多层类型的感知机网络系统)、反馈型网络系统(也可以称为Hopfield类型的网络系统。前馈型网络在数学模式上来讲可以视为一种大范围的非线性类型的映射系统结构,反馈型网络则是一种大范围的非线性类型动力学框架系统。根据系统不同的学习模式,人工神经网络系统又能够分成如下3类,监督学习类型系统、非监督学习型系统以及半监督学习类型系统;人工神经网络系统如果根据工作模式则能够分成如下2类,确定性类型系统以及随机性类型系统;人工神经网络系统如果根据时间特性还能够分成如下2类,即为连续型系统以及离散型系统。
1.3 神经网络的特点
通常来讲,不管是哪种类型的人工神经网络系统,都会具有一定的共同特征,也就是体现在大范围大规模的并行数据信息处理,分布类型的信息存储,弹性的拓扑优化操作,高强度冗余以及非线性类型的数学计算。为此人工神经网络系统具备很快的计算速度,很强的联想功能,较强的适应能力,较强的容错性以及自我组织的功能。上述特征和功能形成了人工神经网络系统对于人类智能思维活动进行模拟的技术前提,并且该技术已经在很多行业取得了比较成功的实际应用。
2 圆孔翻边件简介
翻边件作为一种常见的应用非常广泛冲压件。凸缘区域发生起皱以及孔口部位可能出现裂开的问题是其加工成形过程中,发生频率较高的。本文通过运用数值模拟技术、人工智能BP神经网络系统配合相关的试验工作,对于圆孔翻边类零件的加工成形过程中的压边力情况实施预测和分析。本文研究的圆孔翻边件的具体参数如图1所示。

图1 圆孔翻边件的具体尺寸
3 国内外研究现状分析
现阶段国内、外对于圆孔翻边类零件翻边加工成形过程的研究通常以如下3个方面为主:首先是金属板料翻边以后发生回弹量;其次是针对翻边类零件的修边,毛坯材料的形状以及尺寸对于加工结果的研究;最后是对翻边加工成形中可能出现的裂纹或者起皱问题的研究。这3个研究方向对此类加工成形过程有重要的现实价值,能够显著提升产品的质量,并且对于生产成本的有效控制也会发挥重要的作用[2]。
4 预测圆孔翻边类型零件成形品质的神经网络系统设计过程简述
4.1 神经网络的输入层以及输出层内部的节点数量设置
一般来讲,BP神经网络系统的主体架构结构是采用有指导方向的训练体系,因此在应用BP神经网络相关技术解决问题之前,研究人员需要设置相应的样本来进行一定程度的训练。通常来说,零件在冲压加工成形的过程中常见的变量主要有成形模具的几何参数、加工工艺参量。在圆孔翻边件翻边成形加工的过程中对于成形质量影响比较显著的要素有压边力、模具的间隙、材料摩擦因数和冲压操作的速度。因此主要以上述的四个主要参数(在本文的研究过程中设为A组、B组、C组以及D组)当成初始阶段的输入变量,然后用零件冲压过程的最小的厚度作为神经网络的输出量,对于神经网络模型进行设置。
使用模拟类型的试验过程测试相应的数据,应用18组数据当成神经网络系统训练过程的样本数据,在相关的训练样本以外进行随机抽选,选出8组数据作为神经网络系统测试用样本,通常状况下,神经网络系统的数学模型当成转换模式的函数,其值域范围是[0,1]的闭区间。因为输出的量分别属于不同的量级,而且一般情况下各个量级间的差别非常明显,因此在实施BP神经网络训练过程之前,需要针对系统的输入变量、输出变量的参量取值进行归一操作。
4.2 BP网络建模研究
本文拟采用3层BP神经网络,如图2所示,确定输入与输出层神经元的数量。BP神经网络系统中的神经元都需要应用sigmoid类型的函数来进行模拟计算,用来明确相关神经网络系统中的训练参数取值的数学期望误差,其可能取得的最小值以及其训练操作的最大的循环次数数值;参数估计的平滑因子,训练过程中的动量因数。
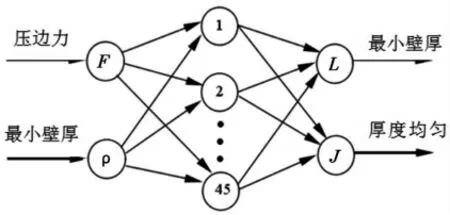
图2 BP神经网络模型
4.3 隐含层的节点数量确定简述
通常来讲,3层的BP神经网络系统可以执行N维空间中的的参数映像操作。在使用神经网络系统相关技术的情况下,最为重要的环节是寻找最恰当的BP神经网络系统的模型类别。不仅仅要确定初始输入状态神经元的有关系统参数,而且还要确定BP神经网络系统隐含层内部的神经元的相关参数信息。由于系统隐含层内部的神经元参数以及BP神经网络系统关联程度之间的高度相关,因此对于BP神经网络系统的实现与否造成比较直接的影响。神经网络系统隐含层的作用主要是由神经网络系统的输入层选取出各项特征量,保证BP神经网络拥有可以识别非线性网络模式的能力[3]。
BP神经网络系统的建立,成功的关键环节主要在于BP神经网络系统的层数和相关层的节点数值,本文使用传统的经验公式评估得到隐含层内部的神经元单元的数量必须保持为8~10之间,因此选择8个及10个神经元单元的值。使用动态模式来确定与调节神经网络系统中隐含层的节点数,进行后续的神经元网络系统的训练操作。
4.4 基于BP神经网络的模型样本训练
在前述的网络系统设计过程中可知,因为在规划设计人工神经网络里的权值以及阈值通常是在随机状态下生成,本文研究过程中设计出圆孔翻边件翻边成形过程数值模拟使用的BP神经网络系统模型使用了3层的BP网络系统的主体结构,其中输入层的参数设置为最小的压边力、最大的压边力以及相应的时间系数,输出层的参数设置为回弹量数值。此过程中的训练样本如图3所示。

图3 基于BP神经网络的圆孔翻边件翻边成形预测建模流程图
5 圆孔翻边件成形质量的实验验证
5.1 加工工艺的优化简述
应用正交模拟模式的试验进行验证工作,选择了各类冲压加工过程的相关参数对于实验零件边缘区域的最小厚度的影响参数,通过实验过程,从各种相关指标的不同均值量区间中确定相对符合的选项,这是因为各种不同类型的优化工作的相应指标可以对实验过程的各类优化参数的选取带来某种程度的影响[4]。
通过各类冲压加工过程的工艺参数的关系,对圆孔翻边类型零件的翻边加工成形的品质进行相应的研究以及分析,压边力参数的值相对比较小通常是圆孔类型的翻边零件凸缘区域出现起皱情况的主要原因,加大压边力参数能够显著降低凸缘部分出现起皱问题的几率。适当更改压边力参数以及系统的摩擦系数,选取压边力参数以2 kN作为增、减的参量,选取摩擦系数以0.02作为增、减的参量,其余的参数取值保持不变,经过神经网络系统进行训练操作。
经过BP神经网络系统预测之后,圆孔翻边件翻边成形结果比较好的参量组合,借助数值模拟计算优化该组的各项参量数值。结果显示,零件成形的极限图的凸缘区域的结果良好、无起皱的问题发生。零件底部无破裂问题出现。
5.2 圆孔翻边件的拉伸实验
存在阶梯的筒形零件的拉伸过程属于比较常规的零件拉伸过程,本文的实验是通过常规的冲压机设备来进行实验操作的。实验中应用的材料是一种金属铝板材料,其厚度为2 mm,其他的材料参数:屈服极限s=195 Mpa,拉伸系数n=0.16,边缘倒角半径r=1 mm。使用的模具原材料为Cr12。在压边圈的区域中使用的金属原材料为Q45钢。
5.3 实验方案以及结果分析
实验A拉伸结果表明圆孔类型的翻边零件的边缘区域出现起皱的程度与数值模拟的结果相互吻合。翻边零件的凸缘区域的材料在厚度方向上受到相对比较大的拉应力的作用,出现了应力集中的情况,这样的情况应该是因为毛坯零件的外形尺寸比较大的原因,压边力相对较小,导致零件的凸缘区域受到切向方向的额外应力,进而发生了显著的褶皱问题。此时毛坯件B的起皱程度要轻微许多。随后经过再Dynaform程序中实施的模拟计算之后,计算结果获得的尺寸参数,其冲压操作以后的效果强于依靠经验公式获得的零件参数。该圆孔翻边零件的上部的阶梯区域未发生破裂的情况,冲压成形操作的效果良好。因此优化目标比较良好。
6 结论
本文通过应用有限元思想的数值模拟相关技术和BP人工神经网络系统算法等人工智能技术有机结合,建立了圆孔翻边零件翻边成形的有限元分析参数化模型,并且建立进行优化各项参数和目标函数间的BP神经网络系统模型,实施加工工艺的设计。确定拉裂、起皱等缺陷的主要原因以及其对应的制约因素。取得了BP神经网络训练过程以及检测过程的样本。通过和遗传算法相互结合,实现了各项工艺参数优化设计的目标,获得了如下的结论。
(1)通过神经网络技术,得到了圆孔翻边零件压边力、冲压速度等参数与最大减薄量之间的关系,借助实验的验证过程,证明了此模型的适用性。其可以确定圆孔类型的翻边零件的成形品质,并且和常规的模拟计算所消耗的时间。预测圆孔翻边零件翻边成形的质量,得到了一组结论相对理想的数据。通过相应的数值模拟计算过程进行了相关的验证,该组参数进行数值模拟的计算结果相对理想,符合成形过程的实际需要。
(2)选取适合的工艺过程参量,对于冲压成形件加工过程起皱以及破裂等缺陷得到了有效的控制。把数值模拟仿真技术和人工智能技术相结合,可以为圆孔翻边零件成形工艺参数的进一步优化工作提供一项合理的方案。实验结果表明圆孔翻边零件成形质量优秀,进一步验证了相应参数优化数据的合理性。
猜你喜欢
北京大学学报(自然科学版)(2022年2期)2022-04-08
装备环境工程(2022年2期)2022-03-15
祝您健康(2020年3期)2020-05-18
科学与财富(2016年34期)2017-03-23
环球时报(2017-02-09)2017-02-09
文苑·感悟(2015年3期)2015-03-12
计算技术与自动化(2014年1期)2014-12-12
恋爱婚姻家庭·养生版(2013年11期)2013-05-14
心脑血管病防治(2011年3期)2011-09-15
娃娃画报(2009年2期)2009-02-12