
横杆式搬运系统的冲压高速线SPM影响因素分析
2022-05-17 08:22余俊杰邹平祖纪伟何斌廖世林岚图汽车科技有限公司
锻造与冲压 2022年10期
冲压线SPM(Stroke per Minute)反映的是冲压线每分钟压机冲压次数,是影响冲压线SPH 和车间OEE 的直接因素,也是衡量冲压整线生产能力的重要指标之一。本文从压机、搬运系统、工装模具及零件等几个维度分析探讨了横杆式搬运系统的冲压高速线SPM 影响因素并给出部分优化建议,对冲压线SPM 提升具有重要指导意义。
近年来,随着自动化技术的飞速发展,各行各业对于自动化技术的应用越来越普遍。汽车工业作为经济发展中重要的支柱行业之一,自动化技术也越来越多的应用到汽车制造中。冲压作为汽车主机厂四大工艺中的第一道工序,也越来越广泛的应用自动化生产线进行生产。冲压自动化生产线与后工程流水线作业的焊装、涂装及总装不同,它不仅投资规模大、工艺水平高,而且通常是多车型多组模具循环交替的共线生产,加之激烈的市场竞争和车型多样化、个性化、高颜值等方面日益显著的需求,提升冲压线的输出能力就显得尤为重要。
冲压线生产节拍SPM 即每分钟输出的零件冲次数,体现了冲压生产线单位时间的输出能力,从侧面反映了压机、模具及机械手轨迹三者之间匹配合理性,是衡量整线硬件水平先进性的重要指标。
横杆式搬运系统的冲压高速线
横杆式搬运系统的冲压高速线(图1)由上料系统、拆垛单元、板料输送系统、清洗机、涂油机、对中系统、压力机、横杆机械手(图2)、线尾皮带机以及废料输送线组成。其运行循环方式为:磁力或气刀分张拆垛,机械手抓取板料放置在传送皮带上,板料被输送进入清洗机清洗并涂油,然后进入扫描对中台进行对中处理,上料机械手RB1 抓取对中台上的板料送入首台压机P1 的下模中,随后RB1 移出P1 的过程中滑块下行并开始冲压;滑块上行过程中,RB2 进入P1 抓取工序件并送入压机P2 的下模中,其他工序机械手与压机按此过程依次进行循环往复运动;最后末端机械手在末端压机里取件放置到线尾皮带机上,零件被输送至装箱处。


SPM 影响因素分析
模具回厂后的调试是一个零件品质提升和SPM提升的复杂而漫长的过程(图3 为某车型内制件共15 组模具SPM 提升过程),快速达成SPM 目标值在提高生产效率和降低能耗等方面具有重要意义。对于横杆式搬运系统的冲压高速线而言,一般情况下SPM在每分钟8 ~15 次之间,有的主机厂某些覆盖件的生产频次甚至达到了每分钟18 次。实践证明,横杆式冲压高速线SPM 的高低与压机规格、模具结构、端拾器、零件运动轨迹及零件结构特点等因素有关,下面对以上影响因素做一些分析和说明。

压机
模具结构是影响SPM 的重要因素之一。在压机滑块行程确定的情况下,一般而言,冲压时上模上下循环往复运动过程中,机械手出入的安全空间越大,SPM 提升空间越大。因此模具闭合高度在允许的范围内越小越有利于SPM 的提升。根据安全空间越大越利于SPM 提升的原则,模具的内部结构也应该得到关注。⑴相邻工序的模具基准面离工作台高度差在满足轨迹曲线要求的前提下,高度差越小,机械手运动越平缓,在压机间距一定的情况下机械手速度越快,这样就可以获得较大的SPM。⑵下模导柱及存放氮气缸或聚氨酯的高度高出凸模顶点越多,机械手取放料时Z 向高低差越大,越不利于SPM 的提升。⑶模具上的斜楔驱动凸出量越大,与机械手干涉风险越大,越不利于SPM 的提升。因为机械手在进出时为了避免与该凸出的斜楔驱动干涉并且还要确保一定的安全距离,机械手轨迹曲线只能选择相对低速的曲线类型,比如某车型的侧围尾部整形驱动块凸出较多,成为限制SPM 的因素之一。⑷定位板、重力销高度在确保功能的前提下越短越好。⑸模具上的零件检知器稳定性也对SPM 的提升有一定的影响,SPM 越大,零件越容易抖动,经常会出现无法检测到零件而出现报警停线的现象,因此在SPM 较大时可以调大检知器的感应区间或者选用线路接触良好及性能稳定的检知器。
横杆搬运系统机械手运动轨迹如图4 所示,大致分为7 个阶段:①横杆在原点开始向上游侧运动,运动过程中提升一定的高度;②进入模具型腔并下行到取料位,吸盘吸取零件;③机械手提升零件并移出模具型腔;④送件;⑤机械手进入下游侧模具型腔并下行到放料位放件;⑥机械手提升返回;⑦机械手回到原点。
零件运动轨迹
数字出版的优势决定了它在出版领域将会占有重要的地位,在未来的发展不可估量。但今后,无论数字出版物如何发展,也不会完全取代传统出版物,就像现在的大机器时代,纯手工制品依然被人们所喜爱。纸质图书就像纯手工制品,拿着有分量,摸着有质感。传统出版物不仅能使我们感受到阅读带来的愉悦感,更能在触摸中体会到阅读带来的成就感,这些都是数字出版物所不能给予的。数字出版物同样也满足不了那些图书收藏爱好者的需求。
模具首次上线联动调试时,机械手上下料过程中与下模的安全距离比较好把握,与上模安全距离的确认需要通过同步微速和滑块点动的方式来进行,而取料侧机械手进入模具型腔时与上模的干涉及放料侧机械手返回时与上模的干涉是两个最大干涉风险点,因此上下料机械手进出模腔时的压机角度合理性就显得尤为重要。
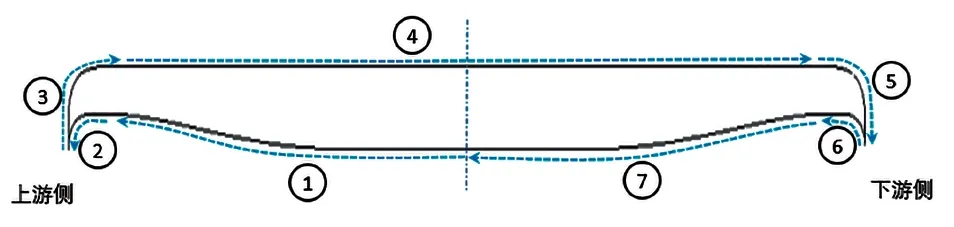
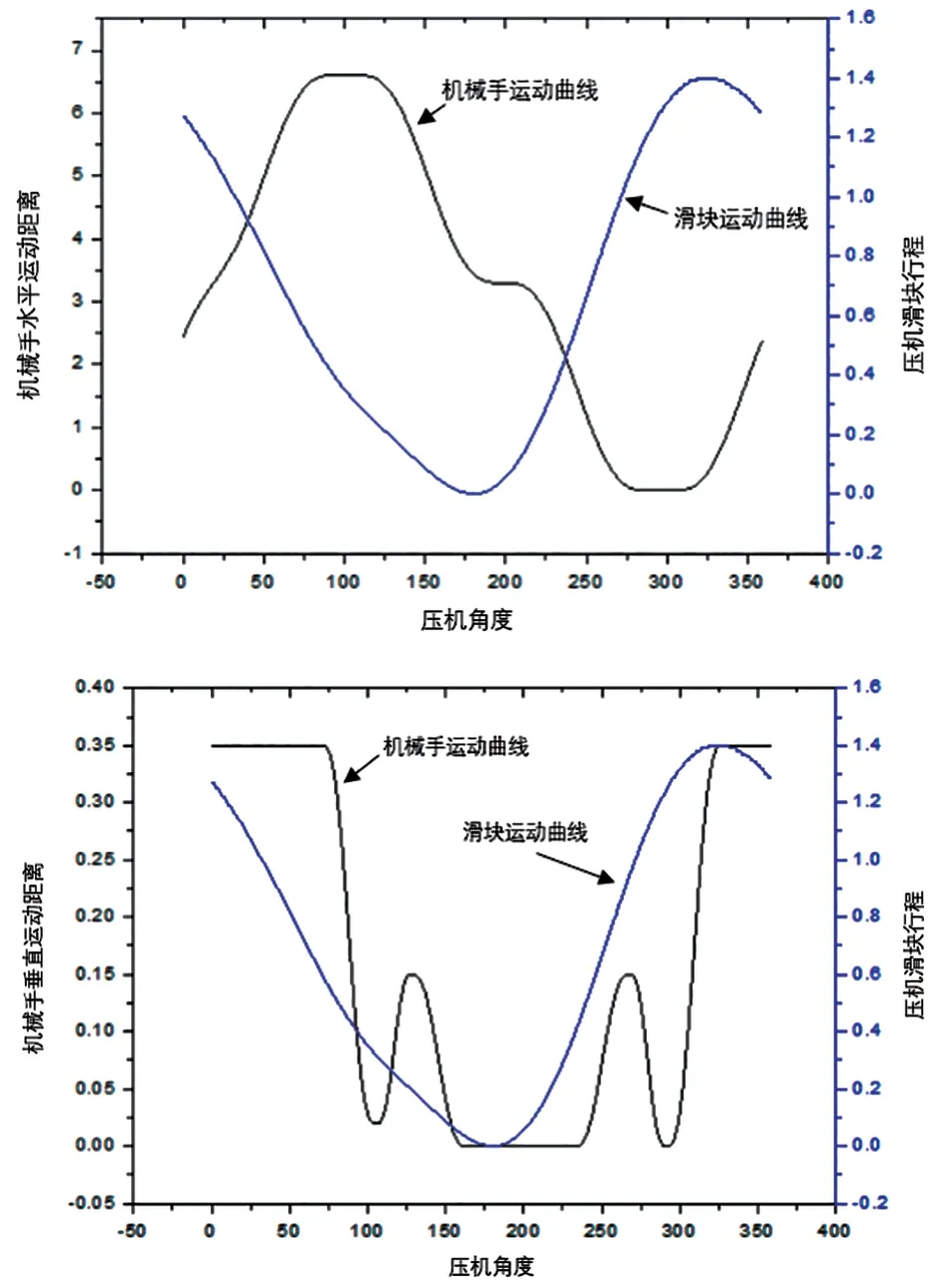
图5 是机械手运动距离、滑块行程(单位:米)与压机角度(单位:度)之间的关系。由图可知,机械手在水平方向和垂直方向(Z 向)的速度和加速度随压机角度变化而变化,与滑块之间的联动是个非常复杂的过程。
2018年后,全球油气当量产量将逐年增长,2024-2026年增至90亿吨,2035年达到95亿吨。非常规油气和海域油气作为未来油气的主要发展方向,海域和非常规油气田产量增长明显,将在全球油气产量构成中起到越来越重要的作用。2035年,海域油气当量产量增加到28.7亿吨,非常规油气当量产量为23.6亿吨。非常规油气占比上升至25%;陆上常规油气田产量占比降至30%。
对于侧围这种大件,模具结构复杂,即使选择了较好的零件搬运轨迹曲线,但安全距离仍然较小,图6 为某车型侧围OP30 上模斜楔与横杆最近距离H 只有22.5mm,通过调整机械手与压机滑块的速度比来增大机械手取件进入时的速度,机械手进入时压机角度较之前有所滞后,使该安全距离H 增大,直到达到要求为止。
传统课堂教学过程中,教学交互的形式除了教师提问、学生回答这种言语交互之外,体态语言的交互和师生情感的交流也是课堂交互中非常重要的一部分。这种语言及表情交互,同样能够传送丰富的教学信息,起到加强师生情感交流的作用。在方便学生获取学习资源的同时实现教师与学生的交互,成为当今学习环境的一个新需求,如何丰富移动学习的实时交互,已经成为亟待解决的问题。通过直播这一媒体手段,教师的肢体语言也能够即时传送给学生,进而起到和课堂教学同样的效果,实现和学生进行交互的需求[1]。将视频直播作为一种实时交互方式,可能成为未来师生实时互动的新模式。
零件轨迹调试中有多种轨迹曲线类型供选择,不同的曲线类型对应不同的最大SPM 值。对于同一组模具,不同的机械手根据相邻模具取放料位高低差可以选择不同的曲线,现场实践证明,选择Z 向高低差尽量小的轨迹曲线,可以减少机械手运动过程中多余的动作,整线速度提升空间大。

模具结构
匹配横杆搬运系统的冲压高速线压机根据滑块驱动方式不同分两种:一种是多连杆或偏心齿轮驱动的机械压机,一种是电机驱动的伺服压机。在模具基准面确定且上下料机械手通过性良好的情况下,压机滑块行程越小越好,这样既能减少上模多余的动作行程而提高效率,还能降低能耗。伺服压机滑块由伺服电机驱动,从上死点到下死点滑块可匀速下行并且速率可调,柔性好,例如调整滑块速度来缩短模具工作时间并延长滑块空行程,可以非常好的改善上下料机械手的操作空间和安全性。总体来讲,上下料机械手在伺服压机中可操作空间相对大些,整线可达最大SPM比机械压机的要大。
横杆&端拾器
横杆及端拾器主要从以下几个方面影响SPM。⑴横杆真空发生器生成的真空度,真空压力较低的时候容易出现吸盘因吸力不够而发生掉件现象或局部吸盘漏气而发生停线。⑵不同规格的吸盘,其吸力大小不同,考虑到零件搬运过程中的振动、颤抖等因素,在不影响面品的前提下吸盘的吸力越大越不容易掉件;对于拉延序,液压垫使用闭锁功能时拉延件紧贴在凸模上而难以被抓走,如果增大吸盘吸力,容易使拉延件变形,此时可以通过压边圈抬高取料位并停留的方式来降低零件凸模侧负压,或者在非产品区域增加弹顶销,这样零件容易被抓取;模具设计阶段增大凸模和压边圈间隙也可以降低拉延件被抓取时凸模侧的负压,对零件的抓取有利,从而有利于SPM 的提升。⑶吸盘的位置布置也会制约SPM 的提升。吸盘尽量均匀布置在零件的平面上,这样能避免某些吸盘点因零件颤抖导致局部受力过大而发生吸盘与零件脱落的现象;并且每个机械手的所有吸盘吸取零件时尽量同时接触零件表面,这样可以防止有的吸盘吸得牢固有的吸得不牢固的受力不均匀的情况,一方面对零件质量有利,另一方面可以避免发生吸力小的吸盘与零件脱落而导致停线的情况。⑷端拾器结构和安装位置。端拾器设计时尽量考虑安装后在整线Y 向的长度和Z向占用的空间,Y 向的长度和Z 向占用的空间越小,那么取送料安全空间越大则干涉风险越小,越有利于SPM 的提升。
零件结构
不同零件与整线适应的最大SPM 不同,例如带Crossbar 的自动冲压高速线上,侧围外板前后门内板等最大SPM 可以达到每分钟12 次,前后门外板最大SPM 可以达到每分钟15 次,这不仅与设备有关,而且还与零件结构特点有关。总体而言,零件的拉深深度越小,SPM 提升空间越大,所以冲压SE 同步工程阶段要考虑以下几点:⑴能布置吸盘点的位置数量够不够;⑵布置吸盘点的面是否与吸盘的大小匹配;⑶零件结构特点决定的相邻工序之间的转角尽可能小,这样Crossbar在搬运零件过程中发生的转角也相应的较小,有利于搬运速度的提升和设备能耗降低。
针对部分高校多校区办学的现状,应逐步建设具有跨校区信息资源共享和综合管理功能的财务信息平台,实现各校区财务信息系统既能相对独立又能协同运行,做到财务事务网络分布的并发处理和集中管理相统一,并借助统一的财务信息服务门户满足高校灵活的多校区管理模式。
结束语
伴随着汽车工业不断发展,各大主机厂对生产效率的高要求日益迫切。充分挖掘设备的能力、降低能耗、使生产线效益最大化是冲压领域重点课题之一。通过对横杆冲压高速线SPM 影响因素分析,在零件结构设计、工艺设计、模具结构设计、端拾器设计及轨迹离线编程等方面提前采取措施规避不利于SPM提升的阻碍点,进而在实物阶段机械手轨迹调试效率会更高、产线输出能力更大。
猜你喜欢
汽车实用技术(2022年11期)2022-06-20
机电信息(2022年9期)2022-05-07
机电工程技术(2021年3期)2021-09-10
作文周刊·小学五年级版(2021年28期)2021-03-16
环球时报(2019-07-18)2019-07-18
现代职业教育·中职中专(2018年7期)2018-05-14
小猕猴智力画刊(2016年12期)2017-01-05
阅读与作文(小学高年级版)(2016年10期)2016-10-12
中国科技纵横(2015年4期)2015-04-14
中小企业管理与科技·下旬刊(2009年8期)2009-12-31
