河南天池抽水蓄能电站蜗壳座环安装控制
2022-05-13 08:53王胜军董政淼
水电与抽水蓄能 2022年2期
王胜军,董政淼
(1.国网新源控股有限公司,北京市 100052;2.河南天池抽水蓄能有限公司,河南省南阳市 473000)
1 工程概况
河南天池抽水蓄能电站装机容量1200MW(4×300MW),额定转速500r/min,转轮直径3920mm,水轮机工况额定水头510m。该电站蜗壳由19个单节、进水管3节、进口法兰组成,座环由19张固定导叶、1张鼻端导叶组成。其蜗壳材质为B610CF,座环材质为S460N-Z35。蜗壳座环设计压力为8.618MPa,组装后重量约 120t。
2 施工难点
天池抽水蓄能电站蜗壳座环为整体结构,无分瓣,上、下法兰面均为精加工面,没有二次加工余量,厂家设计要求蜗壳座环混凝土浇筑前后上、下法兰面均不大于0.15mm 。因此,如何采取有效的工艺措施,控制焊接变形、安装精度及混凝土浇筑位移变化,是施工过程中的难点[1]。
3 工艺流程
依据厂家水泵水轮机安装指导手册,蜗壳座环安装的工艺流程如下:
施工准备→蜗壳座环拼装→蜗壳座环组合缝焊接→蜗壳座环吊入机坑→蜗壳打压工装安装→蜗壳水压试验→蜗壳座环保压浇筑→最终数据复测→进入下道工序[2]。
4 施工安排
4.1 蜗壳座环拼装
因运输尺寸限制,该电站蜗壳座环分4部分(见图1)运输至工地拼焊为整体。蜗壳座环运至现场后,用厂房250t桥机吊至预先布置的钢支墩上,测量座环上下环板圆度及同心度、法兰面水平及平行度,作为焊接时监控基准。

图1 蜗壳座环示意图Figure 1 Schematic diagram of spiral case and stay ring
蜗壳瓦片组拼时,依次吊装蜗壳Ⅱ、蜗壳Ⅰ及进水段,调整至装配间隙不大于4mm、过流面错牙不大于1.5mm,对蜗壳本体及瓦片进行装配固定,对每条焊缝内外装配骑马块以减少焊接变形量,再次按照蜗壳装配检查表对相关尺寸进行复测并记录。
4.2 蜗壳座环组合缝焊接
焊前采用电加热法进行预热,预热温度不低于80℃,预热范围应至少覆盖从坡口边缘起100mm或板厚的3倍(取两者的较小值),现场测温点设在加热的背面且距离坡口边缘约50mm位置处。
现场定位焊时,焊缝长度控制在50~80mm内,焊缝间距控制在200~300mm内,且焊缝厚度不大于10mm,并采用与正式焊接相同的焊接工艺。正式焊接过程中,所有仰焊和立焊必须爬坡焊接,并采取碳弧气刨背面清根,保证坡口内氧化物和渗碳层清理干净,并进行MT无损检测。同时,所有焊缝在焊后且温度未低于80℃前须立即进行消氢处理,消氢温度为250℃,保温4h,过程中控制加热速度和冷却速度均不大于50℃/h。
焊接顺序为先焊接蜗壳之间环缝,再焊接蜗壳瓦片与蜗壳间的横焊缝(蝶形边),环缝采用分四区焊接,每个区域采用分段退焊(见图2和图3)。

图2 蜗壳焊接顺序示意图Figure 2 Schematic diagram for welding sequence of spiral case

图3 蜗壳焊接顺序示意图Figure 3 Schematic diagram for welding sequence of spiral case
焊接过程中用百分表对进水管法兰表面和侧面及座环上、下法兰面实时监控,每焊接两层及时检查并记录百分表值,若变形超过1mm需暂停焊接,分析原因并调整焊接顺序[3-5]。
焊接完成后,对所有焊缝进行100%PT无损检测、100%TOFD无损检测,对无法进行TOFD的焊接区域采用UT无损检测替代。另外,测量座环上、下法兰面水平度应不大于0.15mm并记录。
4.3 蜗壳座环吊入机坑
该电站采用半埋式底环,座环与底环通过M125×6高强度把合螺栓连接(见图4),作用在座环上的顶盖上抬力由底环及基础螺栓(M72×6)传递到混凝土中。

图4 座环整体结构剖面图Figure 4 Overall structure section view of stay ring
桥机、厂家提供的专用吊具及钢丝绳等起吊设备检查均无异常后,根据+X,+Y,-X,-Y轴线将蜗壳座环调整到位,以底环为基准调整座环的同轴度,并记录进口法兰与中心线的距离;待各项数据满足厂家设计要求后安装并对称预紧底环与座环把合螺栓(M125×6),预紧力为5616kN。为避免一次预紧造成局部变形,底环与座环把合螺栓对称分三步拉伸到位,每次拉伸设计值的1/3,测量并记录螺栓的伸长量和对应的拉伸器油压值作为参考依据[6-8]。
4.4 座蜗壳打压工装安装
按照设计图纸逐步安装打压工装(进水段闷头、环筒),对压力试验环筒进行调心以保证其与座环之间单边间隙分布均匀。
为便于蜗壳水压试验过程中监控蜗壳的外形和水平变化,在座环上法兰面及内圆对称4个方位架设百分表检测座环水平及圆度变化;在蜗壳进口法兰水平中心内外侧各架1块百分表、法兰顶部架1块百分表检测蜗壳进口法兰的上浮及位移情况。
4.5 蜗壳水压试验
通过排水阀对蜗壳进行充水,严格按照蜗壳水压试验曲线(见图5),分段升压至12.927MPa并保压至30min后分段泄压。升压和泄压过程中控制压变速率不超过0.1MPa/min。

图5 蜗壳压力试验曲线Figure 5 The pressure test curve of spiral case
水压试验过程中,实时监控蜗壳各部位的变形情况,若发现漏水、蜗壳变形量大、蜗壳座环整体位移等异常情况要立即停止试验,分析原因并将异常问题彻底解决后再次进行试验。水压试验合格后,对座环上法兰面再次复测合格并记录后方可进行下道工序。
4.6 蜗壳座环保压浇筑
蜗壳座环浇筑前,在座环下环板底部及蜗壳底部埋设若干灌浆管及排气管,确保最终座环下环板底部及蜗壳底部充分填充混凝土,为防止蜗壳座环浮动、位移,该电站蜗壳座环浇筑采用全面分层方式(见图6),浇筑总高度约3300mm液态混凝土,分八层进行浇筑。
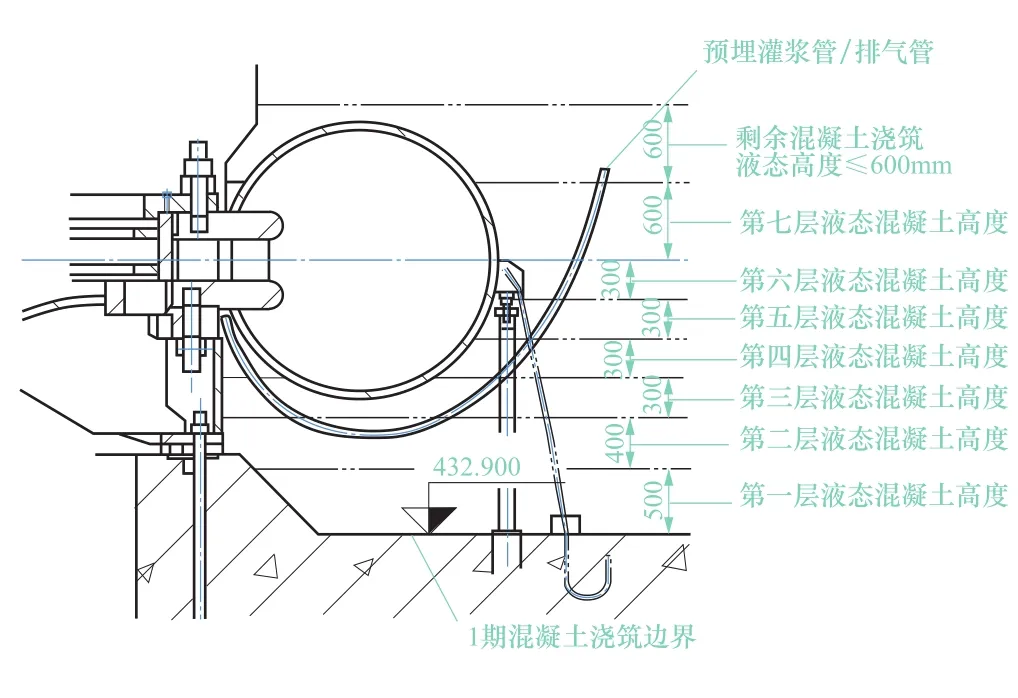
图6 蜗壳浇筑说明Figure 6 Concrete direction of spiral case
蜗壳浇筑时需注意:
(1)混凝土禁止高处直接倒下,避免引起座环变形和混凝土断裂;
(2)使用小功率振捣器,避免引起预埋件漂移;
(3)控制蜗壳压力4.309MPa,水温11~25℃,若水温超过25 ℃,应调整蜗壳保压压力,压力调整应按照 43.09-(T-25)bar (T 为实际水温)进行,从而避免由混凝土化学反应引起的蜗壳水温升高对蜗壳变形的影响,保证混凝土干后,蜗壳和混凝土完全接触。
混凝土干固后,通过预埋灌浆管对座环下环板底部与蜗壳之间进行灌浆,灌注压力都不得超过 70kPa,灌浆工作结束后,需待混凝土养护合格后方可进行蜗壳泄压及打压设备拆除工作。
蜗壳座环浇筑过程中,实时监测座环位移及变形,超过设计值时,及时停止浇筑并分析原因。另外,蜗壳座环浇筑前、后分别对座环的高程及水平、圆度和同轴度及蜗壳进口法兰的变形结果进行检查、记录[9]。
5 结束语
一般情况下,由于蜗壳座环运输尺寸限制,大部分电站蜗壳座环分瓣运至现场组装焊接,通过后期二次加工保证座环水平度。蜗壳座环上、下法兰面均精加工的工艺则缩短了现场蜗壳座环安装直线工期,但是给厂家的设计制造,现场蜗壳焊接及混凝土浇筑增加了难度,需要采取有效的施工工艺进行安装控制。
河南天池抽水电站目前2台机组蜗壳座环已经浇筑完毕,在蜗壳焊接、混凝土浇筑过程中座环上、瞎法兰面水平度变化均在0.03mm内,实践证明上述施工工艺控制是可行的,可供同类型电站借鉴。
猜你喜欢
风机技术(2021年4期)2021-09-27
建材发展导向(2021年10期)2021-07-16
能源研究与信息(2020年4期)2020-11-25
商品与质量(2018年44期)2018-04-17
中国科技纵横(2017年22期)2018-01-04
职业·下旬(2016年11期)2017-02-21
职业·下旬(2016年11期)2017-02-21
山东工业技术(2016年15期)2016-12-01
汽车与新动力(2013年5期)2013-03-11
西安交通大学学报(2009年3期)2009-04-20