
免耕播种机侧向清秸覆秸秸秆比例回收装置设计与试验
2022-05-12 09:29陈海涛史乃煜韩广新侯守印
农业机械学报 2022年4期
陈海涛 邹 震 王 星 史乃煜 韩广新 侯守印
(东北农业大学工程学院,哈尔滨 150030)
0 引言
秸秆覆盖还田技术是保护性耕作的重要组成部分,具有蓄水保墒、培肥地力、提高作物产量等优点[1-4]。其中,秸秆覆盖量作为秸秆覆盖还田技术的关键,对作物生长、土壤微生物活性等均具有显著影响[5-7]。现有研究表明[8-11],统一采用秸秆全量还田并非最佳方式,根据不同耕地的土质和积温等情况将秸秆以适宜的比例进行覆盖还田,有利于作物增产、耕地有机状况改善。
国内外学者开展了大量秸秆回收技术相关研究[12-15],而关于秸秆比例回收相关技术未见报道。为实现免耕播种秸秆覆盖还田同步回收多余秸秆,陈海涛团队[16-17]建立了秸秆侧抛动力学模型,为秸秆同步回收装置的设计提供了理论依据,同时,探明了调控挡板参数对秸秆还田比例的影响规律,实现了秸秆覆盖还田比例的调控。已有研究集中于秸秆还田比例调控上,对秸秆同步回收技术仍需进一步深化研究。
本文在前期研究的原茬地免耕精量播种机[18-19]和秸秆调比还田装置[17]的基础上,为满足秸秆还田量和综合利用的技术要求,利用秸秆被侧向抛撒具有的机械能进行多余秸秆的高效清洁回收,设计一种秸秆比例回收装置。通过理论分析确定关键部件的结构与工作参数及其取值范围,同时应用三因素五水平二次回归正交旋转中心组合试验方法进行参数组合优化,以期为免耕播种秸秆覆盖还田同步比例回收复式作业机具的研制提供理论和技术支持。
1 结构与工作原理
1.1 总体结构与工作原理
原茬地免耕精量播种机(以下简称免耕播种机)增设秸秆比例回收装置(以下简称回收装置)总体方案如图1a所示,主要由挤压装置、清秸装置、回收装置、调控挡板、限深地轮5部分组成。
免耕播种机侧向清秸覆秸原理如图1b所示,免耕播种时清秸装置将作业幅宽地表秸秆侧向清除并抛撒至相邻作业幅宽待播地表,实现播前秸秆清理构建优质种床,回程时将前程作业侧向抛撒的秸秆抛送回前程已播作业幅宽地表,同时实现本作业幅宽播前侧向清秸和前程作业幅宽的播后覆秸。本文基于免耕播种机侧向清秸覆秸原理,利用调控挡板设置回收口的方式将清秸装置侧向抛撒秸秆分流为还田秸秆和多余秸秆两部分,还田秸秆与调控挡板发生碰撞后均匀覆盖于相邻作业幅宽已播地表,多余秸秆借助其被清秸刀侧向抛撒的机械能经回收装置输送至挤压装置。从而,实现秸秆比例覆盖还田和多余秸秆同步回收。
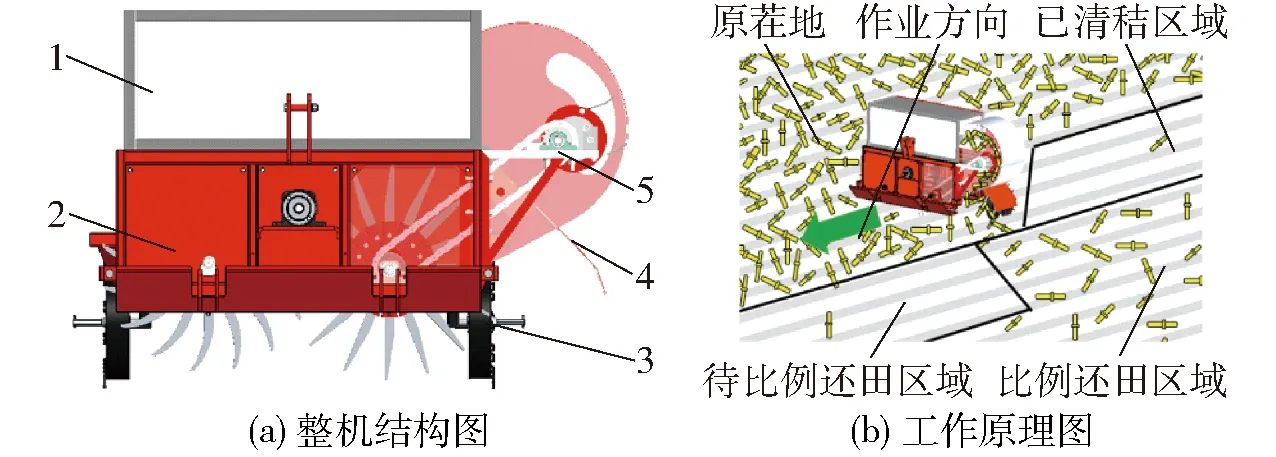
图1 原茬地免耕播种覆秸同步秸秆比例回收作业机结构示意图Fig.1 Schematics of synchronous straw recovery machine for no-tillage seeding in stubble field1.挤压装置 2.清秸装置 3.限深地轮 4.调控挡板 5.回收装置
1.2 秸秆比例回收装置结构与工作原理
回收装置结构如图2a,主要由导流板、弹齿、输送机构、传动部件等组成。工作原理如图2b所示,多余秸秆经调控挡板回收口进入回收装置,利用清秸刀将秸秆侧向抛撒的机械能沿导流板滑移,清秸装置仅将秸秆进行侧向等幅宽抛撒[18],致使秸秆拥有的机械能无法使其沿导流板滑移进入挤压装置,在图示位置形成秸秆堆积。设置输送机构,采用弹齿滤除秸秆中混有的杂质并“顺势”将堆积的秸秆输送至挤压装置。

图2 回收装置结构及工作原理图Fig.2 Recycling device structure and working principle diagrams1.弹齿 2.输送机构 3.传动部件 4.导流板
2 关键部件设计
2.1 导流板设计
2.1.1安装倾角分析
秸秆以导流板切线方向速度进入回收装置,可减小秸秆与导流板碰撞次数,充分利用秸秆被侧向抛撒的机械能。如图3所示,建立以清秸刀回转中心为原点的坐标系对秸秆侧向抛撒运动进行分析。并做出如下假设:秸秆为等密度物体,秸秆与清秸刀接触时初始速度为零,忽略清秸刀携运秸秆过程空气阻力对其的影响[16]。
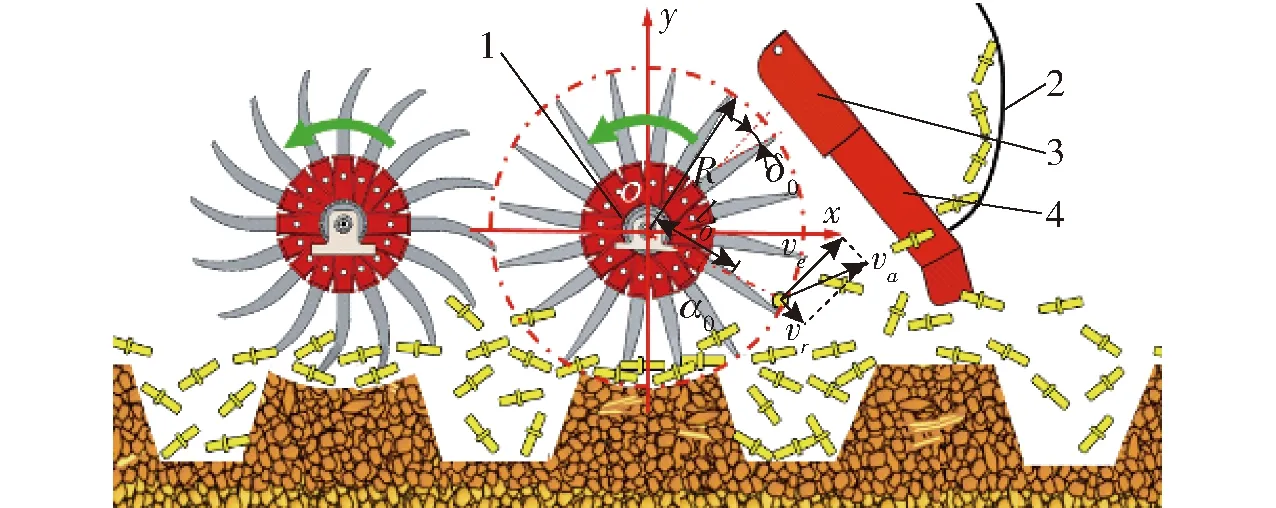
图3 秸秆侧抛运动分析图Fig.3 Straw side casting force diagram1.清秸刀 2.导流板 3.调控挡板 4.回收口
秸秆的速度方程为
(1)
式中vr——秸秆沿刀刃相对运动速度,m/s
ve——秸秆与清秸刀牵连速度,m/s
α0——初相位角,(°)
δ0——清秸刀倾角,(°)
φ——当量摩擦角,(°)
n——清秸刀转速,r/min
μ1——清秸刀与秸秆摩擦因数
R——清秸刀回转半径,m
l0——秸秆初始位移,m
t——秸秆沿清秸刀滑移时间,s
秸秆脱离清秸刀绝对速度方程为
(2)
式中va——秸秆脱离清秸刀绝对速度,m/s
秸秆脱离清秸刀时速度与x方向夹角θ为
(3)
其中
式中ζ——秸秆抛出角,(°)
t0——秸秆与清秸刀接触至抛出时间,s
清秸刀将秸秆斜向抛出进入回收装置过程中受重力和空气阻力影响。因清秸刀厚度为6 mm,忽略清秸刀旋转对空气流动影响。秸秆脱离清秸刀后在空中速度方程[16,20]为
(4)
其中
式中vx0——斜抛运动起始x方向速度分量,m/s
vy0——斜抛运动起始y方向速度分量,m/s
kx——秸秆x方向加速度修正因数
C——阻力因数
m——秸秆质量,kg
as——秸秆平均特征面积,m2
ky——秸秆y方向加速度修正系数
P——空气密度,kg/m3
t1——秸秆脱离清秸刀后空中运动时长,s
秸秆在进入回收装置时与x方向夹角γ为
(5)
由式(5)可知,在作业环境风阻因数、清秸刀结构和工作参数确定后,秸秆进入回收装置速度方向与其脱离清秸刀速度相关。根据式(1)知在清秸刀结构和工作参数确定后,秸秆脱离清秸刀速度与脱离初相位角、当量摩擦角、秸秆初始位移相关。如图4所示,采用高速摄像进行未知参数标定。

图4 秸秆运动高速摄像图Fig.4 High-speed camera of straw movement
试验工况为:玉米秸秆平均长度386.3 mm,含水率30.1%,清秸刀回转半径370 mm、清秸刀倾角13°、刀轴转速480 r/min。对秸秆质心进行标定获取了秸秆脱离初相位角为23°~34°、秸秆初始位移为220~280 mm、当量摩擦角为18°~21°。将上述数据代入式(5)可知秸秆进入回收装置速度与x方向夹角为28.5°~40.4°。
导流板与调控挡板装配关系如图5所示,根据文献[17]确定调控挡板与重力方向夹角α为45°,导流板起始位置切线与水平方向夹角β为35°。
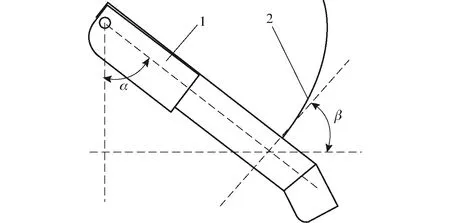
图5 导流板与调控挡板装配图Fig.5 Assembly drawing of guide plate and control baffle1.调控挡板 2.导流板
2.1.2结构参数分析
为减小秸秆沿导流板滑移对其机械能的消耗,依据最速降线分簇性[21]对导流板进行反向设计,即秸秆刚进入回收装置时速度较大,此时导流板轨迹较为平直,减小摩擦力做功,后阶段秸秆速率较小、曲率较大,减小摩擦力做功。将导流板曲线设计为倾斜直引线、最速降线和二者光滑过渡线。其中,倾斜直引线较短,作用是将秸秆引送至最速降线段。
最速降线应用于工程领域时需考虑摩擦阻力和离心力的作用[22-23]。如图6所示,秸秆质点受力方程为

图6 最速降线图Fig.6 Diagram of the most rapid drop
(6)
其中
式中σ——秸秆瞬时速度与水平线夹角,(°)
μ——秸秆与导流板间摩擦因数
FN——导流板对秸秆支持力,N
v——秸秆滑移瞬时速度,m/s
ω——秸秆角速度,rad/s
r——最速降线曲率半径,m
由式(6)得
(7)
根据欧拉-拉格朗日方程得
(8)
最速曲线解析方程为
(9)
式中 (X,Y)——导流板任意点F坐标
τ——导流板点F切线与水平线夹角,(°)
联立式(8)、(9)得
(10)

根据免耕播种机和挤压装置空间结构,确定最速降线终点位置后求解σ和ω。考虑秸秆沿导流板滑移耗能随秸秆与导流板摩擦因数增大而增大,确定导流板材料为不锈钢[24]。将上述参数代入式(10),利用Matlab软件拟合曲线确定导流板结构。
2.2 输送机构设计
2.2.1弹齿角度调控机构
为顺势无回带输送秸秆,设计一种多连杆弹齿角度调控机构。其结构简图如图7a所示,O为偏心圆环圆心,O1为滚筒圆心,M-M′为弹齿轴,其上固装弹齿MK,滚筒在点M与弹齿轴M-M′铰接,在弹齿轴M-M′的一端伸出曲柄MA,偏心圆环与曲柄MA在点A铰接。
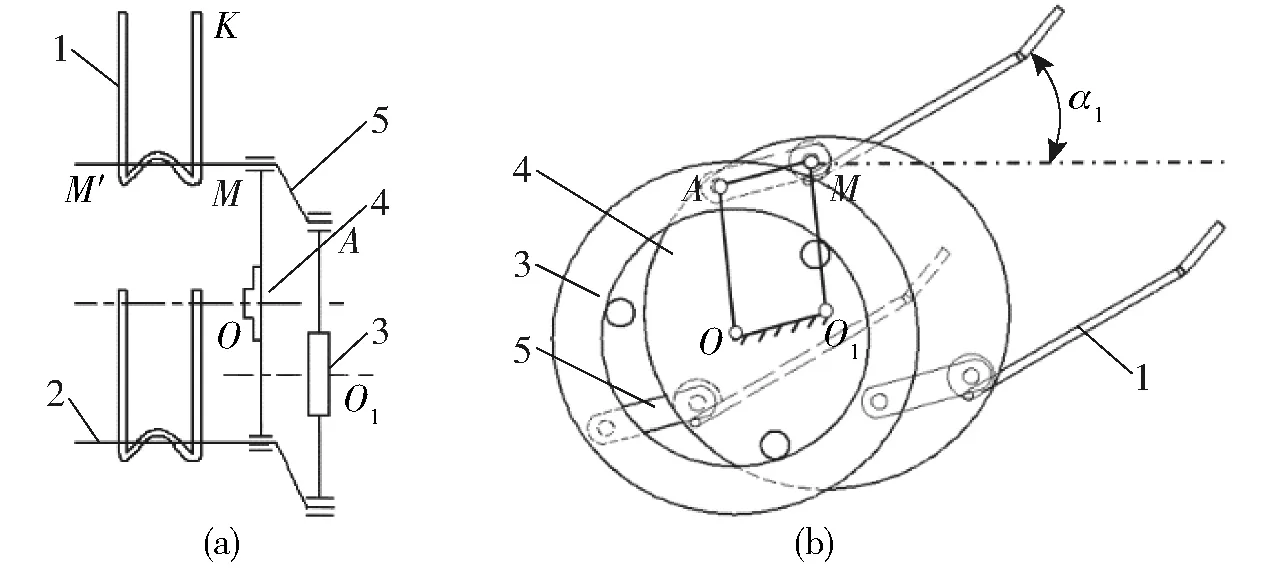
图7 输送机构示意图Fig.7 Schematics of throwing mechanism1.弹齿 2.弹齿轴 3.偏心圆环 4.滚筒 5.曲柄
如图7b所示,滚筒半径和偏心圆环半径相等,偏心距lOO1和曲柄AM长度相等,输送机构由3组平行四杆机构构成,偏心圆环可绕O1转动,当改变偏心圆环位置,即改变OO1与O1M的相对位置,曲柄AM和其上固装的弹齿轴M-M′、弹齿MK也随之改变其空间角度,调整弹齿角度后固定偏心圆环(固定偏心距lOO1),滚筒旋转过程中AM与OO1始终平行,弹齿角度保持调整好的偏角,即运动过程中弹齿偏角α1恒定不变。
任选一组四杆机构进行运动分析,如图8所示。
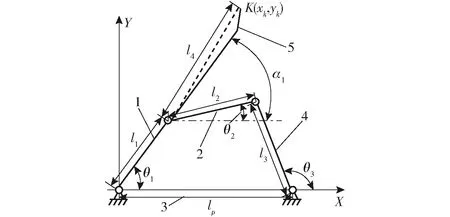
图8 角度调控机构运动分析图Fig.8 Motion analysis diagram of angle control mechanism1.滚筒 2.曲柄 3.机架 4.偏心圆环 5.弹齿
弹齿位移方程为
(11)
式中l1——滚筒半径,m
θ1——滚筒半径与圆心间连线夹角,(°)
l2——曲柄长度,m
θ2——曲柄与水平方向夹角,(°)
l3——偏心圆环半径,m
θ3——偏心圆环与X轴正方向夹角,(°)
lp——滚筒与偏心圆环圆心连线长度,m
对式(11)求解可得
(12)
则弹齿末端K轨迹方程为
(13)
式中 (xk,yk)——弹齿末端点K坐标,m
l4——弹齿长度,m
弹齿末端点K的速度方程为
(14)
式中vkx——弹齿末端点K水平速度,m/s
vky——弹齿末端点K竖直速度,m/s
ω2——曲柄角速度,rad/s
ω3——偏心圆环角速度,rad/s
由式(14)可知弹齿末端速度与滚筒半径、弹齿长度、滚筒转速相关,考虑无回带顺势输送秸秆的设计要求,使滚筒半径和偏心圆环半径相等。
2.2.2弹齿设计
设计秸秆回收比例调节范围为30%~70%,为保证秸秆70%回收的性能,参照现有秸秆捡拾弹齿确定秸秆长度为175 mm[15,25]。生产实践表明,弹齿端部向旋转方向折弯可避免秸秆滑动脱落,对弹齿运移秸秆进行受力分析。因弹齿运移的秸秆其姿态多为横向放置,且考虑玉米秸秆直径相对于弹齿回转半径较小,将其简化成一个质点,玉米秸秆被捡拾时其受力情况如图9所示。

图9 秸秆受力分析图Fig.9 Straw stress analysis diagram
为保证秸秆在经弹齿运移过程中不脱落,秸秆与弹齿间摩擦力需大于重力和离心力在弹齿端部分力之和。对秸秆受力分析得
Ff+mgsin(180°-α2)≥Frcos(180°+δ-α2)
(15)
其中

式中Ff——弹齿与秸秆间摩擦力,N
n1——滚筒转速,r/min
μ2——秸秆与弹齿摩擦因数
ρ——秸秆运移回转半径,m
α2——弹齿折弯角,(°)
Fr——秸秆运移离心力,N
δ——弹齿偏角,(°)
依据对弹齿运动轨迹分析,弹齿与水平方向夹角为45°时与秸秆分离输送,可在相同滚筒转速下获得最大输送距离,对式(15)求解得
(16)
由式(16)可知弹齿折弯角与滚筒转速、秸秆与弹齿间摩擦因数相关。
2.2.3滚筒转速
弹齿末端线速度随滚筒直径增大而增大,虽增大秸秆输送效率,但大幅增加装置能耗,造成装置整体尺寸过大、机体臃肿;滚筒直径过小易造成秸秆缠绕、堵塞而降低输送效率,严重时甚至损坏装置[26-27]。为满足弹齿从滚筒内部通过的设计要求,参照弹齿长度确定滚筒直径为200 mm。
对弹齿输送秸秆过程进行运动学分析,如图10所示,秸秆脱离弹齿分离瞬时速度为

图10 秸秆输送过程分析图Fig.10 Analysis diagram of straw scattering process1.挤压装置 2.弹齿 3.滚筒 4.曲柄
(17)
式中vsx——秸秆脱离弹齿水平速度,m/s
vsy——秸秆脱离弹齿竖直速度,m/s
空气阻力对秸秆输送过程的额外加速度为
(18)
式中vs——秸秆输送起始点绝对速度,m/s
则秸秆上升和下降过程所用时长为
(19)
式中t2——秸秆上升阶段时长,s
t3——秸秆下降阶段时长,s
d1——秸秆输送起始点与挤压装置水平距离,m
秸秆进入挤压装置时与秸秆输送起始位置纵向距离为
(20)
联立式(17)~(20)得

(21)
秸秆进入挤压装置的条件为

(22)
式中h2——输送机构与挤压装置上端距离,m
h3——输送机构与挤压装置下端距离,m
由式(21)可知,秸秆进入挤压装置与起始纵向距离h1与弹齿偏角δ、弹齿长度l4、秸秆阻力因数C、秸秆平均特征面积as、秸秆质量m、空气密度P、秸秆输送起点与挤压装置水平距离d1、输送装置与挤压装置上端距离h2、输送装置与挤压装置下端距离h3、滚筒转速n1相关。前文已知弹齿偏角δ为45°、弹齿长度l4为175 mm,参考相关文献确定秸秆阻力因数C为0.130 8、平均特征面积as为1.6×10-3m2、质量m为0.030 3 kg、空气密度P为1.293 kg/m3[16,20],结合前期秸秆沿导流板滑移试验和挤压装置结构参数确定d1为950 mm、h2为240 mm、h3为510 mm。
在确定上述参数后可知,秸秆进入挤压装置时与起始位置纵向距离h1仅与滚筒转速n1相关。结合秸秆进入挤压装置的条件,利用Maple 18求解得滚筒转速范围为79.6~160.3 r/min。根据转速理论中心处计算弹齿折弯角α2应小于171°,秸秆回带量随折弯角减小而增大,选定折弯角为171°。
3 田间试验
3.1 试验条件与仪器设备
试验于2020年10月26—30日在东北农业大学实验实习基地实施,试验地为垄距65 cm机收秸秆未粉碎玉米原茬地。土壤类型为黑黏土,0~8 cm土层平均土壤硬度28.6 kg/cm2,含水率23.1%;秸秆含水率30.1%,覆盖量1.2 kg/m2,平均直径21.7 mm,平均长度386.3 mm,留茬高度110 mm。如图11所示。

图11 田间试验与作业效果图Fig.11 Field trial and operation renderings
试验装置和仪器:奔野324型拖拉机、2BMFJ-BL2型免耕精量播种机清秸装置、秸秆比例回收装置、便携式高速摄像机、土壤硬度测试仪、土壤含水率测试仪、弹簧秤、5 m卷尺和取样袋若干。
3.2 试验设计与方法
采用三因素五水平二次回归正交旋转中心组合试验方法[28]。选取作业速度、滚筒转速和弹齿偏角为试验因素,秸秆回收比率和含杂率为评价指标。共实施23组试验,每组试验重复3次取平均值,采用Design-Expert 8.0.6对试验结果进行数据处理。
参照2BMFJ-BL2型免耕精量播种机作业速度技术参数[29],选取作业速度试验区间为5.4~7.2 km/h;通过前文理论分析和试验要求确定滚筒转速试验区间为80~160 r/min;弹齿偏角在45°时可在同等转速下获得最大输送距离,选取弹齿偏角试验区间为30°~60°,弹齿与弹齿轴固定装配,试验过程通过定位螺钉调整弹齿轴与曲柄安装角进行弹齿偏角的调节。为保证清秸装置构建的种床质量,参照原茬地免耕精量播种机技术参数确定清秸刀入土深度为55 mm[30]。确定各试验因素编码如表1所示,试验方案如表2所示,X1、X2、X3为因素编码值。

表1 试验因素编码Tab.1 Factors and codes of test

表2 试验方案与结果Tab.2 Test design and results
参照GB/T 34390—2017《自走式秸秆收获方捆压捆机》和秸秆综合利用企业收储标准制定评价指标为秸秆回收比率Y1和含杂率Y2。
3.3 试验结果与分析
3.3.1试验结果
试验结果如表2所示。
3.3.2模型建立与显著性分析
方差分析结果如表3所示。各试验因素对秸秆回收比率影响主次顺序为作业速度、弹齿偏角、滚筒转速,对含杂率影响主次顺序为弹齿偏角、作业速度、滚筒转速。在置信度为0.05条件下进行F检验,剔除不显著项后得到回归模型为

表3 方差分析Tab.3 Analysis of variance
(23)
3.3.3因素对性能指标影响分析
如图12a所示,当弹齿偏角处于设计中心点(45°)时,秸秆回收比率随作业速度增大呈减小趋势,且减小趋势逐渐明显,这是由于随作业速度增大,单位时间进入回收装置秸秆量增大造成秸秆损失增多;秸秆回收比率随滚筒转速增大呈先增大后减小的趋势,这是由于在滚筒转速80~120 r/min区间内,随滚筒转速增大,弹齿回收秸秆频率增多导致秸秆回收比率增大,随滚筒转速进一步增大,弹齿回带秸秆量增大造成秸秆回收比率减小。
如图12b所示,当作业速度处于中心点(6.3 km/h)时,秸秆回收比率随弹齿偏角的增加呈先增大后减小的趋势,这是由于弹齿偏角处于45°时可在同滚筒转速下获得最大的输送距离,弹齿偏角增大或减小造成秸秆输送距离减小,使部分秸秆无法进入挤压装置造成秸秆回收比率减小。秸秆回收比率随滚筒转速呈现增大后缓慢减小的趋势,这是由于在滚筒转速80~120 r/min区间内随滚筒转速增大,弹齿回收秸秆频率增大导致秸秆回收比率增大,而随滚筒转速进一步增大,弹齿回带秸秆增多造成秸秆回收比率下降。

图12 因素交互作用对秸秆回收比率影响的响应曲面Fig.12 Response surface of factors interaction influence on straw recovery ratio
如图13a所示,当弹齿偏角处于设计中心点(45°)时,含杂率随作业速度增大呈增大趋势,这是由于随作业速度增大单位时间内进入回收装置土壤等杂质增多造成含杂率增大;含杂率随滚筒转速增大呈增大趋势,这是由于随滚筒转速增大,秸秆与杂质未能有效分离便被弹齿输送至挤压装置,造成含杂率增大。
如图13b所示,当作业速度处于中心点(6.3 km/h)时,在弹齿偏角较小时,含杂率随着滚筒转速增大呈减小趋势,而当弹齿偏角较大时,含杂率随滚筒转速增大而减小的趋势逐渐转换为随滚筒转速增大而增大,这是由于在弹齿偏角较小时,随滚筒转速增大,杂质相较于秸秆密度大、风阻小而与回收装置发生碰撞弹射,未能进入挤压装置造成含杂率下降,当弹齿偏角较大,滚筒转速较低时,杂质因无法获得足够初速度进入挤压装置,而随滚筒转速增大获得足够的速度进入挤压装置,含杂率呈增大趋势;含杂率在滚筒转速较低时随弹齿偏角增大呈减小趋势,这主要是由于在滚筒转速较低时,随弹齿偏角的增大杂质脱离弹齿瞬时竖直速度分量逐渐减小,杂质无法进入挤压装置造成含杂率下降。

图13 因素交互作用对含杂率影响的响应曲面Fig.13 Response surface of factors interaction influence on impurity rate
3.4 参数优化与验证
3.4.1参数优化
按照高秸秆回收比率、低含杂率的优化原则,兼顾回收装置与免耕播种机的作业速度匹配,以各因素水平区间为约束条件,利用Design-Expert 8.0.6软件Optimization模块的多目标变量优化算法进行求解。由前文因素对性能指标影响分析可知:作业速度与弹齿偏角、滚筒转速均无显著交互作用,且秸秆回收比率随作业速度增大而减小、含杂率随作业速度增大而增大,因此选取作业速度在7.2 km/h时进行优化。结果如图14所示,图中黄色区域为最佳工作区域,考虑滚筒转速增大会加剧振动、增加能耗,选取滚筒转速为95 r/min。增大弹齿偏角可减小携运秸秆时长,提高弹齿使用寿命,选取弹齿偏角为49°。
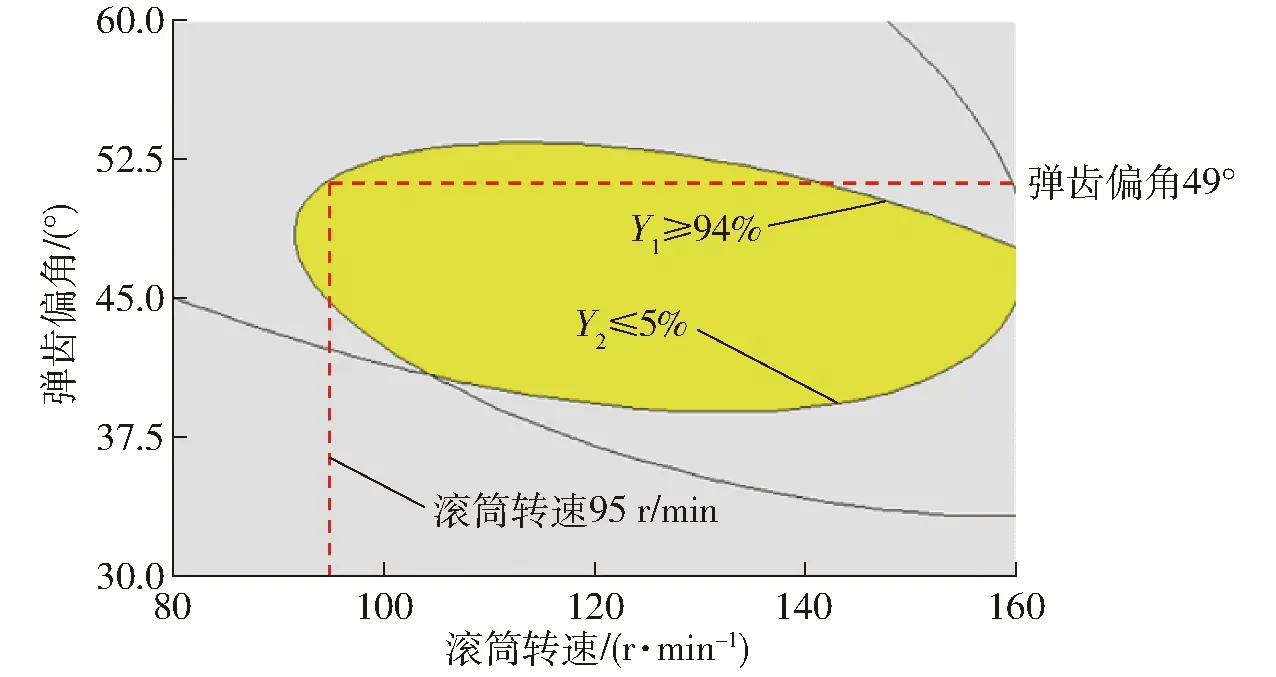
图14 优化结果Fig.14 Optimization result
3.4.2验证试验
为验证优化试验结果,在滚筒转速95 r/min、弹齿偏角49°,作业速度5.4、6.3、7.2 km/h条件下进行验证试验。每组试验重复3次取平均值为最终结果。试验结果如表4所示,秸秆回收比率大于94%、含杂率小于5%。各试验结果与预测值吻合,相对误差小于等于3.7%,优化结果真实可信。

表4 验证试验结果Tab.4 Validation test results %
4 结论
(1)设计了一种免耕播种机侧向清秸覆秸秸秆比例回收装置,实现了免耕播种秸秆覆盖还田同步比例回收复式作业。阐述了装置的整体结构与工作原理;对装置接收、输送秸秆过程进行了理论分析,明确了影响装置工作性能的关键结构与作业参数及其取值范围。
(2)各因素对秸秆回收比率影响的主次顺序为作业速度、弹齿偏角、滚筒转速,对含杂率影响主次顺序为弹齿偏角、作业速度、滚筒转速。
(3)在土壤硬度28.6 kg/cm2、含水率23.1%,秸秆含水率30.1%、覆盖量1.2 kg/m2的玉米原茬地上,当作业速度5.4~7.2 km/h、滚筒转速95 r/min、弹齿偏角49°时,秸秆回收比率大于94%、含杂率小于5%,满足设计要求。
猜你喜欢
云南化工(2022年9期)2022-10-12
辽宁化工(2022年5期)2022-05-28
铀矿冶(2022年2期)2022-04-27
幼儿教育·父母孩子版(2021年6期)2021-08-05
新课程·中学(2019年7期)2019-09-17
幼儿教育·教育教学版(2019年9期)2019-02-02
物理教学探讨(2018年1期)2018-02-13
印刷技术·数字印艺(2016年8期)2016-05-14
居业(2015年13期)2015-11-23
科技创新与品牌(2012年7期)2012-08-06
