
电力机车转向架组装台车动力改造设计方案
2022-05-11 07:03卫英峰
锻压装备与制造技术 2022年2期
卫英峰,牛 森
(中车大同电力机车有限公司,山西 大同 037038)
1 引言
转向架车间建设转向架组装精益生产示范线的过程中,需将转向架组装台车(图1)从驱动单元摆放工位发运至转向架落成工位,以及转向架落成后发送下工位,提出了转向架组装台车动力的需求,将现有转向架组装台车通过增加电机、齿轮、蓄电池等部件达到可自动移动的功能。

图1 转向架组装台车
2 改造方案总体设计
2.1 改造内容
改造方案为:增加电机、减速器、主动链轮、从动链轮等部件,使用链传动,采用蓄电池供电,工装更改具体如图2、图3 所示。

图2 转向架组装台车动力改造方案
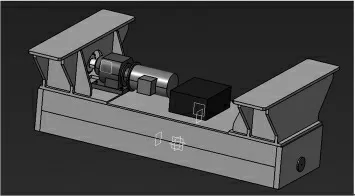
图3 转向架组装台车动力改造方案模型图
2.2 改造指标
通过现场调研及计算,确定改造的各项指标:①转向架组装台车的行进速度:0.2m/s;②转向架组装台车的牵引力:500kg(通过拉力计测量为270kg);③动力轮安置在中间轴右侧位置;④蓄电池尽量安置在车架内部,避免安全隐患,容量至少满足使用两周(使用时间:2min/次×2.5 次/天×14 天=72min(1.2h));⑤电机应该带有制动功能,同时在不供电的情况下,电机可以自由旋转,不得应外部旋转损伤电机。
2.3 计算说明
2.3.1 电机参数计算(表1)

表1 电机参数
指标:转向架组装台车行进所需牵引力500kg。
根据组装台车前进的需求,可计算所需电机的功率[1]:

2.3.2 减速机及链轮计算(表2)

表2 减速机参数
指标:①电机转速:1500 转/min;②组装台车行进速度:0.2m/s;③组装台车主动轮直径:300mm。
可算得传动比

采用两级减速,一级有减速器完成,一级有链轮传动完成。
根据机械设计手册链轮传动设计计算推荐选择主动链轮齿数Z1=17、从动链轮齿数Z2=34、传动比i=2、链号选择16A,链轮中心距350mm、链条节数54、链条排数1 排。
进行链轮安全校核。已知16A 链号极限拉伸载荷Qmin=55.6kN、节距P=25.4mm、电机效率η=0.8。

计算链条拉力[1]
由于链速V<0.6m/s 是低速链传动,其主要失效形式是链条的静拉断,故安全系数应S≥[S]=3~6

结果满足要求,链条能够安全使用。
主动链轮与减速机用M12×40 螺栓紧固;从动链轮与车轮用M12×60 螺栓紧固。
2.3.3 蓄电池计算(表3)
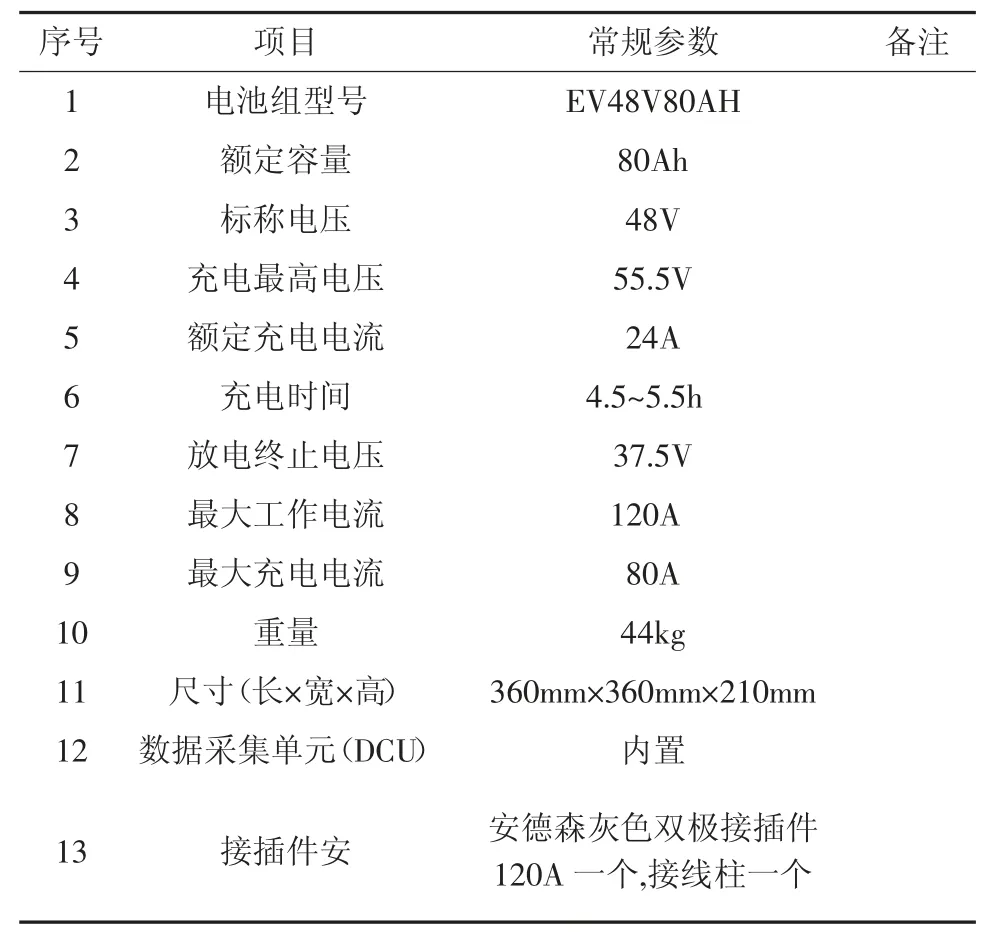
表3 蓄电池参数
指标:①电机电压48V;②至少能够使用两周(使用时间:2min/次×2.5 次/天×14 天=72min(1.2h))。
电池组的理论电瓶容量为1500W×1.2h=1800W·h=1800VAh

表4 充电器参数
电池组的理论额定电量为1800VAh/48V=37.5Ah
电池组的实际额定电量为37.5Ah×1.5=56.5Ah
2.3.4 动力部分接线(表5)

表5 电路系统接线
指标:电路系统布线位置以及方法应符合安全管理要求(图4)。

图4 转向架组装台车电力系统设计方案
2.3.5 制动
指标:转向架组装台车应有制动系统。
制动装置(图5)安置在转向架组装台车一、三轴左右两侧位置。

图5 转向架组装台车制动装置
3 结束语
综上所述,经改造后转向架组装台车(图6)满足不同工位之间的自动移动功能,与改造前的组装台车相比,节约了大量的时间和劳动力,极大提高了生产效率,且工装在原有基础上进行改造,节约了制造成本,为企业创造了较大的经济效益。

图6 组装台车动力系统改造后实例
猜你喜欢
农业装备与车辆工程(2022年3期)2022-10-30
船舶标准化工程师(2022年4期)2022-08-23
煤(2022年6期)2022-06-13
交通科技与管理(2022年8期)2022-05-07
煤炭与化工(2022年2期)2022-04-14
砖瓦世界·下半月(2019年11期)2019-10-20
科技风(2018年31期)2018-07-09
神州·下旬刊(2017年10期)2018-01-15
科普童话·神秘大侦探(2017年4期)2017-04-06
农机使用与维修(2014年6期)2014-09-23
