
纸箱开包机翻转机安全防护改善
2022-05-09 07:54韦小荣王万康甘华
大科技 2022年16期
韦小荣,王万康,甘华
(广西中烟工业有限责任公司南宁卷烟厂,广西 南宁 530001)
0 引言
安全第一始终是企业的宗旨,随着企业对设备安全要求的不断提高,有效保护操作人员的人身安全和提升设备的安全联锁势在必行。纸箱开包机具有原料烟叶箱自动输送、烟箱和烟块分离、空烟箱折叠、空烟箱输送、空烟箱码垛等功能,是用于原料烟叶箱自动拆箱的专用设备。但是烟箱输送给纸箱开包机翻转机的传输线由另外的线控PLC 控制,由于初期程序设计的不完善,导致出现纸箱开包机翻转机在工作过程中旋压烟箱的情况。通过对纸箱开包机翻转机的信号传递,以及线控PLC 安全逻辑编译,完成纸箱开包机翻转机安全防护改善。此文为一个纸箱开包机翻转机安全防护改善简介,实现了对开包机翻转机操作人员人身的有效保护,以及降低设备因隐患导致的损伤。
1 纸箱开包机概况
1.1 纸箱开包机结构
纸箱开包机是由机械、电气等部分组成的综合设备。机械部分是由翻转机、皮带输送机、取箱机、烟箱码垛机等部分组成。电气控制部分主要由PLC 控制系统硬件及相应的程序组成。纸箱开包机的特点是设备为人工操作半自动设备,主要用于减轻操作人员的工作强度,操作方法灵活简单、结构易维护、开包效率高[1]。纸箱开包机结构如图1 所示。
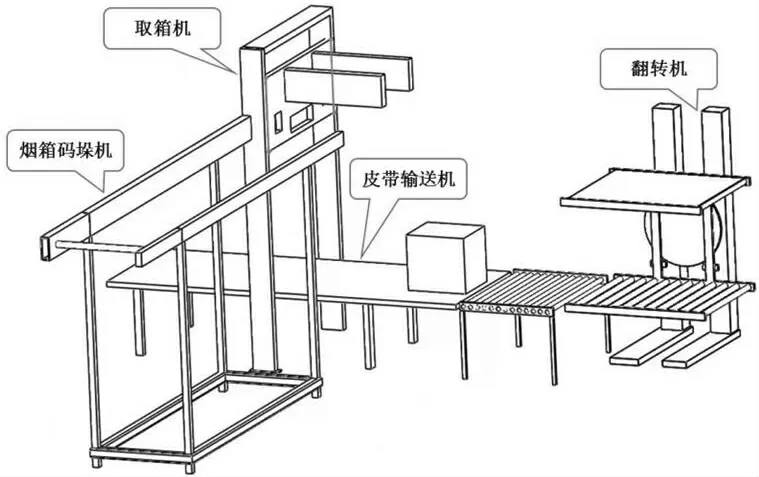
图1 纸箱开包机结构
纸箱开包机主要技术指标:总体技术指标为负载能力是230kg,工作节拍时间1 分22 秒,自身重量为5200kg,外形尺寸为5650mm×5550mm×4690mm(长×宽×高)。
翻箱机有三个自由度,分别为X(输送)Y(夹紧)Z(转体),X 最大运动速度3m/s,Y 最大运动速度3m/s,Z最大运动速度3r/s。
取箱机也有三个自由度,分别为X(夹持)Y(升降)Z(旋转)。烟箱夹臂旋转角度为180°,夹臂最大张开距离810mm,夹臂最小张开距离670mm,X 最大运动速度12m/s,Y 最大运动速度11m/s,Z 最大运动速度15r/s。取箱机结构如图2 所示。烟箱码垛机升降速度12m/s。
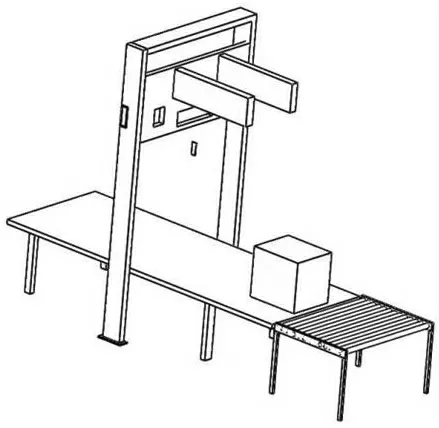
图2 取箱机结构
1.2 纸箱开包机工作原理
各部分工作原理及系统功能如下。
(1)翻转机由烟箱夹紧机构、烟箱翻转机构和烟箱输送机构组成。翻转机的工作原理是把输送缓存道上的烟包送到翻转机内,通过操作人员拆箱后夹紧、翻转到皮带输送机上,每个机构的动作分别由交流伺服电机、变频调速电机和交流电机驱动。翻转机结构如图3所示。
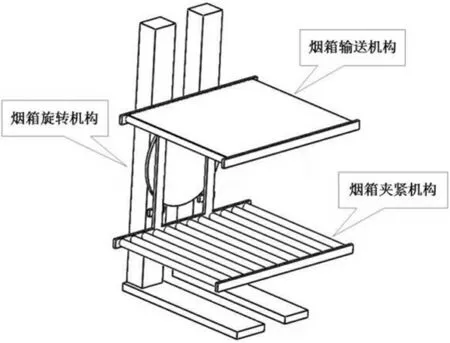
图3 翻转机结构
(2)皮带输送机由传送皮带及其支撑机架部分组成,其主要功能是把烟箱送到脱箱机脱箱位置,脱箱完成后再将烟块传送到下一工序的输送带上,皮带输送机由交流异步电动机驱动。
(3)取箱机由烟箱夹紧机构、夹臂旋转机构、夹臂提升机构、烟箱拍打机构、箱翼展开机构和烟箱折叠机构组成。取箱机主要功能是把烟块从烟箱中取出来,再通过夹臂夹紧、提升烟箱,接着经过其他机构把空烟箱折叠成片状,最后将空箱码垛机拖取及码垛[2],取箱机动作主要由伺服电机、变频调速电机、交流异步电动机和气缸驱动完成。
(4)烟箱码垛机是由拖箱机构、码箱机及支撑机架组成,其主要功能是将取箱机夹臂内已经折叠好烟箱夹持,再由拖箱链条把纸箱拉到码箱机的拖盘上,其动作由交流异步电动机驱动。
1.3 纸箱开包机操作流程
1.3.1 开机、系统初始化
首先按合闸按钮(绿色),使设备接入三相电,然后按主回路开按钮(绿色),接通主回路。每次操作前,首先将总机操作盒或控制柜上的任一.钥匙开关旋转至手动状态。对设备进行初始化一一进入控制面板复位菜单,按下各部分的复位按钮,系统将进行初始化复位程序,在初始化过程中,此复位按钮始终闪烁,待复位完成后,闪烁停止;初始化完成后将总机操作盒、控制柜上的钥匙开关旋转至自动状态,系统进入自动作业状态。
1.3.2 操作工艺流程
自动运行,首先将设备整机初始化,再将两个手自动按钮至于自动位置,待触摸屏提示为自动状态。
操作人员按下操作盒上的“工作台启动”按钮,待工作台将烟箱送入翻转机滚道内,并且翻转机倾斜停止时,人工打开烟包,待开箱完成后按下操作盒上的“开箱完成”按钮接着翻转机夹臂夹紧,翻转至180°,夹臂张开,等待人工取出扎带,拉带抽出后按下操作盒上的“拉带抽出”按钮,翻转机经过一系列动作返回初始位置完成一个流程。
按下操作盒上的“拉带抽出”按钮后,输送机构将烟箱送到取箱机夹臂内送箱停止位后,取箱机钉子自动伸出,接着夹臂夹紧烟箱,提升至最高位,拍打机构动作。接着操作人员从输送线上抽出纸板、塑料袋,按下“取箱成功”按钮后,此时输送线将烟包送往下一工序,再按下“脱箱成功”按钮的同时脱箱机夹臂转体到180°,到位后顶部主展翼缸、副展翼、展翼小缸分别伸出,待烟盖打开气缸收回展翼缸后,取箱机夹臂将自动回转到90°,夹臂张开少许,便于推倒缸推倒,上方钉子收回,待推倒缸将烟箱推倒后,夹臂再夹紧少许,让下夹臂与码垛机气爪平齐以便于抓取,烟箱码垛机从取箱等待位前进至取箱位,到位后气动手爪夹住箱翼,同时取箱机夹臂收回下侧钉子和推倒缸,然后烟箱码垛机气爪后退拖走空烟箱,待空烟箱离开脱箱机最高位作业区域后,取箱机从90°转回到0°位,最后夹臂张开到最大,进入初始状态等待下一次的取箱作业循环。
烟箱码垛机把空箱拖到放箱位,松开气动手爪,空烟箱落到升降台上后,升降台自动下降一个叠箱位,拖箱机构继续后退到放箱脱离位,气动手爪夹紧,待升降台下降一个叠箱位完成后,拖箱机构前进到取箱等待位,并张开手爪等待下一次的拖箱作业循环。
待烟箱码垛机空箱码完一批烟箱(即烟箱码垛满),码垛机将下降至搬运工作位,码垛机辊道将会将烟箱垛送至后续设备。若需手动操作码垛机,此时先将手动柜上的钥匙由自动切换到手动,然后进入控制面板码垛机手动控制菜单,手动将托盘放到最低位,将烟箱垛送出,取走烟箱垛后,最后在控制面板上进入复位控制界面,点击复位按钮让码垛机复位,然后打到自动状态即可继续工作。
完成一批烟箱的作业后,将手/自动钥匙处于手动位置,操作人员可以手动操作设备的运转,以便于清洁工作。首先将机器打到手动状态,将散落的烟叶扫到输送线上,然后进入控制面板输送线界面,手动将散落的烟叶送到输送线上,最后将整机复位。
翻箱机工作流程分为有翻箱机辊道操作、翻转操作、夹紧操作和皮带操作4 种操作类型。
辊道操作中,翻箱机有“辊道前进”与“辊道后退”两按键,对应辊道得前进与后退。
翻转操作有两个工位。0°位与180°位。“翻转至0°”与“翻转至180°”分别对应电机反转与正转。
夹紧操作有四个按键,“夹臂夹紧”对应电机正转至夹紧最小位,“夹臂张开”对应夹臂张开动作,“夹臂倾斜”对应电机反转至倾斜位,倾斜复位将夹臂手动复位到原位[3]。
皮带操作中,翻箱机有“皮带前进”与“皮带后退”两按键,对应皮带得前进与后退。
1.4 开包机翻转机存在问题
当纸箱开包翻转机工作时,因程序设计的缺陷,有可能因为操作人员的误操作,导致前输送辊道上的烟箱往翻转区输送烟箱,从而翻转机被烟箱卡塞,翻转机倾斜在半空,容易造成烟箱坠落的安全隐患,也对设备形成一定的损伤。
2 开包机翻转机改善设计
2.1 翻转机传输信号设计
为了将翻转机的状态实时传递给线控程序,通过对翻转机关键信号的分析,提取翻转机有无料信号、0°位信号和180°位信号传送给线控PLC,为线控PLC 判断是否输送烟箱提供条件。
2.2 线控PLC 控制逻辑设计
线控PLC 接收到翻转机传送来的信号后,根据逻辑控制的条件进行编辑程序,当翻转机处于0°位并且翻转机处于无料状态的情况下,才能将输送辊道上的烟箱输送给翻转机,当翻转机不处于0°位或者翻转机处于有料状态下,输送辊道上的烟箱是不能往翻转机输送[4]。线控PLC 程序控制如图4 所示。
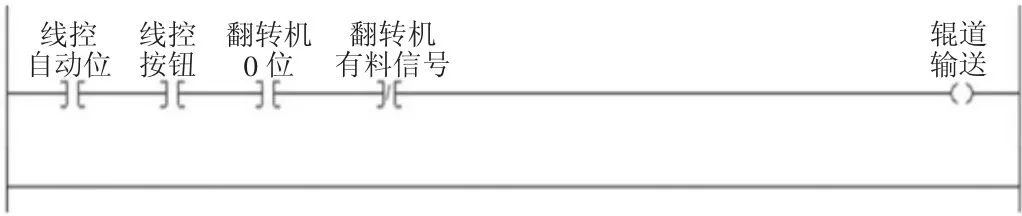
图4 线控PLC 程序控制
3 改善效果验证
3.1 逻辑控制验证
为了检验逻辑控制的正确与否,采用实物模拟的方式进行验证。当输送辊道正在向翻转机输送烟箱时,模拟翻转机有料信号或去除0°位信号,验证输送辊道是否会停止输送烟箱。验证结果满足设计要求。
3.2 生产联动验证
除了逻辑控制验证外,还采取生产联动验证,在翻转机正常旋转的情况下,人为进行误操作,观察输送辊道上的烟箱是否往翻转机输送烟箱,验证结果为不会出现往翻转机输送烟箱卡塞翻转机的情况[5]。
4 结语
通过对纸箱开包机翻转机的安全防护改善,有效防止因人为误操作导致烟箱卡塞翻转机的现象。新的线控逻辑能够保障操作人员的人身安全,同时提升设备的稳定性,降低误操作导致的设备故障。
该纸箱开包机翻转机的安全防护改善,也验证了这项改善方案的可行性,为具有翻转功能的设备的提供改善经验。
猜你喜欢
汽车之友(2021年23期)2021-12-24
冶金设备(2019年6期)2019-12-25
山东冶金(2019年3期)2019-07-10
电子制作(2018年9期)2018-08-04
汽车工程师(2018年3期)2018-07-12
重庆与世界(2017年8期)2017-11-24
故事林(2017年19期)2017-10-17
重型机械(2016年1期)2016-03-01
陶瓷学报(2015年4期)2015-12-17
天津冶金(2014年4期)2014-02-28
