
铜基钎料的研究进展及应用
2022-05-06 06:31龙伟民杨浩哲
电焊机 2022年4期
杨 骄,龙伟民,鲍 丽,刘 攀,杨浩哲
郑州机械研究所有限公司 新型钎焊材料与技术国家重点实验室,河南 郑州 450000
0 前言
近几十年来,随着钎焊技术的快速发展,具有低熔点、良好工艺性等优点的银基钎料[1]引起了国内外钎焊界学者的广泛关注。但银基钎料有生产成本过高,挤压、轧制、拉拔等加工过程中不可避免地存在夹杂物,影响钎料使用性能和连接质量以及污染环境[2]等问题,为了满足绿色环保要求并增加经济效益,寻找可以取代银基钎料的材料成为钎焊领域的迫切需求。铜是人类最早使用的金属之一,具有优良的导电性、导热性、耐蚀性、延展性和一定的强度,可广泛应用于电气、化工、冶金、食品、航空航天等领域。Cu基钎料作为一种高温钎料,具有成本低、钎焊工艺性能好、硬度适中、钎焊接头性能好、钎料流动性较好等特点,最有可能取代Ag基钎料。但是纯铜的熔化温度过高,在钎焊领域应用范围较窄,许多研究人员通过合金化的手段降低其熔点,提高润湿性。目前应用较多的铜基钎料有Cu-Sn系、Cu-P系、Cu-Zn系等,具有较好的钎焊工艺性能且价格便宜,广泛用于各类金属材料的连接,包括钎焊不锈钢、铜及铜合金、金刚石、高温合金等,在机械、电子器件、航空航天、制造业等被广泛采用[3]。
文中将铜基钎料按合金成分不同分为5类,针对各类铜基钎料的研究进展和工业应用等方面进行汇总评述,提出铜基钎料目前研究的不足及未来的发展方向,以期为从事铜基钎料及其应用的相关研究人员提供理论参考。
1 纯铜钎料的研究进展及应用
纯铜也就是工业上常见的紫铜,主要因表面形成氧化铜后呈紫色而得名,密度为8.9 g/cm3,熔点1 083℃,含铜量不少于99.5%,具有良好的导电性、导热性好和塑性。纯铜作钎料时,钎焊温度约为1 100~1 150℃,纯铜对钢有很好的润湿性和填满钎缝的能力,适用于低碳钢、低合金钢的钎焊。根据GB/T 6418-2008《铜基钎料》标准,目前可用的高铜钎料[3-5]有 BCu97、BCu99、BCu100-A、BCu100-B、BCu99(Ag)等。纯铜易氧化,钎焊时需要一定的气体保护,多在惰性气氛(如He)、还原性气氛(如H2)和真空条件下钎焊。且纯铜钎焊时加热温度过高,一般通过向铜中加入微量金属元素来降低熔点,但并没有使熔化温度明显降低。因此现今对纯铜或高铜钎料的研究与应用很少。罗意[6]等人通过采用纯铜粉末在1 105℃下真空钎焊具有不同钎焊间隙的20钢与GH3030合金异种金属,研究钎焊间隙对其接头界面组织的影响,结果表明钎焊间隙在1.0~1.3 mm时,接头性能最好,钎缝间均形成了较明显的反应层。
2 Cu-Sn系钎料的研究进展及应用
Cu-Sn合金的熔点较低、强度较高、经济性好,是焊接金刚石工具、陶瓷等非金属的优良材料之一,也是钎焊工具钢和硬质合金最常用的钎料。为了提高钎料的润湿性和接头强度,在钎料中常添加Mn、Ni、Fe等合金元素,主要应用在制备金刚石工具,多应用于能源、航空航天、机械、电子及木材、石材加工等行业。在Cu-Sn合金中添加一定含量的活性元素Ti、Zr等,通过液态钎料中的活性元素与金刚石中的C元素发生反应,形成化合物,从而实现冶金结合,形成可靠连接的接头。由于Sn含量较高易生成化合物,脆性较大,在钎焊过程中会对金刚石组织和性能产生不利影响。文中主要阐述了Cu-Sn-Ti活性钎料的研究与发展,不同工艺下使用此系列钎料导致的组织与性能的变化情况。
E.D.KIZIKOV[7]等早在1975年发表的论文中就研究了Cu-Sn-Ti合金用以粘结金刚石磨具。MASAAKI NAKA[8]等进行了 Cu-Sn-Ti三元系液相线的测定,结果表明,通过测定Cu-Sn-Ti三元系的初晶相和液相反应,建立了Cu-Sn-Ti三元系的液相线面,为后续合金化学成分与性能的研究奠定了理论基础。JINBIN LU[9]等采用Cu-Sn-Ti改性铜基钎料钎焊金刚石,研究了填充合金对钎焊单层金刚石磨具性能的影响,发现含Cu、Sn粉末的钎料合金钎焊金刚石能实现良好的化学冶金结合,在凝固时填充合金形成Cu基枝晶和Cu5.6Sn、Cu3Sn金属化合物,硬度不高,但性能较好。Liu S[10]等采用Cu-Sn-Ti活性粉末在真空条件下填充合金,通过改变温度和停留时间研究钎料的扩散性能,发现活性粉末填料中的Ti元素优先扩散到晶粒表面,从而在钎焊接头中形成富钛反应层。
近几年随着新技术的出现和高速发展,一些学者将快速凝固技术和合金化等手段应用于Cu-Sn-Ti合金钎料的制备,并进行了一系列的探索。通过采用急冷技术使Sn含量较多的钎料也可制备出薄带状非晶态钎料。轩庆庆[11]等研究了CuSnTi活性钎料组织性能及非晶态钎料钎焊金刚石,成功制备出非晶态 CuSn20Ti10 活性钎料,其组织如图1[11]所示。发现与晶态钎料相比,非晶态CuSnTi钎料的熔化温度较低,润湿面积有较大提高,熔化后的非晶钎料层硬度高、耐磨性好,与石墨、钢基体和金刚石的结合面较好。Li X[12]等研究了快速凝固时Cu-Sn和Cu-Sn-Ti合金的显微组织和相形成,并与以低冷却速度凝固的合金进行比较。结果发现在高冷却速率下,二元Cu-Sn合金中亚稳态Cu5.6Sn相是通过β相的无扩散马氏体相变形成。随着Sn含量的增加,α相、Cu5.6Sn和δ相优先发生转变。在三元Cu-Sn-Ti合金中,随着Ti含量的增加,(Cu,Sn)3Ti5和α相有所增加,但Cu5.6Sn的质量分数降低。该研究可用于不同冷却速率下的快速凝固加工技术,为Cu-Sn合金钎料的优化与利用提供了理论依据。邓腾辉[13]等研究出可直接用来钎焊Al2O3陶瓷与Kovar合金的Cu-Sn-Ti-Ni活性粉末钎料。Miao Q[14]等在Cu-Sn-Ti合金粉末中加入不同含量(5%、10%、15%和20%)的石墨颗粒作为结合剂,以研究不同石墨含量对研磨层结合性能的影响,从而提高金属结合剂砂轮的性能。发现石墨可以与Cu-Sn-Ti合金实现连接,并提供了较弱的结合强度,在石墨含量为10%时最有利于满足高速磨削的要求。但目前国内有关非晶态Cu-Sn-Ti活性钎料的研究报道较少,缺乏一定的理论和技术支持。
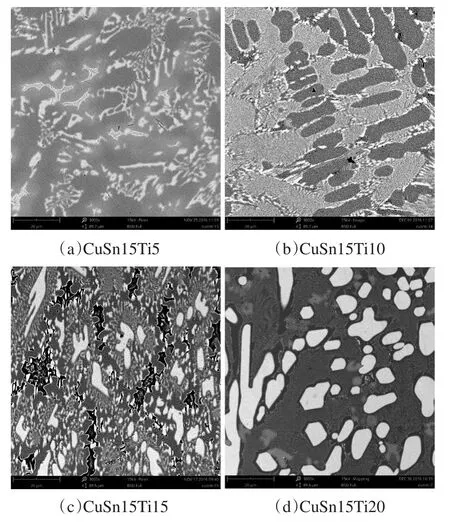
图1 CuSn15Ti系列活性钎料Fig.1 CuSn15Ti series active brazing filler metal
3 Cu-P系钎料的研究进展及应用
Cu-P系钎料是一种自钎剂钎料,钎焊过程中能还原氧化铜,具有熔点低、流动性好,焊接接头具有良好的强度和导电性的优点,是550~900℃内替代Ag基钎料的优选钎料,主要用于Cu及Cu合金、Ag及Ag合金、Mo及Mo合金等的钎焊[15],广泛适用于制冷、机械、机电、电器等行业,具有良好的发展前景。为降低熔点、提高流动性,在Cu-P钎料中加入的P含量较高(多在5%以上),由Cu-P二元相图可知,当P含量大于1.2%时,生成α-Cu固溶体和共晶组织;随着P含量增加到8.3%时,Cu-P合金的熔点为714℃(最低),生成α-Cu+Cu3P共晶组织。由于Cu3P是硬脆相,钎焊时多出现在钎焊接头中,导致室温下钎料及接头的塑性很差[16]。目前的铜磷钎料根据工艺的不同可以分为晶态Cu-P基钎料与非晶态Cu-P基钎料。改良晶态Cu-P基钎料可以钎焊铜和铁镍等金属以及陶瓷等,在化工、机电、仪表等行业获得普遍应用。非晶态Cu-P基钎料克服了晶态钎料的缺点,脆性降低,综合性能优良、润湿性好,但制备技术并不成熟,落后于国外,并未大批应用于实际生产中。
3.1 晶态Cu-P基钎料
传统晶态Cu-P系钎料一般经熔炼、浇注、挤压等多道工序加工制得,常温下脆性较大,耐热性和耐腐蚀性能差,可通过添加一些合金元素或控制杂质含量来改善性能。冈本郁男和竹本正[17]使用Cu-P-Sn系钎料在无氧铜板上进行了润湿性试验。结果表明,当Sn含量为10%、钎焊温度为700℃时,钎料具有良好的润湿性,Sn含量继续增加,钎料的润湿性能变化甚微,还会有使铜板发生溶蚀等不良影响。倪雪辉[18]通过控制加工工艺参数制备出存在三类缺陷的Cu-P钎料,三类缺陷分别是宏观偏析、熔体杂质、组织不良,并研究了组织缺陷对Cu-P钎料特性及钎焊质量的影响。发现同一类缺陷的液相线温度、结晶温度区间随缺陷程度的降低而降低,熔体杂质和宏观偏析会引起较大的气孔问题,且气孔随钎料试样缺陷程度的降低而减少。Karamış M B[19]等使用不同的填充金属(如BCuP-2、BCuP-3、BCuP-5、BAg-16和L-Ag40Cd)钎焊ISO-Cu DHP管,确定了钎焊区的不连续性,说明了钎料钎焊区的微观结构由两个或三个不同的区域组成。Li Y N[20]等通过测量铜箔的厚度损失研究母材Cu在Cu-Ag和Cu-P钎料中的溶解行为。结果表明,在相同条件下,Cu-P液态合金中Cu的溶解量大于Cu-Ag合金中Cu的溶解量,P与Ag相比有加速溶解的功能。
3.2 非晶态Cu-P基钎料
相比于晶态钎料,采用快速凝固技术制备的非晶态Cu-P系钎料熔点显著下降[21],流动性较好,常温脆性明显降低,对铜的润湿性大幅提高。一般需要在Cu-P中加入Ni、Sn等元素形成三元系、四元系,更易形成非晶组织。ZOU J[22]等采用单辊快冷设备制备出P含量分别为0.02%、0.03%、0.04%的三种Cu-P基钎料箔,发现三种淬火填充金属的结构均为非晶态,P含量为0.03%时熔化温度最低,对Cu的润湿性最好。随着钎焊温度和时间的增加,Cu-P基淬火钎料的润湿性有先增大后减小的趋势。覃思思[23]等采用真空气雾化法制备出Cu-P-Sn-Ni低熔点钎焊合金粉末,该粉末表面较光滑、成分分布均匀、熔点较低,但熔化温度区间较大。仍需对钎料成分配比进行优化,以期获得更高性能的非晶合金钎料粉末。Xu X P[24]等研究了晶态和非晶态Cu-PSn-Ni钎料在加热过程中微观形貌的变化,如图2所示,可以看到非晶态钎料填充金属后的微观结构明显不同于晶态焊料,非晶态钎料填充金属呈现共晶层状结构,而晶态钎料填充金属虽然也是共晶合金,但经历了缓慢的合金凝固过程。此外,非晶钎料在加热时,少量Cu3P化合物、Cu88Sn22和(Cu,Ni)3P相化合物形成γ-Cu固溶体,最终形成Cu88Sn22+Ni12P5+(Cu,Ni)3P3三元共晶组织。Sami[25]等在 Cu-P合金中加入9.7%Sn、5.7%Ni,使用Cu-9.7Sn-5.7Ni-7P非晶态钎料钎焊多孔铜与铜板,并研究钎焊参数对多孔铜及钎焊接头的影响,发现随着温度和时间的增加,底部接头处的钎焊焊缝厚度减小,且填料在整个粘合区域中的扩散程度较高。接头界面处Cu-P、Cu-Ni和Ni-Sn相的形成会造成表面硬化效应,从而增加钎焊接头和多孔铜的硬度。Zahri[26]同样使用非晶态Cu-9.7Sn-5.7Ni-7.0P填充金属将多孔泡沫铜(PCF)钎焊到Cu上,主要研究钎焊界面的微观结构与扩散行为,确定了扩散层中Cu3P和Ni3P、Cu和Cu6Sn5相的脆性相。非晶态Cu-P钎料的性能较为优异,克服了传统晶态钎料脆性大、杂质含量较多、耐腐蚀性差等缺点。国内外在非晶态新型钎料方面均有所研究,但国内在快冷技术和非晶钎料的研究多在实验室方面,实际应用于工程技术方面相对较少,所以如何将性能优越的非晶钎料降低成本并广泛投入生产还是一个难题。
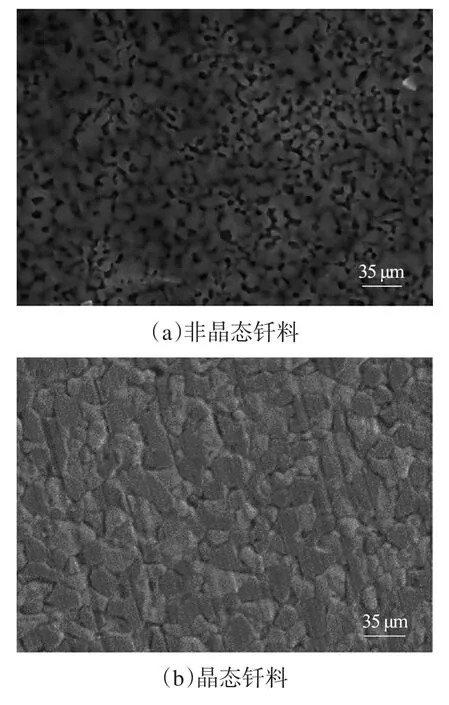
图2 380℃钎焊保温10 min后Cu-P钎料微观结构Fig.2 Microstructure of Cu-P brazing filler metal at 380℃ for 10 min
4 Cu-Zn系钎料的研究进展及应用
为降低高Cu钎料的熔点,可加入一定量的Zn。由Cu-Zn二元合金相图可知,当Zn含量小于35%时,为强度、塑性良好结合的固溶体α相,性能较好,但熔化温度高(≥1 000℃);随着Zn含量的增加,合金的液相温度降低,出现β、γ相,β相是化合物相,强度高而塑性低,而γ相脆性极大。故Zn含量必须适宜。由于黄铜钎料的高温强度和蠕变强度较低,当温度超过400℃后,钎焊接头的强度急剧下降,钎料氧化严重,故不能用于在较高温度下工作工件的钎焊,主要用来钎焊常温下的不锈钢等,可制成条、环、丝、带等不同形状,广泛应用于制冷、仪器仪表、航空航天等行业。因黄铜钎料[27]中的Zn有毒,易挥发,使熔点增高,破坏接头致密性,作钎料时要在保护性气氛或真空条件下进行焊接,或在黄铜钎料中加入少量硅。故黄铜也较少单独作为钎料使用。
目前Cu-Zn系钎料有H1CuZn64、H1CuZn52、BCu54Zn、H62钎料[6]。张建军[27]采用电阻钎焊的方法,以脱水硼砂为钎剂,以H68、H62为基体钎料,研究添加钎剂中的Zn粉、Mn粉、Mo-Fe粉对钎焊接头性能的影响,证明该方法可以使钎缝合金化,同时得出钎焊后接头性能与HL105相似的黄铜涂药钎料的配方。赵宇[28]等采用在保护气氛炉中钎焊A3钢与A3钢,钎料为H62黄铜,找到获得A3钢钎焊接头综合性能的最佳工艺参数为:钎焊温度930~950℃,钎焊时间5~8 min,钎焊间隙0.08~0.1 mm。谢长林[29]等研制出药皮黄铜钎料,其主要成份是硼砂、硼酸,在黄铜丝状钎料表面涂压药皮而制成的药皮钎料可直接进行钎焊,而无需钎剂。研究结果表明,药皮黄铜钎料具有优良的钎焊工艺性能,液态钎料流动性好,成形美观,完全能代替HS221黄铜钎料。Wang H[30]等采用激光-钨极惰性气体复合焊接方法,以黄铜作为中间层,实现了Q460高强钢与6061铝合金的焊接工艺,研究了Cu-Zn中间层对焊接接头微观结构、元素分布和力学性能的影响。曹立兵[31]提出了一种无银黄铜钎料合金的制备,按照成分:Cu 50%~56%、Sn 0.5%~3%、In 0.06%~0.4%、Ni 1%~4%、稀土元素0.004%~0.02%、Mn 2%~6%,余量为Zn,该无银黄铜钎料合金虽不含银和镉,但可以降低黄铜钎料熔点,且具有活性高的优点。
国内外钎焊不锈钢多用Ag基钎料,在Cu-Zn钎料中加入少量Ag形成AgCuZn钎料[32-33],安全无毒、熔点低、性能良好、应用面更广泛。马超力[34]等采用火焰钎焊,以黄铜/304不锈钢作为母材进行搭接钎焊试验,研究了低银Ag-Cu-Zn钎料[w(Ag)≤20%]的熔化特性、铺展性能和钎料显微组织。结果表明,低银Ag-Cu-Zn钎料显微组织主要由Cu基固溶体、Ag基固溶体和Cu-Zn化合物相构成,Ag含量为17%、In为1%时,钎焊接头成形美观、组织致密、无缺陷存在,综合性能良好。Wu J[35]等研究了含In和微量Pr的新型低银12AgCuZnSn钎料对铜和304不锈钢进行火焰钎焊时钎焊接头组织和性能的影响,发现添加In可使钎料的固液相线降低,Pr对其熔化温度影响不大。如图3所示,添加In和Pr时,钎焊接头的剪切强度明显提高,使用12AgCuZnSn-2In-0.15Pr进行钎焊可获得峰值剪切强度。
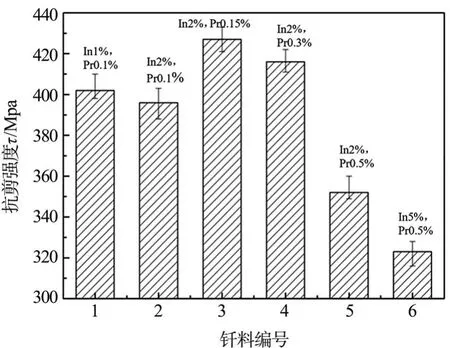
图3 不同In、Pr添加量12AgCuZnSn xInyPr的钢/钢搭接接头的抗剪强度Fig.3 Shear strengths of steel/steel lap joints using 12AgCuZnSn xInyPr with different In and Pr contents
5 其他Cu基钎料的研究进展及应用
5.1 Cu-Ge钎料
Ge的熔点为937℃,在铜中加入Ge可以降低熔点和蒸气压,当Ge含量低于12%时形成α相固溶体组织,造成较大的晶格畸变,实现强度和塑性的良好结合。由于Cu-Ge化合物具有高稳定性、强抗氧化能力和良好的光学性能等,有望用来提高Cu薄膜的稳定性[36]。其在钎料方面应用相对较少,可用于钎焊电子器件,多采用真空熔炼等方法制备以减少有害杂质。
5.2 其他几种Cu基钎料
Cu-Mn系钎料作为浸渍钎料之一,在适当的配比下可以获得较低的熔点,且其强度和塑性良好,适用于钎焊碳钢、不锈钢、硬质合金刀具等。目前比较具有代表性的其他几种钎料体系、类型、科研机构及其研究内容如表1所示。
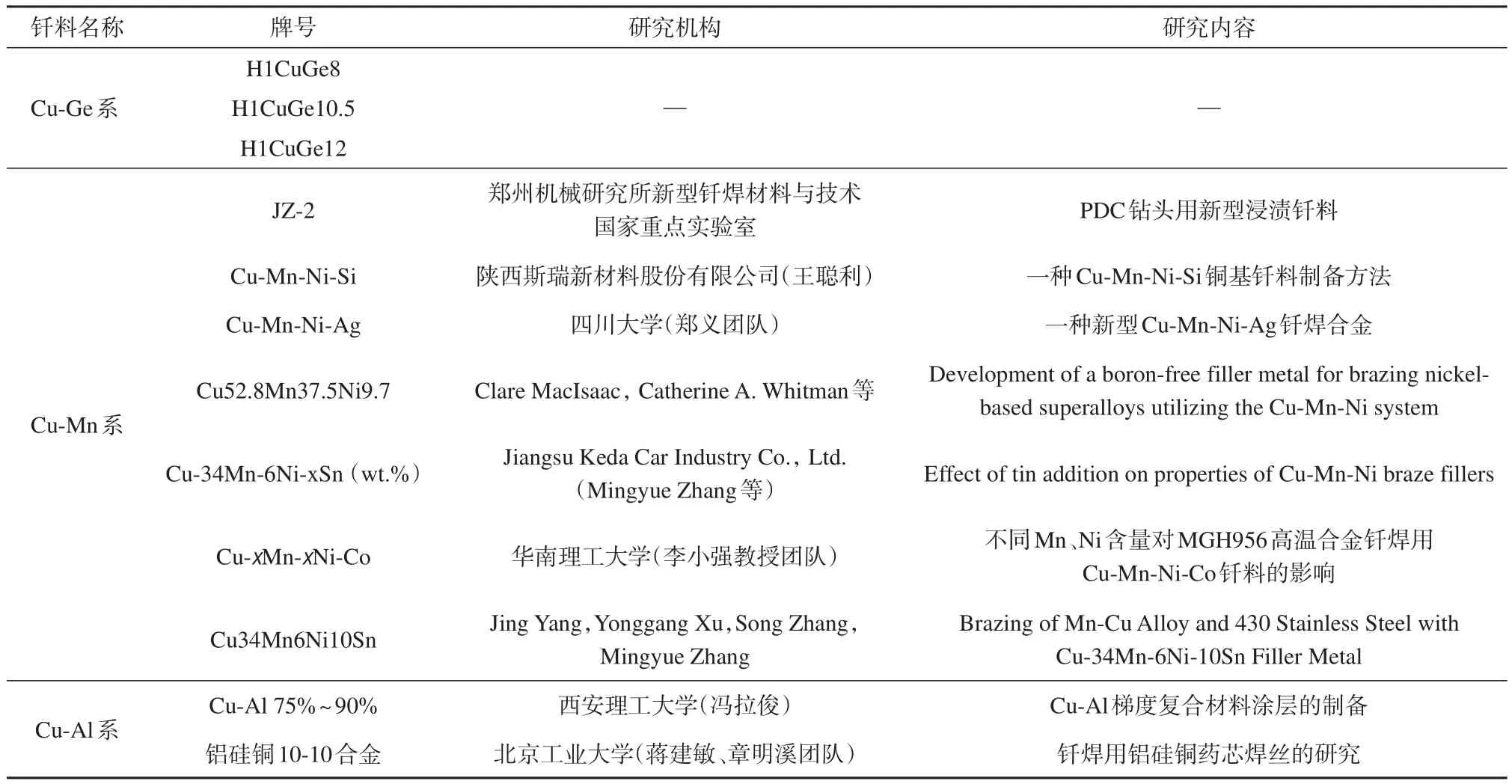
表1 其他Cu基钎料型号、研究机构及内容Table 1 Types,research institutions and contents of other copper-basedbrazing filler metals
6 结论与展望
尽管Cu基钎料已经取得了显著的研究成果,但仍有一些值得探索的问题,目前国内Cu基钎料的研究主要集中在:(1)非晶态Cu-P钎料、Cu基活性钎料(Cu-Sn-Ti、Cu-Ni-Ti等)和Cu-Ag-Zn钎料等方面研究较多,其他几类钎料的研发报道相对较少;(2)制备技术落后,目前快速凝固新技术主要应用于Cu-P钎料,其他Cu基钎料仍通过传统熔炼、轧制和退火等工艺制备,制造工艺落后,不能实现绿色环保要求;(3)多数钎料的研究以元素合金化及钎料结晶化为主,在合金化的成分设计及优化方面仍需深入研究,且对Cu基钎料的润湿机理和界面反应方面鲜有报道;(4)Cu基钎料在优化配比、设计上所需要的三元、多元相图极其缺乏,在组织和性能的数值模拟上有所欠缺;(5)相比于Ag基钎料,Cu基钎料用钎剂方面研究较少。
Cu基钎料应用市场广阔,为获得更好的焊接性能及应用,需要更多学者和研究人员的关注。因此,未来的研究方向是:(1)开发低成本、绿色环保、高性能的铜基钎料。目前市场上Cu基钎料中多含部分Ag,可在少用或不用Ag方面多做研究,以节约生产成本;(2)现有的Cu基钎料多数在加热速度慢时会出现成分偏析现象,对此研究较少,且希望更多研究集中在其扩散机理等方面;(3)Cu基钎料的制造面向智能化、多元化、数字化,改变传统熔炼等工种低效率、高能耗的制造工艺,开发出加工Cu基钎料自动化的高端设备,可以有效降低人工成本、提高生产效率,拓宽其市场需求。
猜你喜欢
消费电子(2022年5期)2022-08-15
航空动力(2022年1期)2022-03-09
有色金属材料与工程(2018年4期)2018-11-25
安徽农业科学(2018年21期)2018-05-14
三联生活周刊(2017年38期)2017-09-19
江苏农业科学(2017年10期)2017-07-21
科学与财富(2016年29期)2016-12-27
缤纷家居(2016年2期)2016-07-25
青年文摘·上半月(1982年2期)1982-01-01
