桌面三轴数控铣床的设计*
2022-05-05 00:59黄佐凯袁志成马思佳杨倩倩姜海翔
南方农机 2022年9期
黄佐凯 ,杜 洋 ,袁志成 ,马思佳 ,杨倩倩 ,姜海翔
(荆楚理工学院通用航空学院,湖北 荆门 448000)
随着经济的飞速发展,数控技术应运而生,成为制造业的主流,在国内外的CNC设备中绝大多数都是专用器械,造价高且维修成本昂贵,很大程度上阻碍了数控加工技术的应用和发展[1]。基于市场需求,对桌面级三轴数控铣床进行设计,满足了教学等方面的需求,同时降低了教学成本和使用危险系数。
1 整体方案
1.1 设计目的
数控机床运用数字化信号对其行进和加工过程进行控制。它是一类具有前沿技术且自动化水平很高的机电一体化加工器械。它综合了应用计算机、自动控制、自动检测及精密机械等高新技术,是数控技术与机床相结合的产品。应用数控机床加工产品,产品加工质量好,加工精确度和效率都要比普通机床高,尤其在表面不规则、繁杂的曲线或曲面、多工艺复合化加工和高精度要求的产品加工时,这一长处是传统机床所无法相比的[2]。数控技术在现代机械制造领域中代表了机械设备工业技术水平和加工生产现代化水平,是机械行业新兴高端技术发展的基础。
1)数控技术在教育领域遇到的难题,如图1所示。

图1 教育困难分析图
①买不起:造价昂贵,一台机器造价就是几十万甚至上百万,大部分学校只能购买几台用于教学,有的学校甚至没有能力购买机器用于教学。很难实现在校生一个班每人一台机器用于实操。
②养不起:市面上的数控机床都是体积庞大的,需要很大的安装场地,对安装场地的湿度、洁净度都有要求,而且日常需要润滑油、液压油和专业的维护人员。所以大部分院校在维护和使用上花销大。
③用不起:学生在实操学习的时候,耗材、刀具消耗极大,会出现撞刀、误操作损坏机床等情况。这对于一个学校来说经济压力是很大的。
④担不起:对于初学者,学生在实际操作的时候会出现很多严重的失误,就算是规范作业,但还是避免不了出现严重安全事故。对于这种大型机床,一旦出现事故,轻则擦破皮,重则致残。这无论是对高等院校还是对任课教师来说,都是承担不起的。
数控铣床广泛应用于各大领域,但是现代的数控加工铣床的特点就是占地面积大、不易移动位置、安装难度大,对场地面积和环境的要求都比较高。在这种情况下,很多小型零部件对加工精度要求高的,单件生产在大型现代数控铣床上加工和普通加工工艺上就很难实现,因此课题组提出桌面三轴数控铣床的设计。
桌面数控铣床秉承了现代数控铣床高精度、自动化、可编程的特点,采用G代码运行机床,可对小部件进行加工,移动方便,而且重量轻,搬运简单。解决了小型零件加工成本高的难题,可雕刻电路板,铣平面。G代码控制灵活性高,可铣削、雕刻出随意图形的产品,可广泛应用于学校课堂教学、小型产品开发、个人创作等。
2)与普通工业用数控铣床相比,桌面数控铣床具有以下特点。
①制造成本低:该设备的成本价仅仅几千元。
②危险指数低:应用24 V直流电供给,不用担忧漏电防护,主轴功率以及刀具工作范围都小,本就难以造成较大伤害而且另有护罩阻隔,机器部件也小,基本不会出现伤人情形。
③场地要求低:可置于桌面上,供学习使用。
④维护费用不高、耗材便宜:无需日常维修和保养,耗电不高,可用木板等代替教学,教学成本低[3]。
1.2 系统组成结构
本系统的主控制模块采用PC+Arduino单片机进行控制,驱动系统采用步进电机和步进电机驱动器的组合。主轴电机驱动方案采用PWM脉宽调制技术,通过改变脉冲序列的占空比来改变输出电压,进而控制直流电机的转速[4]。传动机构运用高精度的丝杆螺母副。此外,还有雕刻机电源模块和辅助模块。控制系统原理图如图2所示。

图2 系统原理图
2 硬件平台设计
整体结构刚度是CNC加工精度的根本保证[5]。传统数控设备传动多采用滚珠丝杆,机身材料则采用各种钢材。这种方式虽然整体的刚度非常高,但相应地也导致整体重量大幅提升。本文采用如图3所示的铝型材搭建桌面CNC平台,搭配丝杆和光轴进行传动和支撑。采用铝合金的铝型材强度高、密度低,而加工成特别截面形状后,又使刚度显著上升。铝型材在等体积抑或等重量情况下的抗弯能力更好。更加值得注意的是,铝型材作为标准件价格低廉还简便容易获取,用它构建平台拥有很高的灵活性。
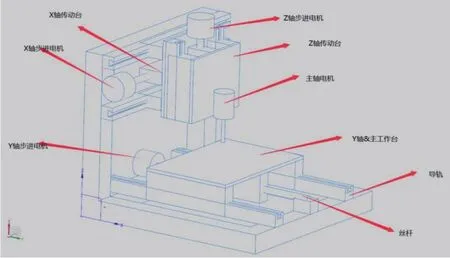
图3 结构设计图
平台主要以铝材搭建,X轴、Y轴、Z轴分别由一个受32细分步进电机驱动器驱动的42步进电机驱动。主轴是一个直流电机,由PWM调速器来调速,直流电机安装手动钻夹头,钻夹头可以安装铣刀、钻头等,通过G代码编程可加工出设想的形状。由丝杆螺母来传动,可精准定位,传动稳定[6]。
2.1 驱动配置
运动机构需要配合良好的驱动机构方能实现高精度的定位[7]。铝型材搭建桌面CNC平台,采用DRV8825驱动器,其主要特点如下:大电流2.5 A,高支持32细分,4层PCB板,散热效果更好。而且这样的构造芯片内阻更小,发热更低,散热能力也更强。
DRV8825驱动器的主要参数。尺寸:1.5 mm*2 mm;可驱动电流:2.5 A;细分:1,1/2,1/4,1/8,1/16,1/32;制造工艺:SMT贴片机制造,非手工焊接,良品率更高,性能更稳定。
DRV8825驱动器的特点:适合驱动45 V,2.5 A以下的步进电机;只有步进和方向控制接口;六种不同的步进模式,即1、1/2、1/4、1/8、1/16、1/32;可调电位器可以调节大电流输出;自动电流衰减模式检测选择;过热关闭电路,欠压锁定,交叉电流保护;接地短路保护和加载短路保护。
如果设置为32细分后,当控制器给驱动器一个步进脉冲时,电机仅转过0.056 25°,满足平台对其运动精度的要求。DRV8825驱动器体积小,精度高[8],价格低廉,满足铣床低成本的要求。
2.2 传动结构设计
三轴数控桌面铣床的主轴相较于普通机床传动,加工对象负载小、面积不大,故三轴数控桌面铣床结构更简单,操作更方便[9]。
传动机构采用滑动丝杠螺母机构,X轴、Y轴、Z轴分别各采用滑动丝杠螺母机构,滑动丝杠螺母机构结构强度很高,定位精确,利用斜面原理,将转动变成平动。丝杠转一圈,螺母位移一个螺距。滑动丝杠螺母机构结构简单,加工方便,制造成本低,具有自锁功能[10]。即使在加工过程中突然断电,主轴也不会突然掉落下来,这对刀具有很好的保护作用。滑动丝杠螺母机构将转动转化为平动,结合步进电机可以非常精确地定位[11]。
3 软件使用
铣床用的是开源在线编程软件Grbl control,可以在线用G代码编程,软件与Arduino单片机连接后,对机床的零点可在线进行设置,软件可自动生成简单的图形G代码,可以在软件内手动编程G代码,在软件内可对自己的代码的刀具运动轨迹进行预览,从而检查自己的代码与预期的差别,并可以及时地修改。当运行软件时,软件将一条条G代码传入单片机内,机床运行完一条指令,软件送入下一条指令,直到完成整个任务。
3.1 Grbl control软件特点
Grbl control作为只针对Arduino单片机的G代码编译和活动控制的开源程序,成本低,性能高,以并口运动控制为基础,将其用于CNC雕镂镌刻。只要它配备了Atmega 328型芯片,就可以运行在Vanilla Arduino (Duemillanove/Uno) 。运用AVR芯片实现精准的时序和异步控制的控制器,由C语言为基层代码。Grbl可以持续输出超出30 kHz的稳定、无偏差的脉冲,它通过了数个CAM手段的输出测试,接受标准的G代码。弧形、圆形和螺旋的运动都可以像其他一些基本G代码命令一样轻松实现。Grbl包含完整的加速度控制,以实现平稳的加速和无冲击的转弯。
3.2 控制思路
根据想要加工的零件,编写出G代码,送入到Grbl control软件内,软件计算出脉冲数和宽度,并给定间隙补偿量,然后通过USB串口将数据一条条发送到单片机内,单片机控制步进电机驱动器,驱动器驱动步进电机完成加工任务。控制流程图如图4所示。
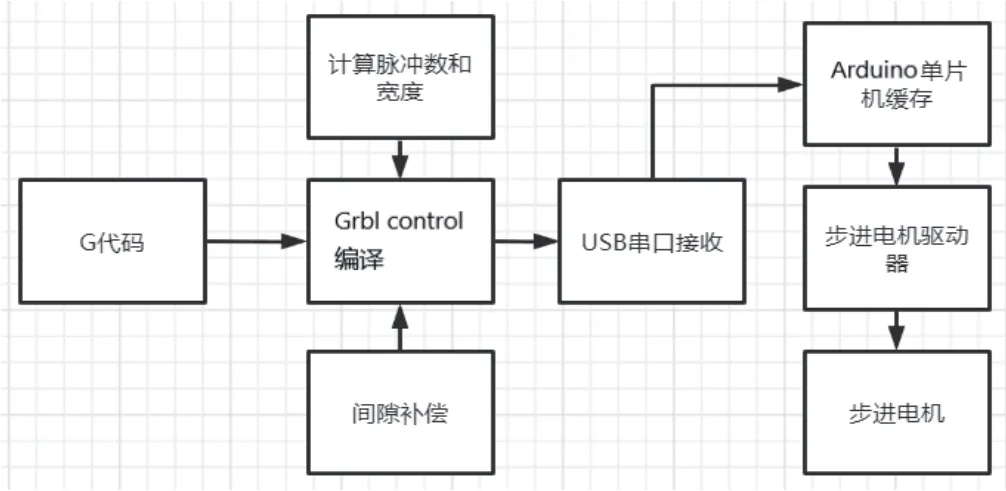
图4 控制流程图
3.3 部分G代码使用说明
编程部分代码指令如表1所示。

表1 部分代码说明表
在运用编程软件进行指令编写的时候,其指令和华中数控系统是非常类似的,基本上和华中数控系统一样。根据要加工的图形,编写G代码,导入机床即可完成任务。
4 结语
课题组基于Grbl control开源平台,应用Arduino单片机等技术设计了一款桌面级CNC加工平台。该平台拥有通用化、精度高、成本低和远程操控等诸多优点,可运用到教学、制作DYI等领域。和通常的大型机床相比,该平台拥有体积小、重量轻、开源容易、性价比高等优点。与其他机床相比,桌面数控铣床在制作价格、加工精度等方面具有很大的优势,完美迎合了当前相关领域的市场需求。
猜你喜欢
农机使用与维修(2022年11期)2022-11-17
哈尔滨轴承(2022年1期)2022-05-23
南方农机(2022年10期)2022-05-14
内燃机与配件(2022年2期)2022-01-17
北华大学学报(自然科学版)(2021年3期)2021-07-13
机电信息(2020年23期)2020-09-26
电脑爱好者(2020年6期)2020-05-26
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新·小学生(2019年8期)2019-08-27
北京航空航天大学学报(2017年5期)2017-11-23