
光纤环缠绕机视觉监控系统的设计及实现
2022-04-29 16:15张紫澳宋世杰翟欣怡张乔李孟铭高丹莉
计算机应用文摘 2022年17期
张紫澳 宋世杰 翟欣怡 张乔 李孟铭 高丹莉

摘要:光纤缠绕技术是制光纤陀螺仪的一项关键技术。在光纤缠绕过程中会出现“间隙”“爬丝”等问题,然而人工肉眼观察工作量极大,细微的被测物对于肉眼的分辨率来说更是一种挑战,因此文章设计了一个利用机器视觉非接触方式实时监测系统,为绕线设备的动作控制提供相关依据,解决了人工检测费时、低效的问题,提高了光纤缠绕机自动化水平、稳定性和控制精度,对实际生产生活具有重要意义。
关键词:机器视觉;光纤缠绕;缺陷监测系统;图像处理
中图法分类号:TP277文献标识码:A
Design and implementation of visual monitoring system foroptical fiber ring winding machine
ZHANG Ziao,SONGShijie,ZHAIXinyi,ZHANGQiao,LIMengming,GAODanli
(Hubei University of Technology,Wuhan 430000,China)
Abstract:Optical fiber winding technology is a key technology of making fiber optic gyroscope. During the optical fiber winding process, such as “gap” “climbing" problems, will appear, however, subtle measurement is a challenge for the resolution of the naked eye, so this paper puts forward a machine vision contact real-time monitoring system, which provides relevant basis for winding device action control, solves the manual detection of time-consuming and inefficient, improves the fiber winding machine automation level, stability and control accuracy, is of great significance to the actual production and life.
Key words: machine vision, optical fiber winding, defect monitoring system, image processing
現代光纤陀螺仪在航海、航天和国防工业中精确确定运动物体方位的过程中起到了至关重要的作用,由于其在角速度以及加速度测量方面的优越性和在动态范围、灵敏度和可靠性等方面的显著优势,使其在军事方面有着广泛的应用[1]。它对一个国家的工业、国防和其他高科技的发展具有十分重要的战略意义。然而,光纤陀螺仪的性能参数直接受光纤环缠绕质量和精度的影响,因此有必要对光纤环绕制表面的绕制情况进行实时检测与控制,以保证制品的质量。
1系统技术方案
本文在现有光纤环缠绕机的基础上,加入视觉检测功能,利用计算机自动采集并外理图像数据,将该视觉检测模块与原有的缠绕控制功能融合在一起,实现对陀螺仪光纤环缠绕机的控制以及环绕质量的可视化检测,由监控系统驱动底层 PLC 控制相应电机实现陀螺仪光纤环的自动缠绕,同时由工业相机监测光纤环缠绕过程,自动检测关键缠绕缺陷,辅助操作人员尽早发现缺陷并处理,从而达到产品质量控制的目的。
该系统包括自动缠绕控制系统和缠绕质量视觉检测系统两个部分,分别显示在同一个主机所连的两个显示屏上,同时缠绕质量视觉检测系统将相关缺陷信息和数据共享给自动缠绕控制系统,以驱动自动缠绕控制系统根据视觉检测系统实施控制参数调整和反馈控制。
2系统硬件组成
2.1照明系统
使用显色性好的 LED 光源,以增强目标的边缘清晰度,同时消除了阴影和噪点所带来的影响,清晰地分离了检测区域与背景区域。根据光纤缠绕视觉监控系统的技术要求和光纤在其表面反射的特殊性质,选择如图1所示的摄像机坐标位置方案,即背光照明。在光纤下方的是矩形阵列 LED 光源,并且平行于主轴,当摄像头拍摄时,物体阻挡光源的直射光,不会在图像区域产生亮点[2]。将黑色照相布作为背景图像,保证了拍摄图像亮度的均匀度,被测对象的边缘可以产生强烈的对比度轮廓,以供图像处理系统进一步分析。
2.2图像识别主机 IPC—CMOS 千兆以太网工业面阵相机
工业相机采用的是海康 MV?CE050?31GC 彩色工业相机,该相机为500万像素,1/2.5”CMOS 千兆以太网工业面阵相机,支持自动或手动调节增益、曝光时间、LUT 和 Gamma 校正等;采用千兆网接口,在无中继的状态下,图像的传输距离能够达到100m;此相机具有高达128MB 的板上缓存,能够有效处理突发情况,并识别后进行图像重传;兼容 GigE Vision 1.2协议及GenlCam标准,无缝接入第三方软件平台。
2.3图像采集卡
图像采集卡捕获图像信号后,将其采集到计算机中,并以数据文件的形式保存在固态硬盘上。当高速运动相机实时拍摄高分辨率图像时,它将产生非常高的输出速率,图像采集卡作为支持多通道输入的设备,能够很好的满足图像处理的需求。
2.4自动缠绕控制系统
控制系统主要由 PLC(可编程逻辑控制器)实现。 PLC 主要由卷绕运动轴、开关控制量和模拟控制量组成。根据图像采集系统反馈的各种状态信息,采用测试软件匹配的算法对控制系统进行处理,控制系统根据图像处理结果向光纤缠绕设备发出控制命令,做出相应的调整动作,极大地提高光纤缠绕机自动化水平、稳定性和控制精度。保证了系统无冲击、无震荡稳定运行。
2.5单点检测模块
待监测的光纤环放置在光纤环缠绕设备的主轴上,并通过工控机以操作员指定的速度运行。在缠绕过程中,照明系统中的控制器以适当的强度作为背景来调整 LED 光源。光纤缠绕状態需要通过固定在可调支架上的摄像头进行实时监控,并以图像的形式显示在工控机上[3]。反馈状态信息由测试软件匹配的算法进行处理。
2.6云计算检测模块
以单点检测模块为基础,将各个检测模块的计算能力集中在云计算平台上,由云平台提供视觉检测服务,便形成了视联网云平台。云计算检测模块包括:视觉终端采集、预处理、云计算服务器、数据储存分析以及应用端访问等[4]。通过多组单点检测模块并行连接,将视频终端或者移动终端采集到的视频信号以无线或有线等传输方式发送给云计算服务器进行智能识别,并分析识别数据生成评价等级报告。同时,云平台进一步对这些检测数据进行挖掘再利用,根据不同的产品型号、厂商以及工艺方式等属性数据建立相关的等级评价体系,以供客户在 PC 端和 APP 上进行访问。
3软件系统
根据光纤缠绕周期结构的特点,分别进行了图像预处理机制的研究以及图像滤波去噪算法、亚像素精度阈值分割算法和基于轮廓区域的实时缺陷监测算法的研究。根据所捕获图像的大致频域特性,设计了一种特定的频域滤波器。经过专业的频域滤波处理之后,有效抑制了光纤上散斑的干扰,使得光纤缠绕结构的特性更加明显。其中,算法识别准确率高达99.98%。
3.1图像预处理机制
由于用于测量的图像通常情况下数据量大、冗余度高。图像预处理是以局部、细节等形式准确定位各种特征信息。在确定图像清晰度和测量尺寸之前,要消除背景噪点的影响,压缩图像的数据量,突出图像有用的信息特征,同时减少了处理时间,从而提高了图像质量和信噪比。
3.2亚像素精度阈值分割算法
当图像的前景和背景灰度差异较大时,可以采用适当的阈值进行背景分离。在一般的阈值分割算法分割的过程中,每个像素只进行一次比较,所以算法的处理速度非常快。但当边缘轮廓模糊时,阈值的选取对定位精度影响较大。亚像素精确阈值分割算法是在一般阈值分割算法的基础上发展而来的。将亚像素精度阈值分割算法应用于圆形阵列目标的亚像素边缘提取,可以大大提高椭圆中心的精度,这也证明了亚像素精度阈值分割算法提取轮廓边缘的准确性。
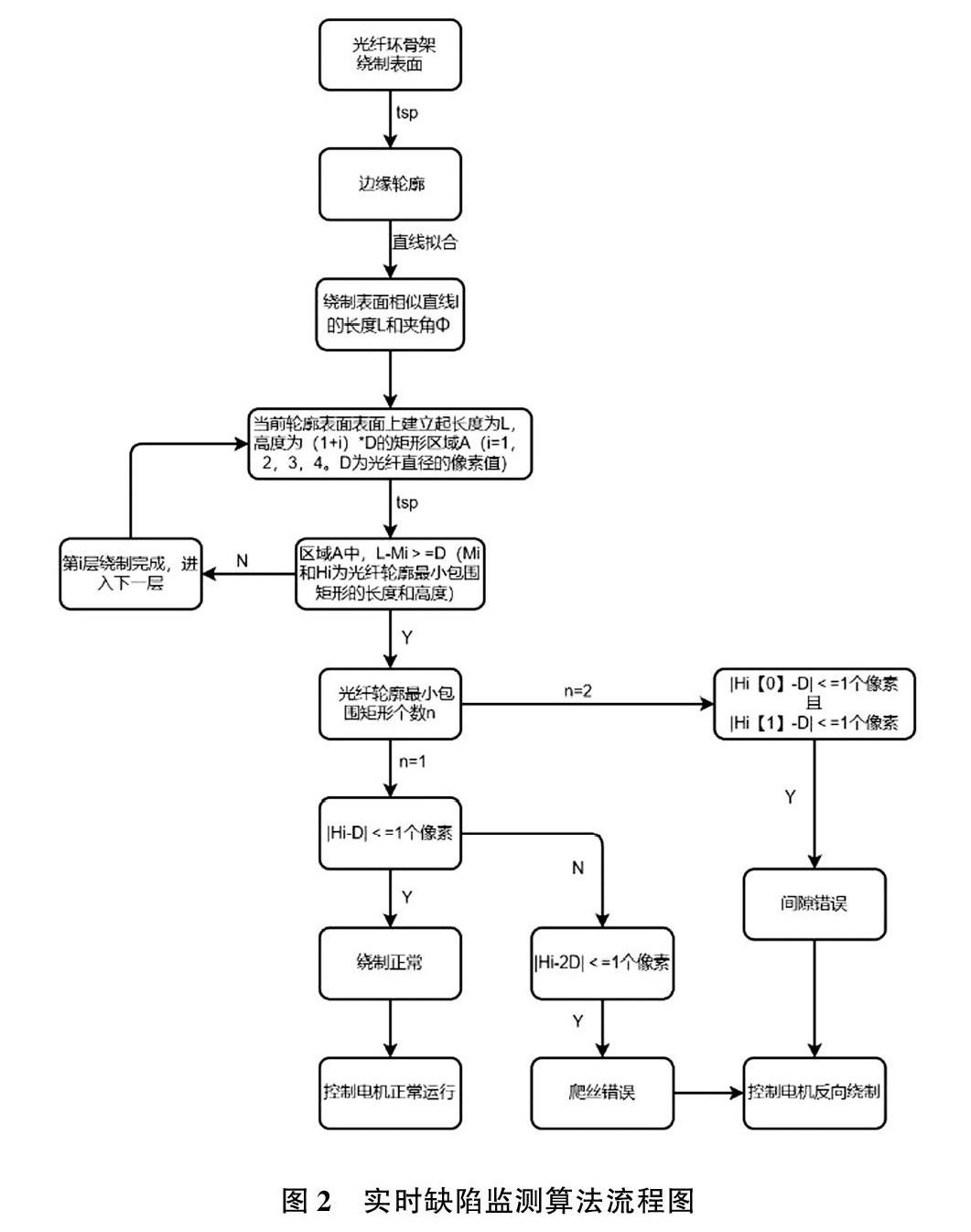
3.3基于轮廓区域的实时缺陷监测算法
亚像素精度阈值分割算法比普通亚像素边缘检测算法具有更高的精度,这为后续的拟合和监测算法奠定了基础。为了消除温度瞬态对光纤陀螺的影响,采用四极对称绕制光纤环。为了监控缠绕过程中的各种状态,提出了一种基于轮廓区域的缺陷实时监控算法,如图2所示。
3.4缺陷检测库自学习与开放式软件体系
设计了开放式软件体系,以满足客户千差万别光纤绕制方法的检测需求;提出了智能检测系统缺陷库自学习机制,不断扩展识别智能算法的样本空间,以提高检测的准确性。
4系统界面
系统设计界面如图2所示。检测系统主要提供实时显示检测界面,用于监控光纤绕线过程。同时,相关人员可以清晰地看到系统的运行状态、检测结果和生产统计数据,便于控制系统的运行。
5总结
本文介绍了对制造光纤陀螺仪进行实时监测时利用数字图像处理技术,为光纤缠绕技术的改进提供了参考依据,并从硬件和软件两方面设计了光纤缠绕机缺陷检测系统,经过上述操作,缠绕光纤的质量得到有效改善。
5.1光纤线包缠绕结构图像采集系统的设计
根据成像原理搭建了图像采集系统。系统采用明场漫射照明方式,采用 CMOS 千兆以太网工业区阵列摄像机和数据采集卡。该图像采集系统的结构简单、操作方便,可以获得清晰的光纤缠绕结构的图像。
5.2光纤缠绕图像处理算法的研究
根据光纤具备的缠绕周期性结构特征,分别进行了图像预处理机制、图像滤波去噪算法、亚像素精度阈值分割算法和基于轮廓区域的实时缺陷监测算法的研究。根据图像的频域特征,设计了特定的频域滤波器,经过频域滤波处理有力抑制了光纤上的斑点干扰,使光纤缠绕结构特征更显著。此外,算法准确率高,识别准确率高达99.98%。
5.3光纤缠绕自动缠绕控制系统的实现
控制系统根据图像采集系统反馈的各种状态信息经过测试软件所匹配的算法处理,控制系统则根据图像处理的结果发送控制命令给光纤绕制设备,以做出相应的调整动作,极大地提高了光纤缠绕机自动化水平、稳定性和控制精度。保证了系统无冲击、无震荡稳定运行。
参考文献:
[1]刘欢欢.光纤缠绕缺陷监测系统的设计及实现[J].能源与环保,2018,40(1):140?144.
[2]印爱丽.基于图像处理的光纤缠绕均匀度评价方法的研究[D].南京:南京理工大学,2012.
[3]刘雪峰,刘秋月.图像阴影检测与增强算法研究[ J].现代电子技术.2022,45(10):105?110.
[4]李沐青.基于仿生优化的图像分割方法研究[ D].西安:西安电子科技大学.2021.
作者简介:
张紫澳(2001—),本科,研究方向:计算机科学与技术。宋世杰(2001—),本科,研究方向:工业工程。
翟欣怡(2002—),本科,研究方向:工程造价管理。张乔(2002—),本科,研究方向:工程项目管理。
李孟铭(2002—),本科,研究方向:工程项目管理。高丹莉(2001—),本科,研究方向:大数据管理与应用。
猜你喜欢
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年18期)2018-11-14
电子测试(2018年6期)2018-05-09
电子测试(2017年11期)2017-12-15
电脑知识与技术(2016年28期)2016-12-21
科技视界(2016年26期)2016-12-17
科教导刊(2016年25期)2016-11-15
软件工程(2016年8期)2016-10-25
科技视界(2016年20期)2016-09-29
企业导报(2016年10期)2016-06-04
