
电弧熔丝增材制造综述:物理过程、研究现状、应用情况及发展趋势*
2022-04-29 01:59李岩苏辰张冀翔
机械制造文摘(焊接分册) 2022年1期
李岩, 苏辰, 张冀翔
(1.中国石油大学(北京),北京102249;2.过程流体过滤与分离技术北京市重点实验室,北京102249)
0 前言
增材制造技术(亦称3D打印技术)是《中国制造2025》国家战略规划的重点发展方向之一,被国家自然科学基金委员会、美国科学基金会等认为是20世纪制造技术的一项重大创新,并受到世界科技强国和新兴国家的高度重视[1]。它集成了数字建模技术、机械加工技术和材料科学等诸多前沿科技,由计算机控制将材料逐层累加制造实体零件,不再依赖传统机加工所需的刀具、夹具、模具和各种繁琐的加工工序,可快速精密地制造出任意复杂形状的零件,不仅缩短了加工周期,还极大节约了原材料,因而在航空航天、生物医学、能源化工、微纳制造等领域具有广阔应用前景[2]。
国家制造强国建设战略咨询委员会发布的《中国制造2025》重点领域技术创新绿皮书针对增材制造提出重点突破具有系列原创技术的钛合金、高强合金钢、高强铝合金、高温合金等高性能大型关键构件高效增材制造工艺,重点发展激光、电子束、离子束及其它能源驱动的主流工艺装备。过去20年以激光、电子束为热源的粉基金属增材发展迅速,但是这两种技术装备成本高,不适合大规模工业生产,目前主要应用于成本较高的航空航天、军工等高精尖领域。尤其是对于铝、铜、镁等一些高反射率金属合金,激光热源能量利用率低,而电子束热源需要在真空空间操作,限制了加工件的体积[3]。 因此,基于离子束的电弧熔丝增材制造越来越受到研究者关注[4-5]。该技术基于熔化极惰性气体保护焊(MIG)、钨极惰性气体保护焊(TIG)、等离子弧焊(PAW)、冷金属过渡焊(CMT)等焊接技术发展而来,可在现有的焊接行业进行改造,投资成本低,并且具有沉积效率高、材料利用率高、对零件尺寸限制少、零件易于修复等优点[6]。
现今大规模工业生产领域的各种金属结构件逐渐向大型化、整体化、智能化发展,传统的铸造、锻造结合机加工的制造模式越来越呈现出效率低、成本高的弊端。WAAM热输入高,成形速度快,适用于大尺寸复杂构件低成本、高效快速近净成形,具有其他增材技术不可比拟的效率与成本优势。它被欧洲航天局称为一种低能耗、可持续的绿色环保制造技术,受到国内外工业界的高度重视,许多政府机构、大学、科研院所、企业纷纷投入人力、财力和物力进行重点研究,力争在WAAM领域占据先机。
1 WAAM工艺系统及物理过程
WAAM是一项跨学科的前沿科学技术,涵盖了材料科学、工程热物理、焊接加工和机械自动化与控制等多学科问题。其工艺系统较为复杂,如图1所示[7],包含了计算机控制单元、电弧焊机、焊接机器人、焊枪、基板等多个单元。

图1 WAAM技术工艺系统
WAAM目前主要用于制造几何形状及结构较为简单的零件,成形精度低,一般都需要机械再加工。这一方面由于其工艺系统需要多个单元的精确配合,另一方面是由于其物理过程复杂。该技术以高温液态金属熔滴过渡的方式进行,零件热积累随堆积层数增加,熔池不易凝固,堆积层形状难于控制。尤其在零件的边缘,熔池处于弱拘束状态,流动性较高,使得零件的边缘形态与尺寸控制困难。
图2展示了WAAM的物理过程,涉及了电弧与焊丝间的传热、焊丝熔化及熔滴形成、熔滴下落及与基板碰撞、凝固成形等多个物理过程,每个过程都可能对最后的成形精度和产品性能产生重要影响。这些过程既包含了质量、动量和能量的多重传递,也跟电弧热源中的电场和磁场等多物理场作用相关。同时,该过程不断发生非平衡快速熔化/凝固,材料微观组织结构动态演变,继而对材料宏观物性和力学特性产生重要影响。从上述分析可以看出,WAAM中每一个物理过程都对成形质量产生重要作用,而且该技术还包含了从微观尺度到宏观尺度的多尺度关联问题,因此需要深入研究其物理机理。

图2 电弧熔丝增材制造的物理过程
2 WAAM国内外研究现状
目前WAAM主要处于试验设计与探索阶段,研究者开发各种装备系统,测试不同系统下的成形基本规律和相关影响因素,积累工程应用经验。当前研究主要集中在电弧增材装备系统研发、过程监测与控制、微观组织性能和缺陷、成形工艺与参数分析等方面,详细的进展综述如下。
2.1 WAAM装备系统研发
WAAM最早可追溯至1925年美国西屋电器的Baker等人首次以电弧为热源通过金属熔滴逐层沉积的方式制造3D金属物的专利。但是其后并未受到太多重视,直到20世纪90年代中期,英国克兰菲尔德大学应用WAAM技术为著名航空发动机公司罗尔斯-罗伊斯成功制造出飞机发动机高温合金机匣,国内外研究机构才开始重视该技术,开辟了金属增材制造的又一研究方向。
WAAM主要由电弧焊接系统和焊接机器人或数控机床构成,数控机床多作为形状简单、尺寸较大的大型构件成形;焊接机器人具有更多的运动自由度,与数控变位机配合,在成形复杂结构及形状上更具优势。表1介绍了国内外WAAM研究机构的装备系统。可知,英国克兰菲尔德大学是WAAM技术的前沿领导者,他们开发了基于TIG,PAW和CMT的多套成形装备系统,国内外其它研究机构也开发了电弧焊接+机器人/数控机床的装备系统。WAAM系统中热源往复移动,与成形环境发生强烈瞬时传热作用,熔池变化剧烈,导致成形过程不稳定,尺寸精度较低。开发出更加稳定成形的装备系统以保证尺寸精度是WAAM的研究方向之一。
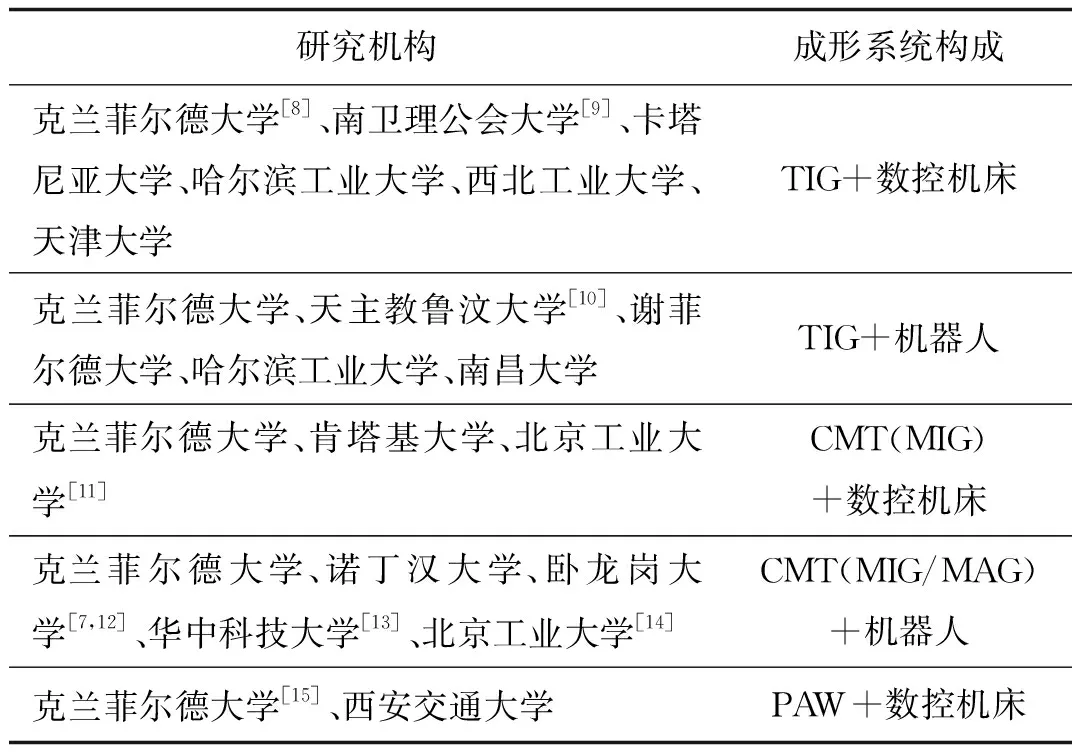
表1 国内外WAAM研究机构的装备系统
2.2 过程监测与控制
为了实现电弧增材制造过程的精确控制,必须进行堆积状态的实时检测、反馈与在线控制,这也成为WAAM研究的一个热点。一些研究者采用激光视觉传感系统对熔覆层形貌特征进行监测[16-17],不过检测过程存在滞后性。另有研究者采用更简便的被动视觉传感检测,无需外加辅助光源,直接利用弧光照明检测区域,其中CCD传感器被广泛用来监控电弧弧长、液态熔池形貌、堆积层高度和宽度等重要参数[18-19]。此外,还有研究者[20-21]通过检测电弧电压、电流信号,以此识别成形状态,并对焊接工艺参数进行调控,保证成形尺寸要求。
电弧增材制造过程影响因素众多,如熔滴过渡、温度场分布、熔池形态、散热条件等都处于动态变化之中,需要继续开发简便快捷的方法监测堆积形貌和尺寸,并设计自动控制系统对工艺参数实时调节,而目前针对实时自动调控系统的研究较少,这是一个需要加强探索的方向。
2.3 微观组织性能和缺陷
电弧的热输入较高,已成形构件受到热源往复加热,成形过程热积累较高,会产生多种缺陷,如孔隙、高残余应力和开裂,特别是对于暴露在极端环境中的零件,这些缺陷会导致失效,如高温疲劳。某些材料容易受到特定缺陷的影响,如钛合金的严重氧化、铝合金的孔隙、双金属部件的严重变形和裂纹等。因此,WAAM形成件微观组织和力学性能的研究一直是该领域的关注焦点。研究人员针对不同材料进行增材制造,检测其显微组织和力学性能。钛合金材料[22-23]、铝合金材料[24-25]、镍合金材料[26-27]是目前最受关注的研究材料。此外,2Cr13,Cr-Ni不锈钢、铁铝、铜铝、铁镍、铁铜等双金属材料也受到了一定程度的关注[28-29]。
2.3.1残余应力和变形
残余应力可导致零件变形、形位公差损失、沉积过程中分层以及部件的疲劳性能和断裂抗力恶化。Ding等人[30]发现,残余应力均匀地分布在WAAM沉积壁上,前一层的残余应力对后一层的影响很小。但松开夹紧装置后,顶部应力比基板的界面处低得多,从而导致组件弯曲变形。由于材料的热膨胀差异,双金属构件表现出较高的残余应力和变形,在使用双金属材料时,需要精确的层间温度控制。铬镍铁合金具有相对较低的残余应力,但它更容易受到分层、屈曲和翘曲等工艺缺陷的影响,因为其残余应力通常高于屈服应力[31]。贾金龙等人[32]基于温度函数法建立了铝合金电弧增材制造的有限元模型,对制造过程的残余应力和变形进行了计算,大大缩短了传热分析时间。研究显示一些后处理方法可以有效缓解残余应力和变形,Colegrove等人[33]指出轧制处理可以细化WAAM成形件的组织,降低其残余应力和表面粗糙度。Martina等人[34]在Ti-6Al-4V材料的WAAM成形过程中,每道沉积层都采用了高压轧制,显著减少了变形与残余应力。
2.3.2孔隙
孔隙是WAAM加工中的另一个常见缺陷,它会导致零件的机械强度降低,还会使沉积层形成较低的疲劳性能。一般来说,这类缺陷主要分为原材料引起的缺陷[35]和工艺引起的缺陷[36]。WAAM原材料通常具有一定程度的表面污染,这些污染物很容易被吸收到熔池中,并在凝固后产生孔隙。在常见的工程材料中,铝合金最容易出现这种缺陷。工艺导致的孔隙主要是由于路径规划不当或沉积过程不稳定造成的。当沉积路径复杂或制造工艺多变时,容易产生不充分的熔合或飞溅,从而在这些受影响区域产生间隙或空隙。Ge等人[37]采用数值模拟和试验表征相结合的方法,探讨了2Cr13零件热历史与非均匀微孔的内在联系。
2.3.3开裂和分层
开裂和分层不仅涉及到制造过程的热特征,而且还涉及到沉积层的材料特性。通常,WAAM组件开裂属于凝固裂纹或晶界裂纹[38]。双金属材料组合,如Al/Cu,Al/Ti和Al/Fe,在采用WAAM工艺制造时极易开裂和分层。此外,因铬镍铁合金容易产生凝固裂纹问题,因为在最终凝固时存在液膜[39]。
2.4 成形工艺与参数分析
WAAM技术涉及了极为复杂的多学科综合问题,针对各学科各因素的研究方向非常多,但成形工艺非常关键,因其本质可以看作金属材料在电弧热作用下的快速熔化和凝固过程,微观组织结构和力学性能都跟热物理过程密切相关。该过程涉及大量的传热、传质及两者的耦合问题,这也是WAAM研究急需突破的方向。
目前的研究主要通过大量试验手段,针对不同的材料体系和不同的焊接工艺,考察影响成形件精度和表面形貌的关键因素。学者们比较关注的因素有焊接速度、焊丝直径、送丝速度、电流、弧长、层间温度、基板温度、焊道间距等。Escobar-Palafox等人[40]采用统计方法探讨了钨极气体保护焊接工艺参数对成形件参数影响规律。Ouyang 等人[9]采用变极性GTAW制造了铝合金零件,发现基板的预热、焊接弧长及焊接热输入的精确控制对成形具有关键作用。尹玉环等人[41]研究了道次间冷却时间和不同层间冷却时间对铝合金增材成形的影响,发现冷却时间对成形效果有重要影响。柏久阳等人[42]建立了焊道间距计算模型,研究了单层多道结构的表面形貌与单条焊道形貌、焊道间距和焊道数目的关系。从保强等人[43]发现控制送丝速度和焊接速度比可实现对铝合金增材成形高度和宽度的有效控制。Li等人[44]提出了一种新型的多点支撑固定系统(FMSF),能够动态调控加工面和约束力,进而实现加工过程中的动态变形控制。
一些研究者针对多层焊道时热积累问题进行研究[45],提出了调控工艺参数[46-47]或增加外部辅助制冷[48-49]的控制方案。为了能够达到较强的热、质解耦调控效果,一些多电极电弧热源[50-51]在增材制造中得到了初步应用。山东大学新近开发的一种强制收缩WAAM工艺防止过热输入,能够产生均匀微观结构和细晶粒[52],展现了较好的应用潜力。
当前制约WAAM发展的一个瓶颈是基础研究较为薄弱,对于整个过程的物理机理缺少定量的理论认识。国内外公开发表的关于WAAM传热传质基础理论的文章很少,仅对电弧物理特性[53]、熔池内传热与流动[54-55]、熔池温度场和热应力变化[56]等物理过程进行了少量宏观尺度的模拟,缺少多学科多尺度的综合系统研究。
3 WAAM应用情况
国外在WAAM领域研究起步早,特别是英国在电弧增材制造领域处于国际前沿,以克兰菲尔德大学为代表的一批研究机构在政府和企业出资下,针对电弧增材系统装备、成形件力学性能、残余应力及变形控制和复杂形状构件成形路径规划等方面开展了大量研究,推动了WAAM的工业化应用。他们利用WAAM技术成功制造出了飞机机翼翼梁和起落架支撑外翼肋等大型框架构件,如图3所示[57],其制造的钛合金构件力学性能达到锻件水平, 应用该技术制造的部分构件比传统机加工节省约78%的原材料[58]。此外,他们还利用WAAM 技术制造了铝合金零件,如图4所示[57],处于国际领先水平。
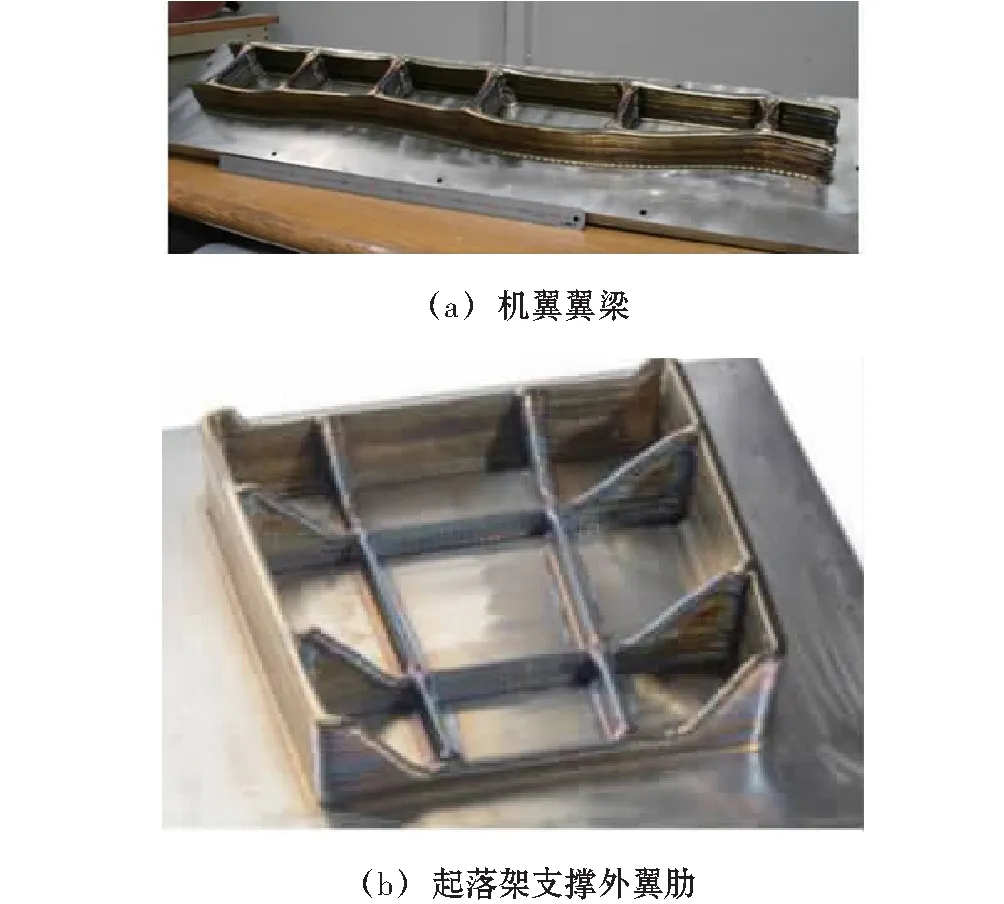
图3 英国克兰菲尔德大学WAAM制造的钛合金部件

图4 克兰菲尔德大学WAAM制造的铝合金筒体和封头
挪威 Norsk Titanium公司采用该技术已为空中客车A350飞机和波音787 Dreamliner飞机提供钛合金零部件,如图5所示,其WAAM钛合金技术获得了美国联邦航空管理局(FAA)的TRL 8级认证。
电弧熔丝增材制造当前主要应用于航空、航天和军工等领域,但是随着技术的发展,其在油气行业的商业价值也开始显示出来。大口径、高强度厚壁三通管件制造一直都是我国高压长输管线建设的瓶颈之一,中国石油集团石油管工程技术研究院联合南方增材科技有限公司,在国内首次将WAAM制造技术应用于高钢级、大口径厚壁三通管件的制造,克服了传统制造方法的壁厚壁垒,产品性完全满足中俄东线低温环境用X80热挤压三通管件的标准要求。

图5 挪威Norsk Titanium公司WAAM制造的零件
国内西北工业大学、华中科技大学、哈尔滨工业大学、北京航空航天大学、首都航天机械有限公司等单位也开展了WAAM 技术研究,并成功试制了许多零部件,如图6和图7所示。但总体来说,国内的WAAM在产业化应用方面还处于起步阶段,与先进国家相比还存在一定的差距,需要大力推动该方向的研究。

图6 华中科技大学WAAM制造的多向接头

图7 首都航天机械有限公司WAAM制造的壳体部件
4 结束语
综合上述分析可以看出,WAAM研究以试验测试为主,学者们搭建不同的装备系统测试成形基本规律和主要影响因素,在电弧增材装备系统研发、过程检测与控制、微观组织性能和缺陷、成形工艺因素等方面取得了较多的进展,但是在产业化应用领域还有一定的距离。今后需要继续开发出更加稳定成形的装备系统以保证尺寸精度,开发简便快捷的方法监测堆积形貌和尺寸,并设计自动控制系统对工艺参数实时调节。
目前学者们关注的重点在于成形件组织性能和成形工艺设计开发,但是WAAM基础研究较为薄弱,对于整个过程的物理机理缺少定量的理论认识,特别是针对WAAM过程传热传质的基础研究十分缺乏。成形工件的微观组织瞬态演变和宏观力学性能都跟传热传质过程密切相关,亟需准确系统的理论和模拟研究促进该技术的发展,为WAAM成形制造提供精细化指导。
国内电弧增材制造仍处于起步阶段,与先进国家相比还存在较大差距,而当前WAAM基础研究尚未在国际上广泛开展,尽快开展 WAAM基础研究才能与先进国家处于同一起跑阶段,甚至是领跑阶段,基础研究是推动这项技术不断发展和优化的核心动力。
猜你喜欢
航空制造技术(2022年10期)2022-07-16
北京航空航天大学学报(2022年6期)2022-07-02
石材(2022年4期)2022-06-15
航天制造技术(2022年2期)2022-05-16
陶瓷学报(2021年4期)2021-10-14
上海交通大学学报(2020年7期)2020-08-03
模具制造(2019年4期)2019-12-29
表面工程与再制造(2019年1期)2019-05-11
滇池(2017年5期)2017-05-19
电子制作(2017年22期)2017-02-02
