
控制大型饼类锻件夹杂性裂纹缺陷的锻造方法
2022-04-29 07:28付兴毛德宝何云保马涛太原重工股份有限公司铸锻件分公司
锻造与冲压 2022年9期
在饼类锻件内部出现因片状夹杂物及其影响区的聚合而形成的探伤可见的夹杂性裂纹是大型饼类锻件的主要质量问题。因此,控制夹杂物形貌和抑制微夹杂性裂纹的聚合是制订饼类锻件锻造工艺的关键。本文提出了制造大型饼类锻件过程中控制夹杂性裂纹缺陷的旋转进砧法工艺方案,并应用于实际生产,取得了明显的经济效益。
由表3可见,男性、有肺部疾病史及ILD发生时间的系数变化不明显,且P均<0.05,因此,性别、肺部疾病史以及ILD发生时间与吉非替尼致ILD死亡明显相关。
钢中的夹杂物可分为外来夹杂物和内生非金属夹杂物两种。近年来随着冶炼技术的发展,特别是炉外精炼+真空除气,以及真空状态下浇注等工艺的成熟,钢水的纯净度大幅度提高,外来非金属夹杂物得到了有效的控制,其含量保持在很低的范围内。但是,内生夹杂物是钢的组成部分,其含量、大小、分布状况等都可以得到改善,但绝对不可能完全消除。这些夹杂物的存在及其在后序锻造过程中的变化,构成了形成夹杂性裂纹缺陷最主要的原因,其中,最主要的非金属夹杂物有硫化物(属于塑性夹杂物)、氧化铝、铝酸盐类及大颗粒的球状氧化物。
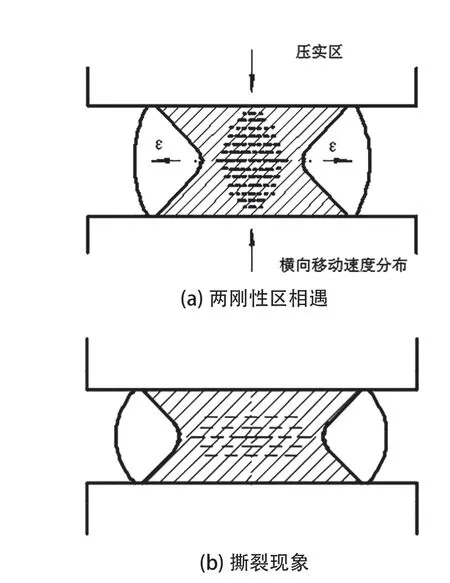
锻造过程中锻件在不均匀力的作用下,心部的金属流动更加剧烈,更加容易使裂纹聚合,产生的缺陷更多,尺寸更大。且这些非金属夹杂性裂纹主要生成于硫化物等塑性夹杂物边角及附近,尤其是利用普通上下满截面镦粗方法,因“刚性区”产生的RST 效应,刚性区内部出现层状刚性滑动变形并沿着塑性夹杂物边缘产生微观乃至宏观裂纹,最终导致撕裂。而在大型饼类锻件锻造过程中,在尽量抑制夹杂性微裂纹聚集的同时,还要从锻件内部孔洞及疏松等固有缺陷的压实、焊合等角度出发,来制定合理的锻造工艺。
早些时候,北方人的世界里好像只有糖葫芦烤羊肉串儿和涮牛肚才用竹扦穿串儿,又或者是我幼时零食种类贫瘠,直到念初中,学校门口才忽然流行起来炸串儿摊子,那串儿几乎成为放学回家路上的一道飘着诱人香味的风景,是真的秀色可餐。
普通上下满截面镦粗方法
一位风流倜傥的公子恋上自家女佣,在当时的时代环境下,本就不会有太好结局。最好,不过是男有情女有意,两人私奔,做一对浪迹天涯的苦命鸳鸯。(刘治君)
旋转法镦粗
通过对旋转法镦粗机理的研究,利用上下不对称变形,避免上下两刚性区相遇,来控制锻件内部结构变形,从而提高锻件内部质量。
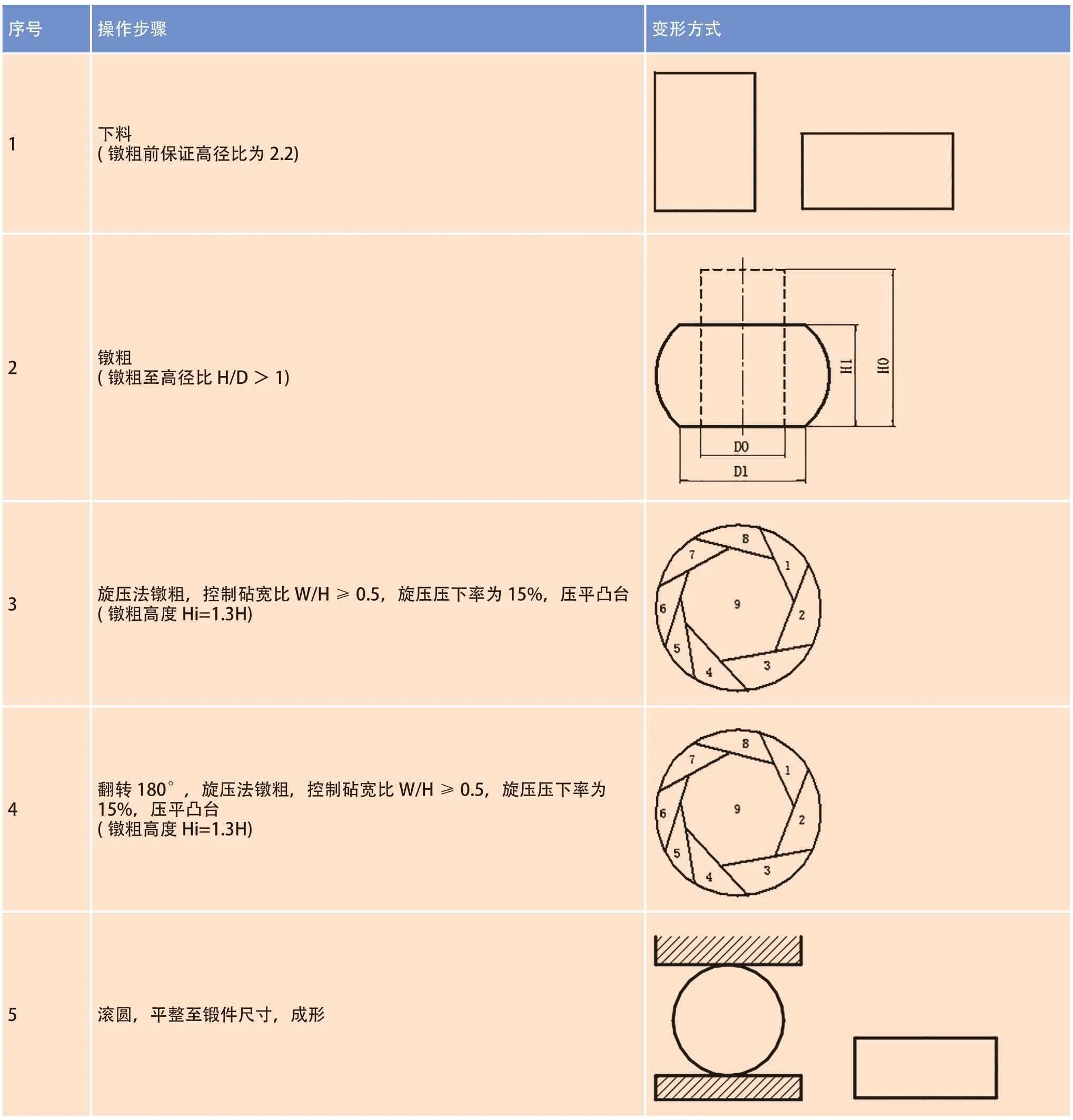
⑵当用上镦粗板、下平台镦粗至高径比满足Hi=1.3H 时,上下刚性区接近“相遇”限度,更换窄砧(砧宽比W/H ≥0.5)进行旋压。压下率不能太大,因为此时的砧宽较小,压下率太大会引起端面折叠,一般控制在15%为宜。
旋转进砧镦粗法机理
⑷翻转180°,对另一面进行旋压,压平凸台。
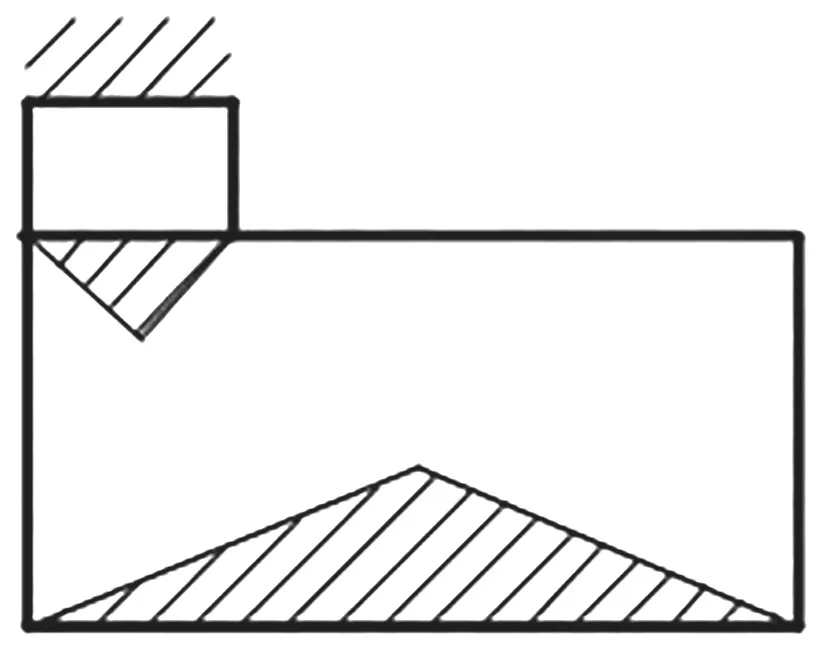
通过旋压,在锻件的上表面中心形成一个多边形凸台,最后将凸台压平(图3),这时外围的金属不变形,相当于一个受压厚壁筒,心部金属受力特点为三向压应力,从而更有利于对心部孔洞性缺陷的压实焊合。
操作步骤
旋转进砧法操作步骤见表1。
在以普通满截面镦粗变形为主要成形方式的饼类锻件中,夹杂性裂纹是锻件内部超声波探伤的主要缺陷。镦粗变形时,塑性夹杂物逐渐由球状变为椭球状,最后呈片状,继续加大压下量变形时,这些片状塑性夹杂物进一步聚集,进而形成当量直径超标的夹杂性裂纹缺陷。当锻造工具(砧子等)在与坯料接触表面两个方向(如砧子的长和宽方向,镦粗直径)的尺寸都大大超过坯料高度时,镦粗至高径比不大于1.0,在上下接触面摩擦力的作用下,工件内部产生刚性区(也称为难变形区)。当上下两个刚性区相遇后,在压力的继续作用下,内部的层状刚性滑动变形沿着塑性夹杂物边缘产生微观乃至宏观裂纹,最终导致撕裂,即所谓的“RST”效应,如图1 所示。
锻造工艺方案
⑴坯料下料时高径比应在2.0 ~2.5 之间,高径比太大,镦粗时容易产生弯曲,镦粗比太小,又保证不了镦粗锻比。所以,一般镦粗前高径比取2.2 ~2.3为宜。
云服务是基于互联网的相关服务的增加、使用和交互模式,通常涉及通过互联网来提供动态易扩展且经常是虚拟化的资源。云服务指通过网络以按需、易扩展的方式获得所需服务。这种服务可以是IT和软件、互联网相关,也可是其他服务。它意味着计算能力也可作为一种商品通过互联网进行流通。简单来说,云服务可以将企业、个人所需的软硬件、资料都放到网络上,在任何时间、地点,使用不同的IT设备互相连接,实现数据存取、运算等目的。当前,常见的云服务有公共云(Public Cloud)与私有云(Private Cloud)两种。
用药错误(Medication Errors,ME)是指合格药品在临床使用全过程中出现的、任何可以防范的用药不当[1]。用药错误可发生于处方(医嘱)开具与传递,药品储存、调剂与分发,药品使用与监测,用药指导及药品管理,信息技术等多个环节。其发生原因可能与专业医疗行为、医疗产品(药品、给药装置等)、工作流程和系统有关[1]。

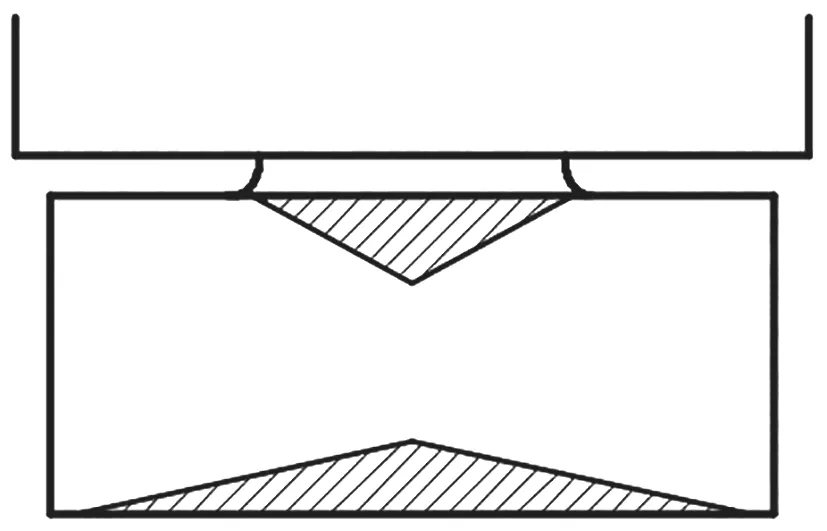
镦粗前坯料的高径比Hi/Di 控制在2.2,用上下对称砧子进行整体镦粗,目的是解决钢锭内部孔隙性缺陷的压实焊合及打碎铸态组织问题,镦粗后坯料的高径比H/D 应根据锻件的最终尺寸而定,但不得小于1.0,以避免上下两刚性区接触后产生“RST”效应。然后通过旋压法进行上下不对称镦粗变形(图2),砧宽比W/H ≥0.5,压下率为15%,旋压前后应满足Hi=1.3H,目的是减少塑性夹杂物形成片状,以及避免两刚性区的相遇而产生心部层状裂纹,每面压完一趟后,翻转180°压另一面,中间凸台要尽量小。
⑶中间留下的凸台尽量小一些,以减小压平凸台时中间刚性区的影响,一般情况下中间凸台半径为坯料半径的1/4 为宜。
⑸翻转90°,进行滚圆,然后再翻转90°,平整至锻件尺寸,锻件成形。
结论
应用实例及效果
实践生产应用证明,此设计方案十分成功,很好地控制了由于刚性区内部的层状刚性滑动变形沿着塑性夹杂物边缘产生的微观乃至宏观裂纹缺陷。证明了此工艺方案的可行性,大大提高了饼类锻件的成品率,为企业带来了可观的经济效益。
按上述工艺制定原则及方法,用现有125MN 油压机进行试制生产:利用材质为20MnMo 的70t 钢锭,生产规格尺寸为
4000mm×560mm 的管板17 件;利用材质为35 钢的48t 钢锭,生产规格尺寸为
3500mm×480mm 的大型柱塞底部36 件;利用材质为20MnMo 的97t 钢锭,生产规格尺寸为
4100mm×720mm 的钢锭6 件,经超声波检测,合格率为100%,结果完全符合用户的技术要求。
⑴合理控制钢锭镦粗时的变形量,既能保证钢锭心部孔洞类缺陷完全锻合,又能控制夹杂物的形貌,减少夹杂性裂纹的产生。
⑵旋压时控制砧宽比W/H ≥0.5,以避免锻件外壁形成凹心甚至是折叠。
CQMM的预测表明,今明两年,中国经济的通货膨胀水平将处于良性范围内。其中,情景1下,2018年CPI将上涨2.09%,涨幅比2017年提高0.49个百分点;2019年,相对有所放松的货币环境将助推CPI涨幅提升至2.50%;2018年PPI涨幅将为3.09%,比2017年降低3.21个百分点;2019年涨幅进一步回落至1.16%;2018年GDP平减指数(PGDP)将上涨2.71%;2019年涨幅略微回落到2.47%;情景2下的价格水平变动幅度基本相当,差异不大。
⑶采用旋压法镦粗来控制大型饼类锻件夹杂性缺陷锻造工艺的技术特色为:
1)减小锻件内部刚性区域的相互作用,促使整个锻件内部变形均匀化;
2)使坯料心部金属受三向压应力,心部金属流动较周围缓慢,产生片状夹杂的可能性减小,可有效地避免锻件内部的夹杂性裂纹缺陷。
⑷此工艺方案可有效地控制大型饼类锻件中夹杂性裂纹缺陷,大大提高了饼类锻件的成品率。
猜你喜欢
教育教学论坛(2022年12期)2022-05-11
当代陕西(2022年5期)2022-04-19
锻造与冲压(2022年5期)2022-03-23
英才(2022年2期)2022-03-21
农业与技术(2020年12期)2020-07-04
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
广东造船(2017年6期)2018-01-29
佛山陶瓷(2016年12期)2017-01-09
国外科技新书评介(2014年5期)2014-12-17
